

o_18rem9l8e13opo6d1c4i1htf1anaa.pdf

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
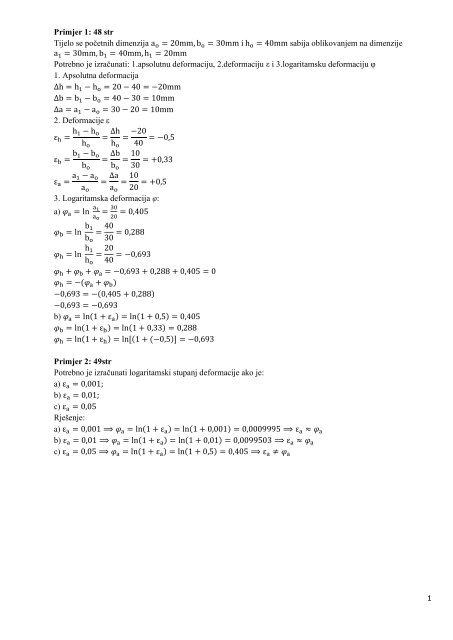
Primjer 1: 48 str<br />
Tijelo se početnih dimenzija<br />
sabija oblikovanjem na dimenzije<br />
Potrebno je izračunati: 1.apsolutnu deformaciju, 2.deformaciju ε i 3.logaritamsku deformaciju φ<br />
1. Apsolutna deformacija<br />
2. Deformacije ε<br />
3. Logaritamska deformacija φ:<br />
a)<br />
b)<br />
Primjer 2: 49str<br />
Potrebno je izračunati logaritamski stupanj deformacije ako je:<br />
a)<br />
b)<br />
c)<br />
Rješenje:<br />
a)<br />
b)<br />
c)<br />
1
Primjer: 51.str<br />
Cilindar iz čelika Ck 10 ( i w slika 2.56) sabija se bez gubitka (μ=0) na pola svoje visine. Potrebno je<br />
proračunati idealni i stvarni rad deformacije.<br />
Poznato je:<br />
Poprečni presjek<br />
tj. visine su<br />
Rješenje:<br />
Logaritamska deformacija .<br />
Iz dijagrama (slika 2.56) za materijal Ck 10 i<br />
Volumen:<br />
Idealni rad formacije:<br />
Stvarni rad deformacije:<br />
očitava se<br />
Primjer: 53.str<br />
Sabija se cilindar iz materijala Ck 10, početna visina i promjera na konačnu visinu<br />
Kolika je maksimalna stvarna sila sabijanja ako pretpostavimo da je stupanj iskorištenja procesa<br />
0,8?<br />
Rješenje:<br />
Početni presjek:<br />
Volumen:<br />
Konačni presjek:<br />
Logaritamska deformacija:<br />
Iz dijagrama (slika 2.56) za očitava se ,<br />
Sila na kraju sabijanja (maksimalna stvarna sila)<br />
Primjer: 54 str<br />
Potrebno je izračunati srednje naprezanje plastičnog tečenja i potrebnu silu valjanja trake iz materijala Ck 10,<br />
početnog presjeka na presjek . Promjer valjka 2R=180mm a<br />
stupanj iskorištenja procesa procijenjen je na 0,7.<br />
Rješenje:<br />
Ploština površine početnog presjeka:<br />
Ploština površine izlaznog presjeka:<br />
Razlika visina:<br />
Duljina luka u zahvatu:<br />
Ploština površine oblikovanja:<br />
Logaritamska deformacija:<br />
Iz dijagrama za<br />
očitava se<br />
Srednje naprezanje plastičnog tečenja:<br />
Stvarna sila valjanja:<br />
2
Primjer: 55. str<br />
Potrebno je stanjiti stjenku posude promjera dobivenu dubokim vučenjem sa na<br />
. Materijal posude je Ck 10. Koliko je srednje naprezanje plastičnog tečenja i potrebna sila<br />
provlačenja, ako se pretpostavi da je stupanj iskorištenja procesa 0,7.<br />
Rješenje:<br />
Početni presjek:<br />
Konačni presjek:<br />
Logaritamska deformacija:<br />
Iz dijagrama očitava se za<br />
Srednje naprezanje plastičnog tečenja:<br />
Stvarna sila provlačenja:<br />
na početku<br />
na kraju:<br />
Primjer: 56. str<br />
Koliko je srednje naprezanje plastičnog tečenja i stvarna sila istiskivanja puškice promjera<br />
uz<br />
stanjene stjenke? Vanjski promjer na kraju istiskivanja je<br />
, materijal Ck 10, stupanj iskorištenja<br />
procesa je 0,5.<br />
Rješenje:<br />
Početni presjek:<br />
Konačni presjek:<br />
Logaritamska deformacija:<br />
Iz dijagrama za<br />
se očitava<br />
Srednje naprezanje plastičnog tečenja:<br />
Stvarna sila istiskivanja:<br />
na početku<br />
na kraju<br />
Primjer: 64.str<br />
Potrebno je odrediti vrijednost naprezanja plastičnog tečenja ako je poznato: aksijalno naprezanje 400 N/mm²,<br />
tangencijalno naprezanje i radijalno naprezanje .<br />
Rješenje:<br />
Vrijednosti glavnih naprezanja su:<br />
,<br />
i<br />
Naprezanje plastičnog tečenja iznosi:<br />
3
Primjer: 67.str<br />
Potrebno je odrediti naprezanje plastičnog tečenja ako je poznato: aksijalno naprezanje 400 N/mm²,<br />
tangencijalno naprezanje -200 N/mm², radijalno naprezanje -150 N/mm².<br />
Rješenje:<br />
, ,<br />
