ÐÐÐЦÐЯ 2 II. ÐÐÐ ÐÐЧÐÐÐ ÐÐ¥ÐÐÐÐÐÐÐÐ ÐÐÐСÐÐÐÐÐ ÐÐÐÐ 2.4 ...
ÐÐÐЦÐЯ 2 II. ÐÐÐ ÐÐЧÐÐÐ ÐÐ¥ÐÐÐÐÐÐÐÐ ÐÐÐСÐÐÐÐÐ ÐÐÐÐ 2.4 ...
ÐÐÐЦÐЯ 2 II. ÐÐÐ ÐÐЧÐÐÐ ÐÐ¥ÐÐÐÐÐÐÐÐ ÐÐÐСÐÐÐÐÐ ÐÐÐÐ 2.4 ...
- TAGS
- caso
- www.chem.asu.ru

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
ЛЕКЦИЯ 2<br />
16<br />
<strong>II</strong>. ПЕРВИЧНОЕ ОХЛАЖДЕНИЕ КОКСОВОГО ГАЗА<br />
<strong>2.4</strong>. Аппаратура отделения первичного охлаждения коксового газа<br />
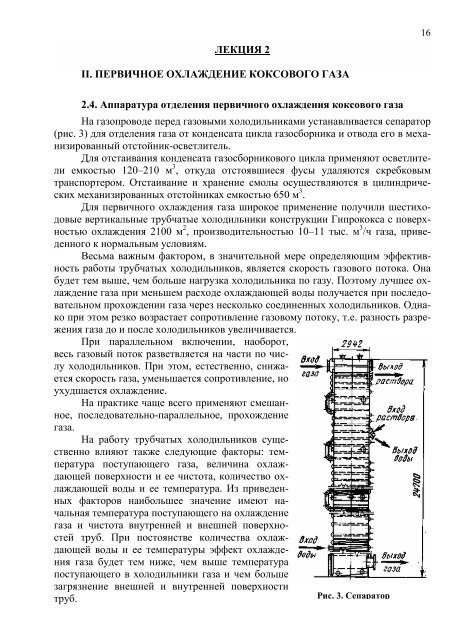
На газопроводе перед газовыми холодильниками устанавливается сепаратор<br />
(рис. 3) для отделения газа от конденсата цикла газосборника и отвода его в механизированный<br />
отстойник-осветлитель.<br />
Для отстаивания конденсата газосборникового цикла применяют осветлители<br />
емкостью 120–210 м 3 , откуда отстоявшиеся фусы удаляются скребковым<br />
транспортером. Отстаивание и хранение смолы осуществляются в цилиндрических<br />
механизированных отстойниках емкостью 650 м 3 .<br />
Для первичного охлаждения газа широкое применение получили шестиходовые<br />
вертикальные трубчатые холодильники конструкции Гипрококса с поверхностью<br />
охлаждения 2100 м 2 , производительностью 10–11 тыс. м 3 /ч газа, приведенного<br />
к нормальным условиям.<br />
Весьма важным фактором, в значительной мере определяющим эффективность<br />
работы трубчатых холодильников, является скорость газового потока. Она<br />
будет тем выше, чем больше нагрузка холодильника по газу. Поэтому лучшее охлаждение<br />
газа при меньшем расходе охлаждающей воды получается при последовательном<br />
прохождении газа через несколько соединенных холодильников. Однако<br />
при этом резко возрастает сопротивление газовому потоку, т.е. разность разрежения<br />
газа до и после холодильников увеличивается.<br />
При параллельном включении, наоборот,<br />
весь газовый поток разветвляется на части по числу<br />
холодильников. При этом, естественно, снижается<br />
скорость газа, уменьшается сопротивление, но<br />
ухудшается охлаждение.<br />
На практике чаще всего применяют смешанное,<br />
последовательно-параллельное, прохождение<br />
газа.<br />
На работу трубчатых холодильников существенно<br />
влияют также следующие факторы: температура<br />
поступающего газа, величина охлаждающей<br />
поверхности и ее чистота, количество охлаждающей<br />
воды и ее температура. Из приведенных<br />
факторов наибольшее значение имеют начальная<br />
температура поступающего на охлаждение<br />
газа и чистота внутренней и внешней поверхностей<br />
труб. При постоянстве количества охлаждающей<br />
воды и ее температуры эффект охлаждения<br />
газа будет тем ниже, чем выше температура<br />
поступающего в холодильники газа и чем больше<br />
загрязнение внешней и внутренней поверхности<br />
труб.<br />
Рис. 3. Сепаратор
Отложения смолы и нафталина на<br />
наружной поверхности труб холодильника<br />
удаляются пропаркой их острым паром или<br />
путем прогрева холодильников горячим газом.<br />
Большим недостатком холодильников<br />
является затруднение очистки внутренней<br />
поверхности труб от накипи.<br />
Шестиходовой газовый холодильник<br />
системы Гипрококса с вертикальным расположением<br />
труб и с площадью поверхности<br />
2100 м 2 переделывают на семиходовой,<br />
установив специальную перегородку. При<br />
этом отвод горячей воды через штуцер<br />
диаметром 250 мм перемещается из нижней<br />
части холодильника в верхнюю (рис. 4).<br />
Это позволяет снизить температуру газа на<br />
2–3°С, увеличить пропускную способность<br />
по газу на 20%, снизить энергию на транспортировку<br />
газа улучшить условия труда.<br />
На рис. 5 представлен трубчатый холодильник<br />
Гипрококса с горизонтальными<br />
трубами с поверхностью охлаждения<br />
2950 м 2 .<br />
Более интенсивное охлаждение газа в<br />
холодильнике с горизонтальным расположением<br />
труб обусловлено перпендикулярным<br />
движением газа и воды, исключающими<br />
возможность выпадения взвесей и<br />
обеспечивающими турбулентный характер<br />
движения жидкости, значительно меньшим<br />
обволакиванием поверхности труб пленкой<br />
конденсата, непрерывно смываемого при<br />
его стекании сверху вниз.<br />
Вместе с тем конструкция имеет некоторые<br />
недостатки:<br />
1) большее, чем у холодильника с вертикальными<br />
трубами, сопротивление движению<br />
газа и жидкости, обусловленное большим<br />
числом рядов труб и трубных пучков;<br />
2) более низкая температура конденсата<br />
газа после холодильников, что вызывает<br />
дополнительный расход пара на его нагрев;<br />
3) необходимость обязательной подготовки<br />
технической воды, т.е. удаления из<br />
нее взвесей и временной жесткости;<br />
Рис 4. Семиходовой холодильник:<br />
1 – штуцер Ду250; 2 – перегородка;<br />
3 – корпус<br />
Рис. 5. Трубчатый газовый холодильник<br />
