NarzÄdzia wielofunkcyjne (Pdf 13,2 MB) - Poltra Sp. z oo
NarzÄdzia wielofunkcyjne (Pdf 13,2 MB) - Poltra Sp. z oo
NarzÄdzia wielofunkcyjne (Pdf 13,2 MB) - Poltra Sp. z oo

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
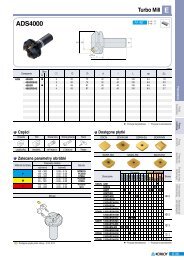
C<br />
Informacje techniczne o serii MGT<br />
Toczenie i rowkowanie<br />
Narzędzia<br />
<strong>wielofunkcyjne</strong><br />
Seria MGT<br />
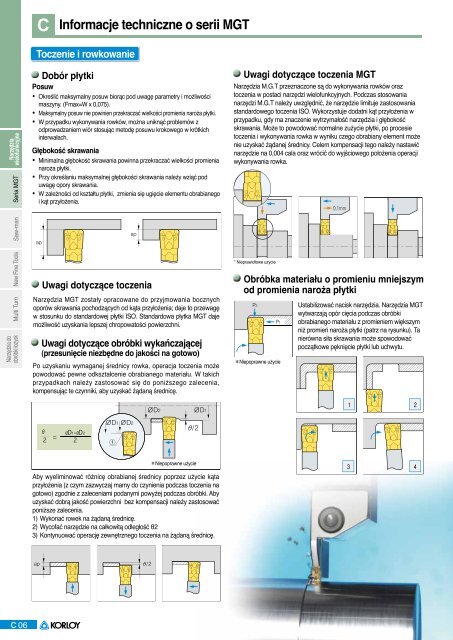
Dobór płytki<br />
Posuw<br />
• Określić maksymalny posuw biorąc pod uwagę parametry i możliwości<br />
maszyny. (Fmax=W x 0,075).<br />
• Maksymalny posuw nie powinien przekraczać wielkości promienia naroża płytki.<br />
• W przypadku wykonywania rowków, można uniknąć problemów z<br />
odprowadzaniem wiór stosując metodę posuwu krokowego w krótkich<br />
interwałach.<br />
Głębokość skrawania<br />
• Minimalna głębokość skrawania powinna przekraczać wielkości promienia<br />
naroża płytki.<br />
• Przy określaniu maksymalnej głębokości skrawania należy wziąć pod<br />
uwagę opory skrawania.<br />
• W zależności od kształtu płytki, zmienia się ugięcie elementu obrabianego<br />
i kąt przyłożenia.<br />
Uwagi dotyczące toczenia MGT<br />
Narzędzia M.G.T przeznaczone są do wykonywania rowków oraz<br />
toczenia w postaci narzędzi wielofunkcyjnych. Podczas stosowania<br />
narzędzi M.G.T należy uwzględnić, że narzędzie limituje zastosowania<br />
standardowego toczenia ISO. Wykorzystuje dodatni kąt przyłożenia w<br />
przypadku, gdy ma znaczenie wytrzymałość narzędzia i głębokość<br />
skrawania. Może to powodować normalne zużycie płytki, po procesie<br />
toczenia i wykonywania rowka w wyniku czego obrabiany element może<br />
nie uzyskać żądanej średnicy. Celem kompensacji tego należy nastawić<br />
narzędzie na 0,004 cala oraz wrócić do wyjściowego położenia operacji<br />
wykonywania rowka.<br />
Saw-man<br />
New Fine T<strong>oo</strong>ls<br />
Multi Turn<br />
Narzędzia do<br />
obróbki łożysk<br />
Uwagi dotyczące toczenia<br />
Narzędzia MGT zostały opracowane do przyjmowania bocznych<br />
oporów skrawania pochodzących od kąta przyłożenia; daje to przewagę<br />
w stosunku do standardowej płytki ISO. Standardowa płytka MGT daje<br />
możliwość uzyskania lepszej chropowatości powierzchni.<br />
Uwagi dotyczące obróbki wykańczającej<br />
(przesunięcie niezbędne do jakości na gotowo)<br />
Po uzyskaniu wymaganej średnicy rowka, operacja toczenia może<br />
powodować pewne odkształcenie obrabianego materiału. W takich<br />
przypadkach należy zastosować się do poniższego zalecenia,<br />
kompensując te czynniki, aby uzyskać żądaną średnicę.<br />
* Nieprawidłowe uzycie<br />
Obróbka materiału o promieniu mniejszym<br />
od promienia naroża płytki<br />
✽Niepoprawne użycie<br />
Ustabilizować nacisk narzędzia. Narzędzia MGT<br />
wytwarzają opór cięcia podczas obróbki<br />
obrabianego materiału z promieniem większym<br />
niż promień naroża płytki (patrz na rysunku). Ta<br />
nierówna siła skrawania może spowodować<br />
początkowe pęknięcie płytki lub uchwytu.<br />
θ ØD1-ØD2<br />
2 = 2<br />
✽Niepoprawne użycie<br />
Aby wyeliminować różnicę obrabianej średnicy poprzez użycie kąta<br />
przyłożenia (z czym zazwyczaj mamy do czynienia podczas toczenia na<br />
gotowo) zgodnie z zaleceniami podanymi powyżej podczas obróbki. Aby<br />
uzyskać dobrą jakość powierzchni bez kompensacji należy zastosować<br />
poniższe zalecenia.<br />
1) Wykonać rowek na żądaną średnicę.<br />
2) Wycofać narzędzie na całkowitą odległość θ2<br />
3) Kontynuować operację zewnętrznego toczenia na żądaną średnicę.<br />
C 06