Primjer 1: 129.str<br />
Treba odrediti iznos i mjesto specifičnog tlaka na kontaktnoj površini prizme, tlačene s visine 50 mm. Poslije<br />
tlačenja visina iznosi 10 mm. Baza prije tlačenja iznosi<br />
, a poslije tlačenja<br />
. Sabijanje se obavlja u toplom stanju. Treba odrediti specifični tlak, radijalno naprezanje i<br />
silu sabijanja za slučaj: a) kad započinje sabijanje i tečenje materijala, b) kad je sabijanje završeno. Faktor<br />
kontaktnog trenja μ=0,125.<br />
Rješenje:<br />
a) kada započinje sabijanje i tečenje materijala<br />
b) kad sabijanje završava<br />
Primjer 2: 129. str<br />
Koliko je iznosilo naprezanje plastičnog tečenja na početku hladnog sabijanja slobodno stojeće prizme ako su na<br />
kraju sabijanja postignute dimenzije , baza . Specifični tlak na kraju sabijanja<br />
je izmjeren i iznosi . Prilikom sabijanja ustanovljeno je očvršćenje materijala od 100%.<br />
Kolika je vrijednost maksimalnog radijalnog naprezanja na kraju sabijanja?<br />
Rješenje:<br />
4
Primjer 3: 130.str<br />
Koliko je maksimalno radijalno naprezanje na kraju sabijanja u slobodno stojećem punom cilindričnom tijelu<br />
početne visine i promjera ako je ono sabijano na 50% prvobitne visine? Faktor<br />
kontaktnog trenja iznosi 0,15 a naprezanje plastičnog tečenja na kraju sabijanja je 600 N/mm², pri čemu je to<br />
dvostruko veća vrijednost od one što je bila na početku sabijanja.<br />
Rješenje:<br />
Primjer 4: 130. str<br />
Sabija se prizma dimenzija , i na dimenzije . Pri tome je<br />
omjer dimenzije i ostao isti kao što je bio na početku sabijanja. Sabijanje se obavlja kod 1000°C kod koje<br />
je naprezanje plastičnog tečenja N/mm². Potrebno je izračunati:<br />
a) kolike su stranice i ,<br />
b) max. specifični tlak na početku i na kraju sabijanja.<br />
Rješenje:<br />
a) Stranice prizme su i<br />
b)max. specifični tlak na početku i na kraju sabijanja<br />
5
Primjer 5: 131. str<br />
U jednoj fazi nekog proizvodnog postupka sabijanjem se sabija slobodno stojeća aluminijska prizma na konačne<br />
dimenzije , i . Zbog efekta očvršćenja poraslo je naprezanje plastičnog<br />
tečenja, pa kod postignutih konačnih dimenzija iznosi 120 N/mm². Kod sabijanja prvog komada izmjerena je<br />
sila sabijanja 79700N, koja je porasla 5,35% nakon sabijanja 5000 komada. Kako se u ovoj fazi nije ništa<br />
vidljivo mijenjalo, zaključuje se da je porast sila nastao zbog većeg udjela trenja. Koliko je povećan faktor<br />
kontaktnog trenja nakon sabijanja 5000 komada?<br />
Rješenje:<br />
provjera (79700=79704)<br />
provjera (83963=83965)<br />
Trenje se povećalo za 50 %<br />
Primjer 1: 139.str<br />
Potrebno je odrediti broj matrica u kontinuiranom postupku provlačenja čelične žice početnog promjera<br />
na konačni promjer<br />
, bez protuvlaka. U svakoj se matrici postiže jednaka redukcija<br />
površine presjeka . Kolika je sila provlačenja na izlasku iz 2. matrice i optimalni kut ako je<br />
naprezanje plastičnog tečenja<br />
i prolaskom kroz svaku matricu se povećava za 15%? Poznat<br />
je faktor kontaktnog trenja (računati po Sachsu).<br />
Rješenje:<br />
Broj matrica<br />
Logaritamska deformacija<br />
Optimalni kut matrice<br />
Sila provlačenja<br />
6
Primjer 2: 140.str<br />
Provlači se Al žica početnog promjera na konačni promjer postupkom kontinuiranog<br />
provlačenja kroz matrica, tako da se u svakoj matrici obavlja jednaka redukcija presjeka žice. Potrebno je<br />
odrediti redukcije presjeka u postocima. Koliki je promjer žice na izlasku iz 3. matrice i njezin optimalni kut,<br />
ako je poznat faktor kontaktnog trenja μ=0,05?<br />
Rješenje:<br />