с горизонтальным расположением<br />
труб<br />
17
4) повышенное содержание аммиака в надсмольной аммиачной воде, что<br />
снижает его ресурсы в газе перед сульфатным отделением.<br />
Газопровод коксового газа представляет собой большое и весьма ответственное<br />
сооружение, по которому коксовый газ транспортируется от коксовых печей<br />
через аппаратуру химических цехов для выделения из него химических продуктов<br />
и далее к его потребителям.<br />
Не все заводские участки газопровода коксового газа работают в одинаковых<br />
условиях. В наиболее сложных условиях работает участок газопровода от газосборников<br />
до первичных газовых холодильников. По этому участку из газосборников<br />
отводятся не только горячий коксовый газ, насыщенный большим объемом<br />
водяных паров и парообразными химическими продуктами коксования, но и<br />
надсмольная аммиачная вода, смола и фусы. На участке между газосборником и<br />
сепаратором в газопроводе через каждые 15–20 м сделаны лючки с плотно пригнанными<br />
чугунными коническими пробками. Через лючки фусы и вязкая смола<br />
скребками подгоняются к сепаратору для стока в отстойник-осветлитель. Для облегчения<br />
стока воды, смолы и фусов этот участок газопровода делается с небольшим<br />
уклоном в сторону цеха улавливания.<br />
Этот участок газопровода выполняет две функции: является воздушным холодильником<br />
для коксового газа и отводит конденсат из газосборников в отстойник-осветлитель.<br />
В несколько лучших условиях работает участок газопровода после первичных<br />
газовых холодильников и до бензольных скрубберов. В результате охлаждения<br />
газа в первичных газовых холодильниках и конденсации значительного количества<br />
водяных паров и паров смолы объем газа резко уменьшается. Однако в<br />
коксовом газе все еще содержится значительное количество нафталина, некоторое<br />
количество смоляного тумана, большая часть которого удаляется из коксового газа<br />
в газовых нагнетателях и электрофильтрах. Кроме того, в газе содержатся водяные<br />
пары. В зимнее время года из-за понижения температуры коксового газа из<br />
него выделяется конденсат воды и смолы и на стенках газопровода отлагается<br />
нафталин. Для отвода этого конденсата через каждые 30–50 м газопровода предусматриваются<br />
отводчики конденсата с гидравлическими затворами, глубина которых<br />
в любой точке газопровода должна быть больше максимального давления,<br />
которое может быть создано нагнетателем в газопроводе. Этим исключается возможность<br />
засоса воздуха в газопровод или утечки из него газа. В зимнее время<br />
гидравлические затворы обогреваются паром для разжижения вязкой смолы и<br />
расплавления отлагающегося нафталина.<br />
Участок газопровода после бензольных или серных скрубберов работает в<br />
лучших технологических условиях, чем первые два участка, по которым проходит<br />
прямой газ. Температура обратного газа, освобожденного от химических продуктов<br />
коксования, колеблется на этом участке в очень незначительных пределах.<br />
Для борьбы с отложениями нафталина предусматривается ввод пара в различные<br />
места газопровода, особенно у поворотов. Места для ввода пара расположены<br />
на расстоянии 80–120 м одно от другого.<br />
Температура газа, его давление и влагосодержание в отдельных участках газопровода<br />
неодинаковы. Поэтому объем газа по пути его движения по газопроводу<br />
неодинаков.<br />
18
Так как скорость газа в газопроводе на всем его протяжении поддерживается<br />
постоянной и в среднем составляет 12–15 м/с, диаметр газопровода определяется<br />
в основном его объемом в рабочих условиях.<br />
Для предупреждения возникновения термических напряжений и нарушения<br />
герметичности фланцевых соединений на отдельных участках газопровода устанавливаются<br />
компенсаторы.<br />
При ремонте какого-либо участка газопровода или аппарата, к которому<br />
подключен газопровод, его отключают закрытием задвижки и заглушками, которые<br />
вставляют во фланцевые соединения между закрытой задвижкой и трубой со<br />
стороны ремонтируемого участка.<br />
Газопроводы укладываются на специальных колоннах таким образом, чтобы<br />
доступ к ним был возможен со всех сторон.<br />
На газопроводе обратного коксового газа после улавливающей аппаратуры<br />
устанавливается автоматически действующий клапан, обеспечивающий сброс и<br />
сжигание избытка коксового газа. В настоящее время разработано и внедрено факельное<br />
автоматическое газосбросное устройство (ГСУФ), исключающее взрыв и<br />
опасное воздействие тепловой радиации факела, а также рассеивание продуктов<br />
горения до концентраций, соответствующих санитарным нормам.<br />
19<br />
2.5. Транспортировка коксового газа<br />
Путь, совершаемый коксовым газом от камеры коксования коксовых печей<br />
