Paigaldus- ja kasutusjuhend - Mecro
Paigaldus- ja kasutusjuhend - Mecro
Paigaldus- ja kasutusjuhend - Mecro

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
<strong>Paigaldus</strong>- <strong>ja</strong> <strong>kasutusjuhend</strong><br />
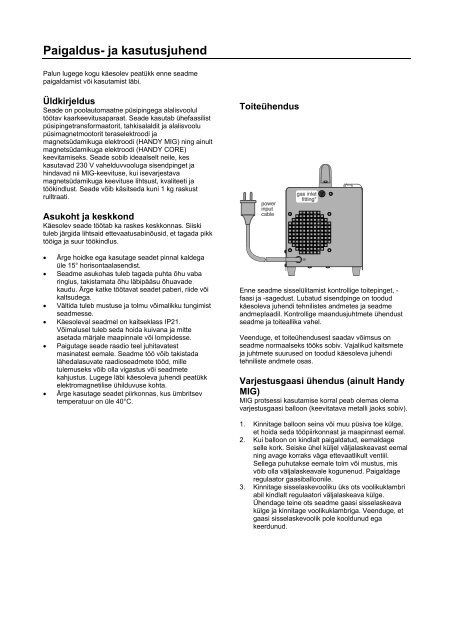
Palun lugege kogu käesolev peatükk enne seadme<br />
paigaldamist või kasutamist läbi.<br />
Üldkirjeldus<br />
Seade on poolautomaatne püsipingega alalisvoolul<br />
töötav kaarkeevitusaparaat. Seade kasutab ühefaasilist<br />
püsipingetransformaatorit, tahkisalaldit <strong>ja</strong> alalisvoolu<br />
püsimagnetmootorit teraselektroodi <strong>ja</strong><br />
magnetsüdamikuga elektroodi (HANDY MIG) ning ainult<br />
magnetsüdamikuga elektroodi (HANDY CORE)<br />
keevitamiseks. Seade sobib ideaalselt neile, kes<br />
kasutavad 230 V vahelduvvooluga sisendpinget <strong>ja</strong><br />
hindavad nii MIG-keevituse, kui isevarjestava<br />
magnetsüdamikuga keevituse lihtsust, kvaliteeti <strong>ja</strong><br />
töökindlust. Seade võib käsitseda kuni 1 kg raskust<br />
rulltraati.<br />
Toiteühendus<br />
Asukoht <strong>ja</strong> keskkond<br />
Käesolev seade töötab ka raskes keskkonnas. Siiski<br />
tuleb järgida lihtsaid ettevaatusabinõusid, et tagada pikk<br />
tööiga <strong>ja</strong> suur töökindlus.<br />
• Ärge hoidke ega kasutage seadet pinnal kaldega<br />
üle 15° horisontaalasendist.<br />
• Seadme asukohas tuleb tagada puhta õhu vaba<br />
ringlus, takistamata õhu läbipääsu õhuavade<br />
kaudu. Ärge katke töötavat seadet paberi, riide või<br />
kaltsudega.<br />
• Vältida tuleb mustuse <strong>ja</strong> tolmu võimalikku tungimist<br />
seadmesse.<br />
• Käesoleval seadmel on kaitseklass IP21.<br />
Võimalusel tuleb seda hoida kuivana <strong>ja</strong> mitte<br />
asetada mär<strong>ja</strong>le maapinnale või lompidesse.<br />
• Paigutage seade raadio teel juhitavatest<br />
masinatest eemale. Seadme töö võib takistada<br />
lähedalasuvate raadioseadmete tööd, mille<br />
tulemuseks võib olla vigastus või seadmete<br />
kahjustus. Lugege läbi käesoleva juhendi peatükk<br />
elektromagnetilise ühilduvuse kohta.<br />
• Ärge kasutage seadet piirkonnas, kus ümbritsev<br />
temperatuur on üle 40°C.<br />
Enne seadme sisselülitamist kontrollige toitepinget, -<br />
faasi <strong>ja</strong> -sagedust. Lubatud sisendpinge on toodud<br />
käesoleva juhendi tehnilistes andmetes <strong>ja</strong> seadme<br />
andmeplaadil. Kontrollige maandusjuhtmete ühendust<br />
seadme <strong>ja</strong> toiteallika vahel.<br />
Veenduge, et toiteühendusest saadav võimsus on<br />
seadme normaalseks tööks sobiv. Va<strong>ja</strong>likud kaitsmete<br />
<strong>ja</strong> juhtmete suurused on toodud käesoleva juhendi<br />
tehniliste andmete osas.<br />
Varjestusgaasi ühendus (ainult Handy<br />
MIG)<br />
MIG protsessi kasutamise korral peab olemas olema<br />
varjestusgaasi balloon (keevitatava metalli <strong>ja</strong>oks sobiv).<br />
1. Kinnitage balloon seina või muu püsiva toe külge,<br />
et hoida seda tööpiirkonnast <strong>ja</strong> maapinnast eemal.<br />