Redukcija nakon n=9 prolaza<br />
Promjer nakon treće matrice<br />
Logaritamska deformacija<br />
Optimalni kut matrice<br />
Primjer 3: 141.str<br />
Treba odrediti najmanji mogući izlazni promjer matrice s polukutom konusa α =9° za provlačenje okruglog<br />
profila početnog promjera<br />
. Na profil djeluje i sila protuvlaka koja uzrokuje naprezanje upola<br />
manje od vrijednosti naprezanja plastičnog tečenja . Proces teče bez očvršćenja i uz faktor kontaktnog trenja<br />
μ =0,05. Koliki je optimalni kut matrice?<br />
Rješenje:<br />
Uvjet maksimalne redukcije je<br />
7
Primjer 4: 142.str<br />
Treba provjeriti da li je moguće provlačenje čelične žice promjera na promjer ako<br />
raspolažemo matricom polukuta uz poznati faktor trenja . Ako je provlačenje moguće,<br />
izračunati silu provlačenja. Naprezanje plastičnog tečenja na izlasku iz matrice je<br />
(izračunati<br />
po Siebelu).<br />
Logaritamska deformacija<br />
Sila provlačenja<br />
8
Primjer 1: 147.str<br />
Dubokim vučenjem okrugle posude iz čeličnog lima vlačne čvrstoće i debljine lima s= 1<br />
mm dobivene su dimenzije unutarnjeg promjera<br />
i visine posude H= 250 mm. Matrica je<br />
izvedena iz sivog lijeva s polumjerom zaobljenja<br />
. Za sve tarne površine vrijedi faktor kontaktnog<br />
trenja μ= 0,2.<br />
Treba odrediti:<br />
1. početni promjer rondele<br />
2. potreban broj operacija dubokog vučenja<br />
3. da li je potreban tlačni prsten<br />
4. veličinu sile tlačnog prstena<br />
5. veličinu sile žiga (samo za prvu fazu dubokog vučenja)<br />
Poznato je:<br />
Rješenje:<br />
Početni promjer rondele<br />
Potreban broj operacija dubokog vučenja<br />
usvaja se<br />
usvaja se<br />
Potrebne su tri operacije dubokog vučenja<br />
Provjera da li je potreban tlačni prsten<br />
Tlačni prsten je potreban<br />
Veličina sile tlačnog prstena:<br />
Veličina sile žiga:<br />
9
Primjer 2: 149. str<br />
Dubokim vučenjem okrugle posude od čeličnog lima maksimalne vlačne čvrstoće<br />
postignuto je nakon prve faze vučenja s maksimalno dopuštenom redukcijom unutarnjeg promjera<br />
i vanjskog promjera<br />
. Matrica je izvedena od sivog lijeva s polumjerom zaobljenja ruba<br />
. Za sve tarne površine vrijedi faktor kontaktnog trenja μ= 0,1. Izmjereno je naprezanje u limu zbog<br />
plastične deformacije prijelaza iz rondele u cilindrično tijelo i uslijed sile trenja tlačnog prstena te ovo<br />
naprezanje iznosi<br />
. Poznato je srednje naprezanje plastičnog tečenja<br />
i<br />
Treba odrediti:<br />
1. početni promjer rondele<br />
2. specifični tlak tlačnog prstena za vrijeme procesa dubokog vučenja<br />
3. silu tlačnog prstena<br />
4. silu žiga<br />
Rješenje:<br />
Početni promjer rondele<br />
Specifični tlak tlačnog prstena<br />
Sila tlačnog prstena<br />
Sila žiga<br />
10
Primjer 3: 150.str<br />
Iz okrugle rondele promjera<br />
i debljine s= 1,5 mm izrađuje se postupkom dubokog vučenja<br />
posuda promjera . Materijal rondele je mekani čelik vlačne čvrstoće . Matrica<br />
je alata izvedena iz sivog lijeva i ima polumjer zaobljenja<br />
. Faktor kontaktnog trenja za sve tarne<br />
površine je μ= 0,1. Poznato je N/mm²; . Treba izračunati:<br />
1. da li je moguće posudu izraditi u jednoj ili treba više faza<br />
2. da li je u postupku dubokog vučenja potreban vlačni prsten<br />
3. kolika se naprezanja javljaju u materijalu<br />
4. kolika je sila na žigu alata<br />
Rješenje:<br />
Broj faza dubokog vučenja:<br />
posudu je moguće izraditi u jednoj operaciji<br />
Da li je potreban tlačni prsten:<br />
Potreban je tlačni prsten<br />
Naprezanja u materijalu:<br />
Sila žiga<br />
11