по прямому газопроводу цеха улавливания до конца газового тракта завода, может<br />
достигать нескольких сотен метров. На этом пути газу нужно преодолеть сопротивление<br />
газопровода и всей конденсационной и улавливающей аппаратуры,<br />
расположенной по пути его движения. Для преодоления этого сопротивления, а<br />
также для того, чтобы поступающий к потребителям коксовый газ имел некоторое<br />
избыточное давление, на газовой трассе устанавливают специальные газовые насосы<br />
или нагнетатели. Назначение нагнетателей – отсасывание коксового газа из<br />
коксовых печей, транспортирование его через аппаратуру цеха улавливания и подача<br />
после этого потребителям.<br />
Нагнетатели газа располагаются в машинном отделении цеха улавливания.<br />
Чаще всего они устанавливаются после первичных газовых холодильников, реже<br />
– после электрофильтров. Установка нагнетателей после первичного охлаждения<br />
коксового газа обусловлена резким уменьшением объема газа и содержанием в<br />
нем паров воды, что делает возможным применение нагнетателей меньшей мощности.<br />
Газопровод и аппаратура, расположенные до нагнетателя, находятся под<br />
разрежением, а после нагнетателя – под давлением.<br />
Нагнетатели являются наиболее ответственными агрегатами химического<br />
завода, от их работы зависит работа коксовых печей, цеха улавливания и снабжение<br />
коксовым газом потребителей. Поэтому машинное отделение называют сердцем<br />
коксохимического завода. Число нагнетателей, устанавливаемых в машинном<br />
отделении завода, определяется их производительностью по газу. На типовом заводе,<br />
имеющем четыре батареи коксовых печей, устанавливают три нагнетателя,<br />
из которых два рабочих и один резервный.
Газ из коксовых батарей, соединенных попарно, через первичные холодильники<br />
поступает в общий коллектор, расположенный перед машинным отделением.<br />
Из коллектора двумя нагнетателями газ подается в газопровод, идущий к<br />
отделениям цеха улавливания.<br />
По пути следования коксовый газ испытывает сопротивление участков газопроводов<br />
и аппаратуры, которое вызывает изменение давления газа на отдельных<br />
участках газовой трассы.<br />
Сопротивление аппаратуры и газопровода на стороне всасывания обусловливает<br />
необходимое разрежение, которое должен создавать нагнетатель. Максимальное<br />
разрежение перед нагнетателем 4–5 кПа (400–500 мм вод. ст.). При таком<br />
разрежении обеспечивается положительное давление как в газосборнике, так и в<br />
камерах коксовых печей, в результате чего исключается возможность засоса воздуха<br />
в камеры в конце коксования, когда газовыделение заканчивается.<br />
Сопротивление аппаратуры и газопровода а стороне нагнетания определяет<br />
требуемую величину давления газа, которое равно примерно 20–30 кПа (2000–<br />
3000 мм вод. ст.). При этом давление газа в конечных точках газопровода должно<br />
составлять 4–6 кПа (400–600 мм вод. ст.).<br />
Сумма величин разрежения до нагнетателя и давления после него представляет<br />
суммарный или полный напор нагнетателя.<br />
Нагнетатели по производительности и суммарному напору должны обеспечить<br />
отсасывание максимального количества газа, которое может быть получено в<br />
печах. Поэтому расчет нагнетателя производится для минимального периода коксования,<br />
максимального выхода газа на 1 т коксуемой угольной шихты с учетом<br />
коэффициента неравномерности загрузки коксовых печей, равного 1,1.<br />
Нормальный отсос газа из коксовых печей и нормальный режим движения<br />
газа через аппаратуру улавливающих цехов возможны при нормальном сопротивлении<br />
всего газового тракта и при принятии своевременных мер, исключающих<br />
возможность повышения этого сопротивления.<br />
На современных коксохимических заводах применяют нагнетатели центробежного<br />
типа, приводимые в движение паровой турбиной (3000–5000 об/мин) или<br />
от тихоходного высоковольтного электродвигателя (1450 об/мин) через зубчатый<br />
редуктор, увеличивающий скорость вращения до 3000–5000 об/мин.<br />
На случай возможных перебоев в подаче электроэнергии один или два нагнетателя<br />
(из трех) должны иметь привод от паровой турбины. Как правило, в работе<br />
находится один нагнетатель с электроприводом и один с турбоприводом.<br />
В настоящее время применяют нагнетатели типа О-1200-41 и О-120-21 производительностью<br />
72000 м 3 /ч при фактических условиях всасывания с общим<br />
суммарным напором 33–36 кПа (3300–3600 мм вод. ст.) и высокопроизводительные<br />
нагнетатели типа Э-1800-23-1 производительностью по газу 108–114 тыс.<br />
м 3 /ч и суммарным напором 30 кПа (3000 мм вод. ст.).<br />
В новых машинах улучшены устройства по автоматическому регулированию<br />
режима их работы. Они оснащены аппаратурой контроля, сигнализации и<br />