2. Kui balloon on kindlalt paigaldatud, eemaldage<br />
selle kork. Seiske ühel küljel väl<strong>ja</strong>laskeavast eemal<br />
ning avage korraks väga ettevaatlikult ventiil.<br />
Sellega puhutakse eemale tolm või mustus, mis<br />
võib olla väl<strong>ja</strong>laskeavale kogunenud. Paigaldage<br />
regulaator gaasiballoonile.<br />
3. Kinnitage sisselaskevooliku üks ots voolikuklambri<br />
abil kindlalt regulaatori väl<strong>ja</strong>laskeava külge.<br />
Ühendage teine ots seadme gaasi sisselaskeava<br />
külge <strong>ja</strong> kinnitage voolikuklambriga. Veenduge, et<br />
gaasi sisselaskevoolik pole kooldunud ega<br />
keerdunud.
Polaarsuse muutmine (ainult Handy<br />
MIG)<br />
1. Negatiivse polaarsusega keevitus (DC-): Vt. joonist<br />
allpool. Kättetoimetamisel on seade seadistatud<br />
negatiivseks polaarsuseks nii, et püstolijuhe on<br />
ühendatud negatiivsesse (-) väljundterminali. See<br />
on magnetsüdamikkeevituse (FCAW) tüüpiline<br />
konfiguratsioon. <strong>Paigaldus</strong>e teostamiseks<br />
ühendage tööjuhtme klemmikael positiivsesse (+)<br />
väljundterminali. Veenduge, et mõlemad pitskruvid<br />
on kõvasti kinni.<br />
Juhtseadmed <strong>ja</strong> tööfunktsioonid<br />
2. Positiivne polaarsus (DC+): Vt. joonist allpool.<br />
Seadistamiseks ühendage püstolijuhe positiivsesse<br />
(+) väljundterminali <strong>ja</strong> tööjuhe negatiivsesse (-)<br />
terminali. See on MIG protsessi tüüpiline<br />
konfiguratsioon. Veenduge, et mõlemad pitskruvid<br />
on kõvasti kinni.<br />
Vt. jooniseid ülalpool.<br />
1. Soojuskaitseindikaator: Seadme nimivõimsusega<br />
töötsükkel on 20%. Töötsükli ületamisel lülitab<br />
soojuskaitse seadme väl<strong>ja</strong>, kuni see <strong>ja</strong>htub<br />
normaalse töötemperatuurini. See on seadme<br />
automaatne funktsioon ning ei va<strong>ja</strong> kasuta<strong>ja</strong><br />
poolset sekkumist.<br />
2. Traadikiiruse juhtseade<br />
3. Voolulüliti: Kui vool on sisse lülitatud (ON),<br />
aktiveeritakse keevitusfunktsioon <strong>ja</strong> traadisöötur<br />
püstolipäästikule vajutamisega.<br />
4. Väikese/suure soojusvahemiku lüliti: Lüliti, mis<br />
reguleerib vooluallika väljundpinge madalat või<br />
kõrget vahemikku.<br />
5. 1 - 2 soojuse täppisreguleerimise lüliti:<br />
Võimaldab pinge täppisreguleerimist valitud<br />
madala või kõrge võimsuse vahemikus.<br />
2
MIG keevitus<br />
Allpool asuvas tabelis on toodud ettenähtud<br />
mater<strong>ja</strong>li/gaasi kombinatsioonid tahkete elektroodidega<br />
MIG keevituseks.<br />
Mater<strong>ja</strong>l<br />
Gaas<br />
Süsinikteras CO 2 või argoon / CO 2<br />
Madalsulamteras CO 2 või argoon / CO 2<br />
Magnetsüdamikkeevitus<br />
Magnetsüdamikuga isevarjestava protsessi <strong>ja</strong>oks<br />
ettenähtud elektrood on 0.9 mm läbimõõduga Lincoln<br />
Innershield NR-211-MP 0.45 kg poolidel.<br />
Tööjärjekord traadi paigaldamisel<br />
Enne töö alustamist traadisööturi korpuses lülitage<br />
seadme voolulüliti väl<strong>ja</strong> (“0”). Veenduge, et traadisööturi<br />
