ODABIR VRSTA OPERACIJA - Fsb
ODABIR VRSTA OPERACIJA - Fsb
ODABIR VRSTA OPERACIJA - Fsb

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
<strong>ODABIR</strong> <strong>VRSTA</strong> <strong>OPERACIJA</strong>
Primjer 1.<br />
Za površinu označenu debljim linijama na slici odredite vrste obrade odvajanjem<br />
čestica, dimenzije na koje se obrađuje, tolerancije i kvalitetu površine (Ra) za svaku<br />
obradu.<br />
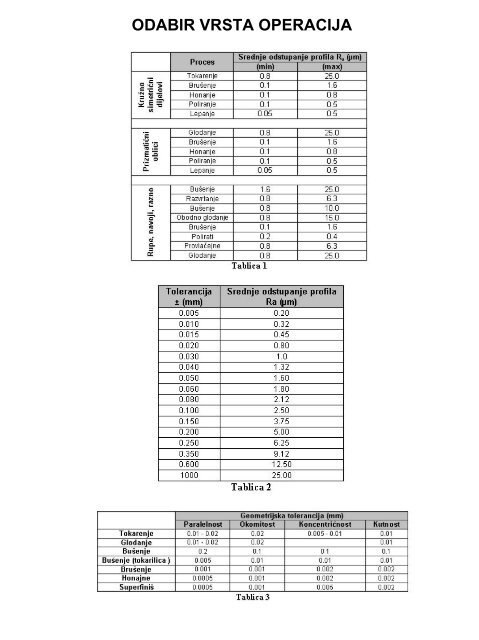
Koristiti se tablicama 1 do 3.<br />
1. Dio je simetričan pa ćemo koristiti postupke iz tablice 1. predviđene za takve oblike.<br />
2. Prvi proces koji se preporučuje je tokarenje.<br />
3. Tablica 2. minimalna kvaliteta površine za zahtjevanu toleranciju je 3,75R a . Kako je<br />
to veće od zahtjevane 0,5R a , zahtjevanu hrapavost ne mijenjamo.<br />
4. Minimalna hrapavost koja se može postići tokarenjem je 0,8R a , što znači da je<br />
potrebna još jedna operacija.<br />
5. Sljedeći proces u tablici je brušenje.<br />
6. Brušenjem se može dobiti hrapavost u rasponu od 0,1 do 1,6R a .<br />
7. Dakle odabrali smo proces tokarenja pa brušenja za izradu površine.<br />
8. Tokariti ćemo na 1,6R a koliko se maksimalono može dobiti brušenjem.<br />
9. Ekvivalentna tolerancija za 1,6R a je 0,05. Dodatak za brušenje računamo:<br />
0,05x10=0,5mm<br />
10. Dakle tokarimo na dimenziju 60+0,5=60,5mm<br />
11. Računamo ekvivalentnu toleranciju: 0,05x2=0,1 a to je manje od 0,15 pa<br />
zadržavamo ±0,15mm<br />
Operacije obrade za dobivanje te površine su sljedeće:<br />
tokariti na Φ60,5 ±0,15mm ; 1,6R a<br />
brusiti na Φ60,0 ±0,15mm ; 0,5R a
Primjer 2.<br />
Za površinu označenu debljom<br />
linijom na slici odredite vrste<br />
obrade odvajanjem čestica,<br />
dimenzije na koje se obrađuje,<br />
tolerancije i kvalitetu površine<br />
(Ra) za svaku obradu.<br />
Koristiti se tabelama 1-3.<br />
1. Dio je prizmatičan pa ćemo koristiti postupke iz tablice 1. predviđene za takve<br />
oblike.<br />
2. Prvi proces koji se preporučuje je glodanje.<br />
3. Tablica 2. minimalna kvaliteta površine za zahtjevanu toleranciju je 0,32R a . Kako je<br />
to bolja kvaliteta od zadane 0,5R a , zahtjevanu hrapavost mijenjamo. Hrapavost će<br />
biti 0,32R a .<br />
4. Minimalna hrapavost koja se može postići glodanjem je 0,8R a , što znači da je<br />
potrebna još jedna operacija.<br />
5. Sljedeći proces u tablici je brušenje.<br />
6. Brušenjem se može dobiti hrapavost u rasponu od 0,1 do 1,6R a .<br />
7. Provjeravamo zahtjev za geometrijsku toleranciju. Brušenjem se može postići<br />
paralelnost od 0,001mm (tablica 3.). Zahtjevana paralelnost je 0,0008mm. Treba<br />
nam finija obrada.<br />
8. Sljedeći proces je honanje. U tablici 3. se može očitati da se honanjem može postići<br />
paralelnost od 0,0005mm. Dakle honanjem se može postići taj zahtjev.<br />
9. Preporučeni procesi su: glodanje, brušenje, honanje.<br />
Postavlja se pitanje da li bi mogli izbaciti brušenje iz procesa. Problem je u tome što se glodanem<br />
može postići maksimalno hrapavost 0,8R a<br />
, a obrada honanjem počinje na površini hrapavosti od<br />
0,8R a<br />
maksimalno. Obzirom da uopće nema preklapanja kod tih operacija preporučljivo je ubaciti još<br />
jedan proces između: brušenje.<br />
10. Brusiti će se na hrapavost 0,8R a koliko je gornja granica honanja. Ekvivalentna<br />
tolerancija za tu hrapavost iz tablice 2. je 0,02mm. Dodatak za brušenje računamo:<br />
10x0,02=0,2mm<br />
11. Brusiti će se na 85+0,2=85,2mm<br />
12. Ekvivalentna tolerancija za tu operaciju je 0,02x2=0,04mm<br />
13. Hrapavost koju ćemo postići glodanjem je 1,6R a koliko iznosi gornja granica<br />
brušenja. Ekvivalentna tolerancija za tu hrapavost iz tablice 2. je 0,05mm. Dodatak<br />
za brušenje računamo: 10x0,05=0,5mm
14. Glodati će se na dimenziju 85,2+0,5=85,7mm<br />
15. Računamo ekvivalentnu toleranciju: 0,05x2=0,1mm<br />
Operacije koje su preporučene za dobivanje površine:<br />
glodati na 85,7±0,10mm ; 1,6R a<br />
brusiti na 85,2 ±0,04mm ; 0,8R a<br />
honati na 85,0±0,01mm ; 0,32R a