аварийной защиты.<br />
Нагрев газа в нагнетателях в зависимости от степени сжатия колеблется в<br />
пределах 10–15°С. Поэтому коксовый газ после нагнетателей имеет температуру<br />
35–45°С.<br />
20
2.6. Очистка коксового газа от туманообразной смолы<br />
После первичных газовых холодильников содержание смолы в газе составляет<br />
2–5 г/м 3 . При этом она находится в виде пузырьков, заполненных газом, т.е. в виде<br />
тумана. Значительное количество смоляного тумана оседает в нагнетателях газа.<br />
Содержание смолы в газе после нагнеталей составляет 0,3–0,5 г/м 3 . Однако<br />
и это количество отрицательно влияет на работу последующей аппаратуры. В связи<br />
с этим очистка коксового газа от содержащегося в нем смоляного тумана необходима,<br />
она осуществляется в электрофильтрах, которые благодаря эффективной<br />
очистке и простоте эксплуатации получили наибольшее распространение. Достоинство<br />
электрофильтров – малое потребление тока и ничтожное гидравлическое<br />
сопротивление газовому потоку [порядка (200–300 Па (20–30 мм вод. ст.)]. Степень<br />
очистки газа составляет 98–99%. Остаточное содержание смолы в газе после<br />
электрофильтров при температуре 25–30°С обычно не превышает 40–50 мг/м 3 . На<br />
коксохимических заводах широкое применение получили трубчатые электрофильтры<br />
типа С-140, С-180 и С-72. В настоящее время широко применяют электрофильтр<br />
типа С-72, отличающийся от других конструкций большой пропускной<br />
способностью по газу, большой скоростью газа в трубах (до 1,75 м/с), пониженным<br />
расходом электроэнергии на 1000 м 3 газа, высокой степенью очистки газа от<br />
смоляного тумана.<br />
На коксохимических заводах электрофильтры устанавливают на всасывающей<br />
стороне нагнетателя, т.е. после первичных холодильников, и на стороне нагнетания.<br />
Каждый из этих вариантов имеет свои достоинства и недостатки. При<br />
установке электрофильтров до нагнетателя газ поступает в него свободным от<br />
смолы, кроме того, исключается возможность прохода газа наружу и его загорания<br />
в изоляторных коробках, что делает работу электрофильтра более надежной.<br />
При установке электрофильтра на стороне нагнетания газ находится в аппарате<br />
под давлением, что исключает возможность засоса воздуха. В этом случае<br />
неплотности в кожухе аппарата не представляют опасности и легко могут быть<br />
обнаружены. Кроме того, при установке электрофильтров дальше от места конденсации<br />
смолы происходит лучшая очистка газа, так как мельчайшие капли смолы,<br />
остающиеся в газе по выходе его из первичных холодильников, по мере движения<br />
газа укрупняются, а это создает благоприятные условия для их заряжения и<br />
оседания на осадительном электроде. В последних проектах электрофильтры устанавливают<br />
перед нагнетателями (на стороне разрежения), так как в этом случае<br />
в значительно меньшей степени выходят из строя изоляторные коробки.<br />
Электрофильтры устанавливают обычно вне зданий, повысительную и выпрямляющую<br />
аппаратуру – в помещении. В процессе эксплуатации электрофильтров<br />
особое внимание следует обращать на состояние проходных изоляторов<br />
и сток смолы.<br />
Сток смолы должен быть постоянным. При накоплении на стенках осадительных<br />
электродов значительного слоя ухудшается работа электрофильтров.<br />
Поэтому его необходимо периодически выключать для пропарки газовой части<br />
аппарата и ревизии всего электрического оборудования.<br />
Обычно на одном газовом потоке устанавливают несколько параллельно<br />
включенных электрофильтров. Резервные электрофильтры не устанавливаются.<br />
21
<strong>II</strong>I. ПЕРЕРАБОТКА АММИАЧНОЙ ВОДЫ<br />
22<br />
3.1. Обработка аммиака при коксовании.<br />
Улавливание аммиака из коксового газа<br />
Основное количество аммиака при коксовании углей образуется за счет<br />
прямого выделения NH 3 при пиролизе азотсодержащихся соединений угля. Количество<br />
связываемого в аммиак азота достигает 11–15% от общего его содержания<br />
в угле. Выход аммиака при коксовании углей донецкого бассейна составляет<br />
0,25–0,30%, а кузнецких углей до 0,45% на 1 т сухого угля.<br />
Аммиак представляет собой газообразное вещество, его плотность<br />
0,7714 кг/м 3 . С воздухом аммиак образует взрывоопасную смесь с пределами<br />
взрываемости: нижний 14%, верхний 33% (объема); температура воспламенения<br />
аммиака 780°С. Аммиак очень токсичен, имеет резкий запах, ощущаемый при<br />
концентрации его в воздухе 40 мг/м 3 . Предельно допустимая концентрация аммиака<br />
в рабочей зоне производственных помещений 20 мг/м 3 .<br />
Аммиак хорошо растворяется в воде при низких температурах. Ниже приводится<br />
растворимость аммиака в 100 мл воды, частей (по массе):<br />
Температура, °С 20 30 40 70 80 90<br />