veorull <strong>ja</strong> püstoli kokkupuuteots vastavad kasutatava<br />
traadi läbimõõdule <strong>ja</strong> tüübile.<br />
1. Lükake pool võllile nii, et traat liigub pooli põh<strong>ja</strong>lt<br />
maha, veorulli suunas.<br />
2. Lükake pooli vaherõngas võllile pooli vastu. Kui<br />
va<strong>ja</strong>, peate õige jõumomendi saavutamiseks pooli<br />
vaherõngast pöörama.<br />
3. Libistage vedru poolile, seejärel suruge peale<br />
poolilukk, pöörates seda päripäeva, et lukustada<br />
pooliseadeldis võllile.<br />
6. Lõigake traadi kooldunud osa ära <strong>ja</strong> tõmmake<br />
esimesed 100 mm sirgeks.<br />
7. Suunake traat läbi sisse suunduva juhttoru, üle<br />
veorulli püstoli hülssi.<br />
8. Sulgege tühi rulliharu <strong>ja</strong> keerake pitskruvi alla, kuni<br />
tühi rull surub tugevalt allapoole traadile. (Nüüd<br />
võite keevitustraadi lahti lasta.) Veenduge, et traat<br />
paikneb alumise veorulli soones.<br />
9. Vedruga pitskruvi tüh<strong>ja</strong>l rulliharul võib kasutada<br />
“pidurina” traadile avaldatava surve<br />
reguleerimiseks. Reguleerige survet pitskruvi<br />
pöörates, et vältida pooli ülejooksu, ent võimaldada<br />
samas traadi sujuvat <strong>ja</strong> kerget söötmist. Alustage<br />
keskmisele väärtusele seatud survega. Va<strong>ja</strong>dusel<br />
reguleerige ümber. 0.6 mm traadi kasutamise<br />
korral võib va<strong>ja</strong>lik olla pisut väiksem surve. Kui<br />
veorull traadi söötmise a<strong>ja</strong>l libiseb, tuleb survet<br />
suurendada, kuni traadi liikumine on õige.<br />
10. Eemaldage püstolilt otsik <strong>ja</strong> kokkupuuteots.<br />
11. Lülitage seade sisse (“I”).<br />
12. Seadke püstolijuhtme seadeldis sirgeks.<br />
13. Vajutage püstoli lülituspäästikule <strong>ja</strong> suunake<br />
keevitustraat läbi püstoli <strong>ja</strong> juhtme. (Traadi<br />
söötmise a<strong>ja</strong>l suunake püstol endast <strong>ja</strong> teistest<br />
eemale.) Laske päästikust lahti, kui traat on püstoli<br />
otsa jõudnud.<br />
14. Lülitage seade väl<strong>ja</strong> (“0”).<br />
15. Vahetage kokkupuuteots. Lõigake traat ära nii, et<br />
10 kuni 15 mm ulatub üle otsa.<br />
16. Lülitage seade sisse. Seade on nüüd<br />
keevitamiseks valmis.<br />
Varjestusgaas (ainult Handy MIG)<br />
MIG protsessi kasutamise korral va<strong>ja</strong>te ballooni<br />
süsinikdioksiidi (CO 2 ) või argooni-süsinikdioksiidi segu<br />
varjestusgaasiga. Gaasiballoonile tuleb paigaldada<br />
regulaator. 100% CO 2 gaasi kasutamiseks läheb tarvis<br />
adapterit <strong>ja</strong> plastikseibi. Nimetatud adapteri saate<br />
gaasimüü<strong>ja</strong>lt.<br />
1. Avage ballooni ventiil aeglaselt, murdosa pöördest.<br />
Kui ballooni manomeetri osuti peatub, avage ventiil<br />
täielikult.<br />
4. Keerake lahti vedruga pitskruvi <strong>ja</strong> pöörake tühi<br />
rulliharu traadisööturi veorullist eemale. Veenduge,<br />
et nähtav shabloonsuurus teie poole jääval veorulli<br />
küljel sobib kasutatava traadi suurusega.<br />