Растворимость 53,1 44,0 30,4 10,4 6,1 2,6<br />
Способность газообразного аммиака растворяться в воде даже при 70–80°С<br />
обусловливает частичное выделение его надсмольной водой в стояках и газосборниках.<br />
При охлаждении газа в первичных холодильниках в образовавшемся водяном<br />
конденсате – надсмольной воде – поглощается 10–20% аммиака в летний период<br />
и 20–50% в зимнее время (от его ресурсов в газе). Остальная часть аммиака<br />
(50–70%) поступает с газом в цех улавливания.<br />
Аммиак является ценным компонентом коксового газа и улавливать его из газа<br />
экономически выгодно. Он является источником для получения азотного удобрения<br />
(сульфата аммония) и основным реагентом для выделения пиридиновых оснований в<br />
сульфатно-пиридиновом отделении цеха улавливания. Очистка коксового газа от аммиака<br />
необходима и по следующим причинам: в присутствии кислорода, водяных паров,<br />
сероводорода и цианистого водорода в коксовом газе аммиак оказывает сильное<br />
корродирующее действие на аппаратуру и газопроводы; затрудняет улавливание бензольных<br />
углеводородов из коксового газа, так как вызывает быструю порчу поглотительного<br />
масла, нарушение технологического режима; при использовании коксового<br />
газа для бытовых целей он образует в топках ядовитые оксиды азота. Выделение аммиака<br />
из газа является непременным условием нормальной работы коксохимического<br />
производства и обязательно при использовании газа для бытовых целей.<br />
Выделение аммиака из коксового газа может осуществляться двумя способами:<br />
1) поглощением холодной водой в аппаратах, получивших название скрубберов,<br />
основанном на высокой растворимости аммиака в воде; 2) поглощением<br />
серной кислотой в аппаратах барботажного типа – сатураторах (или абсорберах),<br />
основанном на реакции нейтрализации аммиака серной кислотой. В промышленности<br />
широкое применение получил второй способ.
3.2. Аммиачные воды, их состав. Соли аммония<br />
В надсмольной аммиачной воде, образующейся при охлаждении коксового<br />
газа в стояках, газосборниках и в первичных холодильниках, большая часть аммиака<br />
находится в виде различных солей. Наличие их в надсмольной воде объясняется<br />
тем, что одновременно с аммиаком из газа поглощаются сероводород, углекислота,<br />
хлористый водород, цианистый водород и другие кислые газы, с которыми<br />
аммиак вступает в химическое взаимодействие с образованием соответствующих<br />
солей.<br />
Некоторые из этих солей [углекислый аммоний (NH 4 ) 2 CO 3 , сернистый аммоний<br />
(NH 4 ) 2 S и цианистый аммоний (NH 4 CN)] настолько непрочны, что при нагревании<br />
их водяных растворов до температуры, близкой к температуре кипения,<br />
они разлагаются, выделяя аммиак и соответствующие газы: H 2 S, CO 2 и HCN. Связанный<br />
в виде таких солей аммиак называется летучим.<br />
Хлористый аммоний (NH 4 C1), роданистый аммоний (NH 4 CNS), сернокислый<br />
аммоний (NH 4 ) 2 SO 4 принадлежат к группе стойких соединений, которые при<br />
нагревании не разрушаются. Для выделения из них аммиака необходимо применять<br />
химические способы обработки. Содержащийся в надсмольной воде в виде<br />
этих солей аммиак называется связанным. Его можно выделить из солей, воздействуя<br />
на них более сильной щелочью, чем аммиак, например раствором гашеной<br />
извести (известкового молока).<br />
Помимо аммиака и аммонийных солей, надсмольная вода содержит небольшое<br />
количество фенолов, пиридиновых оснований, легких масел и нафталина.<br />
Аммиак, содержащийся в надсмольной воде в виде летучего и связанного,<br />
принято называть общим аммиаком. Химический состав надсмольной аммиачной<br />
воды характеризуют содержанием в ней общего аммиака, отдельно летучего, кислот,<br />
оснований и нейтральных примесей.<br />
Содержание аммиака и аммонийных солей в надсмольной воде в значительной<br />
мере определяется температурой охлаждения газа. Чем ниже эта температура,<br />
тем выше содержание общего аммиака в воде. Кроме того, содержание<br />
общего аммиака в воде зависит от принятой схемы охлаждения газа: оно<br />
меньше при охлаждении газа в трубчатых холодильниках и больше при охлаждении<br />
в холодильниках непосредственного действия. В надсмольной воде цикла<br />
газосборников преобладают соли, в которых аммиак находится в связанном<br />
виде.<br />
Аммиак является основным и наиболее ценным компонентом надсмольной<br />
воды. В ней содержится до 0,1% аммиака от его ресурсов на 1 т сухой шихты.<br />
Количество подлежащей переработке избыточной надсмольной воды обычно<br />
составляет 10–12% от коксуемой шихты. Использование этих значительных<br />
ресурсов аммиака при больших масштабах коксохимического производства<br />
представляет весьма важную задачу, так как получаемый при этом аммиак может<br />
быть использован для получения сульфата аммония и выделения пиридиновых<br />
оснований. Примерный состав надсмольной аммиачной воды, поступающей<br />
на переработку (при смешивании вод газосборников и первичных холодильников),<br />
г/л:<br />
23
NН 3 :<br />
общий 7,0<br />
летучий 3,0<br />
H 2 S 1,3<br />
СО 2 1,3<br />
Фенолы 1,5–2,0<br />
Пиридиновые основания 0,4–0,5<br />
24<br />
3.3. Технологические схемы переработки надсмольной аммиачной воды<br />
Современные технологические схемы переработки надсмольной воды тесно<br />
связаны с работой сульфатного, пиридинового отделений и обесфеноливающей<br />
установки.<br />
Для переработки надсмольной воды применяется процесс десорбции (отгонка),<br />
т.е. выделение растворенного аммиака из надсмольной воды острым паром<br />
в дистилляционных колоннах с тарелками колпачкового типа при 100–102°С.<br />
Переработка надсмольной воды включает следующие технологические операции:<br />
отгонка из надсмольной воды летучего аммиака в испарительной колонне;<br />
обесфеноливание воды паровым методом; разложение солей связанного аммиака<br />
в реакторе раствором гашеной извести; отгонка связанного аммиака в приколонке<br />
тарельчатого типа.<br />
Процесс выделения летучего аммиака из надсмольной воды основан на резком<br />
уменьшении растворимости в воде аммиака, углекислоты, сероводорода,<br />
цианистого водорода, при подогреве воды до 98–100°С. При этом происходит<br />
разложение углекислых, сернистых и цианистых солей аммония и выделение аммиака<br />
и других газов по реакциям:<br />
(NH 4 ) 2 CO 3 —→ 2NH 3 + СО 2 + Н 2 О,<br />
(NH 4 ) 2 S —→ 2NH 3 + H 2 S,<br />
NH 4 CN —→ NH 3 + HCN.<br />
Отгонка образовавшихся паров и газов из надсмольной воды производится<br />
в испарительной колонне острым паром.<br />
Для выделения связанного аммиака воду, из которой предварительно удален<br />
летучий аммиак и фенолы, обрабатывают раствором гашеной извести (известковым<br />
молоком). При этом происходят следующие реакции:<br />
2NH 4 C1 + Са(ОН) 2 —→ 2NH 3 + СаС1 2 + 2Н 2 О;<br />
2NH 4 C1 + Са(ОН) 2 —→ 2NH 3 + СаС1 2 + 2Н 2 О;<br />
2NH 4 CNS + Са(ОН) 2 —→ 2NH 3 + Ca(CNS) 2 + 2Н 2 О;<br />
(NH 4 ) 2 SO 4 + Са(ОН) 2 —→ 2NH 3 + CaSO 4 + 2Н 2 О;<br />
(NH 4 )2SО 3 + Са(ОН) 2 —→ 2NH 3 + CaSO 3 + 2H 2 O;<br />
(NH 4 ) 2 S 2 O 3 + Ca(OH) 2 —→ 2NH 3 + CaS 2 O 3 + 2H 2 O.
Эти реакции протекают при интенсивном перемешивании надсмольной воды,<br />
имеющей температуры 102–105°С, с известковым молоком.<br />
Обработанная известковым молоком надсмольная вода подвергается дистилляции<br />
с применением острого пара. При этом из воды удаляется аммиак.<br />
Надсмольная вода заводов, работающих на шихте из донецких углей, имеет<br />
повышенное содержание связанных солей аммиака (от 4 до 7 г/л), которые можно<br />
разложить известковым молоком. На заводах, использующих угольные шихты из<br />
углей Кузнецкого и Карагандинского бассейнов, надсмольная вода содержит незначительное<br />
количество связанных солей аммиака и не нуждается в переработке<br />
с известковым молоком. Поэтому технологические схемы предусматривают только<br />
отгонку летучего аммиака в дистилляционной колонне.<br />
25<br />
3.4. Аппаратура аммиачного отделения<br />
Основными аппаратами отделения являются дистилляционные аммиачные<br />
колонны, которые могут быть двух типов: для отгонки из воды только летучего<br />
аммиака диаметром 2200 мм с 29 тарелками колпачкового типа; аммиачноизвестковая<br />
колонна с двумя приколонками, диаметр колонны и приколонков<br />
2200 мм, число тарелок в испарительной части 18 и в приколонке 22 шт. Обычно<br />
производительность колонны по воде составляет 40 м 3 /ч. Первый тип колонн устанавливается<br />
в отделениях, работающих без разложения связанных солей аммония,<br />
либо в установках, имеющих реакторы для разложения связанных солей аммония.<br />
Аммиачные колонны работают на местном паре после турбин газовых нагнетателей.<br />
К колонне также подведен свежий пар как резерв.<br />
Для интенсификации десорбции аммиака из надсмольной воды предполагается<br />
внедрение высокопроизводительных колонн с решетчатыми тарелками и колонн<br />
с тарелками провального типа, обеспечивающих высокую степень отгона<br />
аммиака.<br />
На некоторых коксохимических заводах установлены новые технологические<br />
схемы аммиачно-пиридиновой установки, по которым аммиачные пары из<br />
испарительных колонн после выделения летучего аммиака из надсмольной воды<br />
первичных холодильников и газосборниковой воды отводятся в газопровод коксового<br />
газа перед первичными холодильниками. Пары связанного аммиака после<br />
приколонка направляются в пиридиновое отделение. Это позволило значительно<br />
улучшить работу сульфатного и пиридинового отделений и качество получаемых<br />
продуктов.