2. Hoidke ballooni ventiil suletuna, väl<strong>ja</strong> arvatud<br />
keevitamise a<strong>ja</strong>l. Kui lõpetate keevitamise:<br />
• Sulgege ballooni ventiil, et gaasivool peatuks.<br />
• Vajutage korraks püstoli päästikule, et lasta<br />
gaasivoolikust rõhk väl<strong>ja</strong>.<br />
• Lülitage seade väl<strong>ja</strong>.<br />
5. Võtke traadi ots ettevaatlikult poolilt lahti, hoides<br />
traati pingul. Vältige pooli lahtikerimist <strong>ja</strong> ärge laske<br />
traati lahti enne punkti 8.<br />
3
Keevitamine<br />
5. Vt. joonist ülalpool. Ühendage tööklamber<br />
keevitatava metalli külge. Tööklamber peab<br />
tekitama korraliku elektrikontakti töödetailiga.<br />
Töödetail tuleb ühtlasi maandada nii, nagu<br />
sätestatud keevitamisel ettenähtud ohutusnõuetes<br />
käesoleva juhendi alguses.<br />
6. Sõltuvalt keevitusprotsessi tüübist <strong>ja</strong> töödetaili<br />
mater<strong>ja</strong>li paksusest valige õige traadikiirus <strong>ja</strong><br />
soojusvahemiku näit.<br />
7. Sõltuvalt keevisliite tüübist <strong>ja</strong> orientatsioonist<br />
asetage püstol liitesse õige nurga all.<br />
8. Keevitamise alustamiseks tõstke näokaitse silmade<br />
ette <strong>ja</strong> tõmmake päästikut.<br />
1. Valige õige keevitusprotsess, arvestades järgmist:<br />
keevitatavate osade tüüpi <strong>ja</strong> seisukorda;<br />
keskkonda, milles keevitamine toimub; <strong>ja</strong> keevituse<br />
soovitud lõplikku välisilmet.<br />
2. Valige <strong>ja</strong> paigaldage protsessiga sobiv<br />
keevitustraat. Kasutage Lincoln Electric<br />
originaaltraati. Traadi kvaliteet on eduka<br />
keevitamise seisukohalt oluline.<br />
3. Paigaldage veorull, kokkupuuteots <strong>ja</strong> otsik, mis on<br />
keevitusprotsessi <strong>ja</strong>oks sobiv.<br />
4. Veenduge, et polaarsus on kasutatava<br />
keevitustraadi <strong>ja</strong>oks õige ning gaasitoide on<br />
va<strong>ja</strong>duse korral lahti keeratud.<br />
9. Keevitamise a<strong>ja</strong>l liikuge ühtlase kiirusega <strong>ja</strong> jälgige,<br />
et elektroodi väl<strong>ja</strong>ulatuva osa pikkus oleks 9 mm.<br />
Järgige õiget liikumissuunda, arvestades protsessi<br />
<strong>ja</strong> liite tüüpi ning orientatsiooni.<br />
10. Keevituse lõpetamiseks laske päästik lahti.<br />
11. Kui keevitada pole enam va<strong>ja</strong>, sulgege<br />
gaasiballooni ventiil (kui seda kasutatakse),<br />
vajutage gaasirõhu väl<strong>ja</strong>laskmiseks korraks<br />
päästikule ning lülitage seade väl<strong>ja</strong>.<br />
Otsa <strong>ja</strong> gaasiotsiku puhastamine<br />
Puhastage kokkupuuteots <strong>ja</strong> gaasiotsik, et vältida<br />
nendevahelise kaarlahenduse tekkimist. Kaarlahendus<br />
võib põhjustada otsiku lühistamist, keevituse halba<br />
kvaliteeti ning püstoli ülekuumenemist.<br />
Keevitusseadmete müü<strong>ja</strong> juures saadaval olev<br />
kleepumisvastane aerosool või geel võib vähendada<br />
mustuse kogunemist <strong>ja</strong> olla abiks pritsmete<br />
eemaldamisel.<br />
4