IV. ОБЕСФЕНОЛИВАНИЕ СТОЧНЫХ ВОД<br />
26<br />
4.1. Характеристика сточных вод<br />
В процессе коксования угольных шихт наряду с другими летучими продуктами<br />
образуются фенолы. Простейшим из фенолов, гидроксильное производное<br />
бензола, является фенол С 6 Н 6 О. Ближайшими гомологами фенола являются другие<br />
гидроксильные производные толуола – крезолы С 7 Н 8 О (орто-, мета- и пара-),<br />
гидроксильные производные ксилола – ксиленолы С 8 Н 10 О и многоатомные фенолы.<br />
Наиболее важным представителем является фенол С 6 Н 5 ОН. Это кристаллическое<br />
бесцветное вещество, плавится при 40,9°С, кипит при 181,75°С. Плотность<br />
41<br />
его d 4 = 1,0576. Фенол обладает характерным запахом, токсичен. Граница восприятия<br />
запаха фенола в воздухе равна 4 мг/м 3 , предельно допустимая концентрация<br />
в воздухе рабочих помещений 5 мг/м 3 , в водоемах 0,001 мг/л. Фенол хорошо<br />
растворяется в воде. Неограниченная растворимость фенола в воде начинается<br />
при 65,3°С, для крезолов эта температура выше (для пара-крезолов 142,6°С, мета-крезолов<br />
148,8°С и орто-крезолов 168,9°С). Фенолы малодиссоциированы в<br />
водном растворе, поэтому их кислотные свойства выражены слабо, но при взаимодействии<br />
со щелочами они образуют соли феноляты.<br />
Содержащиеся в прямом коксовом газе фенолы не извлекаются из него специальными<br />
методами.<br />
Извлечение фенолов из газа происходит на всем пути обработки коксового<br />
газа начиная от газосборников коксовых печей и заканчивается в аппаратуре<br />
улавливания бензольных углеводородов. Выделение фенолов из газа основано на<br />
их способности растворяться в воде, смоле и в поглотительном масле. При охлаждении<br />
коксового газа в газосборниках и первичных холодильниках до 30%<br />
фенолов, содержащихся в нем, растворяется в надсмольной воде, главным образом<br />
фенол и крезолы, основная часть фенолов абсорбируется сконденсировавшейся<br />
смолой. В небольшом количестве фенолы выделяются из газа поглотительным<br />
маслом в бензольных скрубберах и при дистилляции масла с сырым<br />
бензолом. Следовательно, фенолы распределяются между надсмольной водой,<br />
смолой, сырым бензолом, газом и другими продуктами коксования. Фенолы, как<br />
продукт коксования углей извлекаются из надсмольной воды, из каменноугольной<br />
смолы при ее ректификации, из сепараторных вод смолоперегонного цеха,<br />
цеха ректификации сырого бензола и отделения дистилляции сырого бензола.<br />
Фенолы, содержащиеся в сыром бензоле, не выделяются и являются потерями<br />
производства.<br />
Сточные воды коксохимических заводов складываются из влаги шихты, пирогенетической<br />
влаги, технической воды и водяного пара, соприкасающегося в<br />
технологических процессах с химическими продуктами коксования при переработке<br />
каменноугольной смолы, сырого бензола и др. Количество сточных вод и<br />
концентрация в них загрязнений зависят от качества коксуемых углей, условий<br />
эксплуатации и состояния химической аппаратуры. Количество сточных вод на<br />
1 т коксуемой шихты составляет 0,25–0,3 м 3 /ч, так что для современного шестиба-
тарейного завода с печами большой емкости абсолютное количество сточных вод<br />
составляет 150–170 м 3 /ч.<br />
Основными источниками сточных вод химического завода являются: сточные<br />
воды; сепараторные и отстойные воды бензольных отделений и цехов по переработке<br />
смолы и сырого бензола. Содержание основных примесей в этих водах<br />
характеризуется данными, приведенными в табл. 2.<br />
Таблица 2. Содержание примесей в сточных водах<br />
Содержание примесей, мг/л<br />
Наименование<br />
фенолы аммиак цианиды сероводород<br />
роданиды<br />
Сточная вода аммиачной<br />
колонны<br />
1000–2000 200–500 40–80 50–150 300–700<br />
Сепараторная вода бензольного<br />
отделения<br />
200–300 30–50 до 20 – –<br />
Сепараторная вода цеха<br />
ректификации сырого 200–300 – – – –<br />
бензола<br />
Сепараторная вода смолоперегонного<br />
цеха<br />
1000–3000 100–300 до 30 до 50 –<br />
Кроме того, сточные воды содержат различные масла, взвешенные вещества<br />
и прочие примеси органического и неорганического происхождения. Большинство<br />
из этих примесей являются вредными, затрудняющими использование сточных<br />
вод в производстве. Наиболее вредными примесями являются фенолы. Поэтому<br />
все воды получили наименование «фенольные».<br />
Фенолы и его гомологи, сероводород, цианистые и роданистые соединения<br />
и содержащиеся в маслах соединения непредельного характера легко окисляются,<br />
они поглощают в процессе своего разрушения значительное количество растворенного<br />
в воде кислорода, необходимого для нормального развития растительного<br />
и животного мира водоема. Реакции взаимодействия различных примесей<br />
сточных вод с кислородом приводятся ниже:<br />
С 6 Н 5 ОН + 7О 2 = 6СО 2 + 3Н 2 О;<br />
2NaCNS + 3O 2 = 2SO 3 + 2NaCN;<br />
2SО 2 + О 2 = 2SО 3 ,<br />
Попадание фенолов и других вредных примесей в водоемы приводит к массовой<br />
гибели животных организмов и, в частности, рыб. Кроме того, подвергнутая<br />
хлорированию питьевая вода, в которой на сто миллионов весовых частей ее<br />
приходится одна весовая часть хлорфенола, приобретает крайне неприятный и<br />
трудноудалимый вкус.<br />
По санитарным нормам концентрация отдельных загрязняющих компонентов<br />
в воде бассейнов после спуска в них сточных вод не должна превышать следующих<br />
величин, мг/л:<br />
27
Фенолы 0,001<br />
Цианиды 0,05<br />
Аммиак 0,1<br />
Пиридин 0,2<br />
Бензол 0,5<br />
Сероуглерод 1<br />
28<br />
Содержание других загрязняющих примесей нормируется величиной БПК<br />
(биохимическая потребность в кислороде).<br />
Огромный вред, причиняемый населению и народному хозяйству сточными<br />
водами, загрязненными фенолами и другими вредными примесями, делает обезвреживание<br />
этих вод важной народнохозяйственной задачей.<br />
Обезвреживание сточных вод коксохимических заводов важно не только с<br />
точки зрения улучшения их состава, но и одновременного получения при этом<br />
весьма ценных продуктов, представляющих большой интерес для народного хозяйства.<br />
К их числу в первую очередь относятся фенолы. Наиболее концентрированными<br />
по содержанию фенолов являются сеператорные воды смолоперерабатывающих<br />
цехов (до 8 г/л) и надсмольные воды отделения конденсации (1,5–<br />
2,0 г/л). Из смеси этих вод извлечение фенолов наиболее экономично.<br />
Содержание фенолов в остальных водах обычно не превышает 0,4–0,5 г/л и<br />
извлечение, их экономически нецелесообразно.<br />
Средний выход фенолов из сточных вод на 1 т сухой шихты на заводах РФ<br />
около 0,010%.<br />
Все фенолсодержащие воды химического завода коксохимического производства<br />
передаются по специальной канализации, называемой фенольной, для очистки.<br />
4.2. Схема фенольной канализации.<br />
Механическая очистка фенольных вод<br />
На рис. 6 приведена принципиальная схема производственной канализации<br />
фенольных сточных вод, разработанная в Гипрококсе для современного шестибатарейного<br />
завода с печами большой емкости и мокрым тушением кокса. По схеме<br />
сточные воды, содержащие не более 0,6 г/л фенолов, по отдельной сети производственной<br />
фенольной канализации поступают на механическую очистку (VI) от<br />
взвешенных частиц смолы, масел и направляются в сборник осветленной воды<br />
(V<strong>II</strong>). Надсмольная вода отделения конденсации и сепараторная вода смолоперегонного<br />
цеха после фильтрации и обессмоливания, выделения аммиака и обесфеноливания<br />
паровым методом подвергается отстаиванию от шлама и также направляется<br />
в сборник осветленной воды (V<strong>II</strong>). В сборнике происходит смешивание<br />
вод двух потоков; осветленная вода подается на тушение кокса. По нормам<br />
Госсанинспекции содержание фенолов в воде, которая идет на тушение кокса, не<br />
должно превышать 0,20 г/л, смолы и масел 0,1 г/л.<br />
Строительство установок сухого тушения кокса (УСТК) вносит изменения в<br />
структуру использования сточных вод. Фенольные воды при исключении мокрого<br />
тушения должны быть очищены до норм, позволяющих сбрасывать эти воды в<br />
водоемы или использовать их на заводе для технического водоснабжения.
29<br />
Рис. 6. Принципиальная схема производственной канализации фенольных сточных<br />
вод:<br />
I – конденсат газопровода; <strong>II</strong> – конечный газовый холодильник (освежение оборота); <strong>II</strong>I<br />
– сепараторная вода бензольного отделения; IV – сепараторная вода из цеха ректификации; V –<br />
первичный холодильник пекококсовой установки (освоение оборота); VI – сооружения механической<br />
очистки; V<strong>II</strong> – сборник осветленной воды; V<strong>II</strong>I – насосная; IX – хранилище; X – фильтры<br />
для обессмоливания; XI – испарительная часть аммиачной колонны; X<strong>II</strong> – обесфеноливающая<br />
установка; XI1I – известковая часть аммиачной колонны; XIV – известковый отстойник<br />
Механическая очистка сточных вод отдельной сети производственной канализации<br />
осуществляется для выделения взвешенных частиц, смолы и масел.<br />
Крупные плавающие частицы удаляют из воды подъемными решетками в сборнике<br />
фенольных вод. Очистка от мелких взвешенных частиц, смолы и масел производится<br />
отстаиванием, фильтрованием и флотацией сточных вод. Без механической<br />
очистки сточных вод дальнейшее обезвреживание их невозможно.<br />
Для очистки сточных вод от фенолов применяют несколько методов, которые<br />
по конечному результату обработки фенольных вод можно разделить на две<br />
группы: регенеративные (с получением фенолов) и деструктивные (с уничтожением<br />
фенолов).<br />
Регенеративные методы основаны на применении физико-химических процессов<br />
для выделения фенолов и получения фенолов или фенолятов. Их целесообразно<br />
использовать для обесфеноливания сточных вод с достаточной концентрацией<br />
фенолов. К этим методам относятся паровой и экстракционный. Деструктивные<br />
методы базируются на биологических и физико-химических процессах, в результате<br />
которых фенолы превращаются в другие безвредные вещества, т.е. уничтожаются.<br />
К ним относятся биологические методы, они используются для доочистки<br />
фенольных вод от фенолов. Целесообразность применения того или другого метода<br />
определяется технико-экономическими соображениями и местными условиями.