ФÑÐµÐ·Ñ Ñо ÑменнÑми плаÑÑинами - ÐÐ»Ð°Ð²Ð½Ð°Ñ s-t-group
ФÑÐµÐ·Ñ Ñо ÑменнÑми плаÑÑинами - ÐÐ»Ð°Ð²Ð½Ð°Ñ s-t-group
ФÑÐµÐ·Ñ Ñо ÑменнÑми плаÑÑинами - ÐÐ»Ð°Ð²Ð½Ð°Ñ s-t-group
- No tags were found...

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
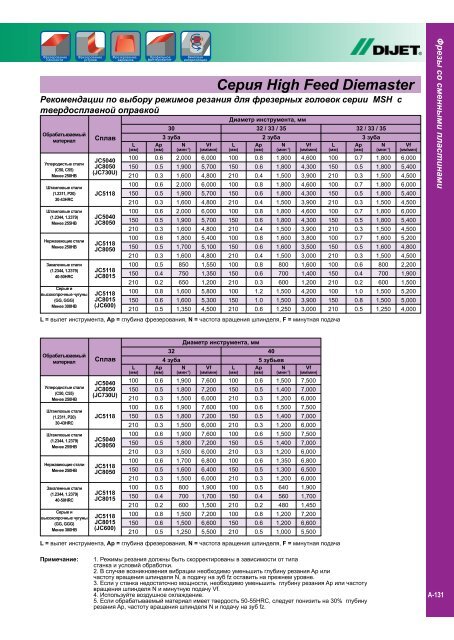
JC5040JC8050(JC730U)JC5118JC5040JC8050JC5118JC8050JC5118JC8015JC5118JC8015(JC600)L(мм)100150210100150210100150210100150210100150210100150210Ap(мм)0.60.50.30.60.50.30.60.50.30.60.50.30.50.40.20.80.60.5303 зубаN(мин -1 )2,0001,9001,6002,0001,9001,6002,0001,9001,6001,8001,7001,6008507506501,6001,6001,350Vf(мм/мин)6,0005,7004,8006,0005,7004,8006,0005,7004,8005,4005,1004,8001,5501,3501,2005,8005,3004,500Серия High Feed DiemasterРекомендации по выбору режимов резания для фрезерных головок серии MSH ствердосплавной оправкойОбрабатываемыйматериалУглеродистые стали(C50, C55)Менее 250HBШтамповые стали(1.2311, P20)30-43HRCШтамповые стали(1.2344, 1.2379)Менее 255HBНержавеющие сталиМенее 250HBЗакаленные стали(1.2344, 1.2379)40-50HRCСерые ивысокопрочные чугуны(GG, GGG)Менее 300HBСплавДиаметр инструмента, мм32 / 33 / 352 зубаL Ap N Vf(мм) (мм) (мин -1 ) (мм/мин)100 0.8 1,800 4,600150 0.6 1,800 4,300210 0.4 1,500 3,900100 0.8 1,800 4,600150 0.6 1,800 4,300210 0.4 1,500 3,900100 0.8 1,800 4,600150 0.6 1,800 4,300210 0.4 1,500 3,900100 0.8 1,600 3,800150 0.6 1,600 3,500210 0.4 1,500 3,000100 0.8 800 1,600150 0.6 700 1,400210 0.3 600 1,200100 1.2 1,500 4,200150 1.0 1,500 3,900210 0.6 1,250 3,000L = вылет инструмента, Ap = глубина фрезерования, N = частота вращения шпинделя, F = минутная подачаL(мм)10015021010015021010015021010015021010015021010015021032 / 33 / 353 зубаAp(мм)N(мин -1 )0.7 1,8000.5 1,8000.3 1,5000.7 1,8000.5 1,8000.3 1,5000.7 1,8000.5 1,8000.3 1,5000.7 1,6000.5 1,6000.3 1,5000.6 8000.4 7000.2 6001.0 1,5000.8 1,5000.5 1,250Vf(мм/мин)6,0005,4004,5006,0005,4004,5006,0005,4004,5005,2004,8004,5002,2001,9001,5005,2005,0004,000®Фрезы со сменными пластинамиОбрабатываемыйматериалУглеродистые стали(C50, C55)Менее 250HBШтамповые стали(1.2311, P20)30-43HRCШтамповые стали(1.2344, 1.2379)Менее 255HBНержавеющие сталиМенее 250HBЗакаленные стали(1.2344, 1.2379)40-50HRCСерые ивысокопрочные чугуны(GG, GGG)Менее 300HBСплавJC5040JC8050(JC730U)JC5118JC5040JC8050JC5118JC8050JC5118JC8015JC5118JC8015(JC600)L(мм)100150210100150210100150210100150210100150210100150210Ap(мм)0.60.50.30.60.50.30.60.50.30.60.50.30.50.40.20.80.60.5Диаметр инструмента, мм32404 зуба5 зубьевN Vf L Ap(мин -1 ) (мм/мин) (мм) (мм)1,9001,8001,5001,9001,8001,5001,9001,8001,5001,7001,6001,5008007006001,5001,5001,2507,6007,2006,0007,6007,2006,0007,6007,2006,0006,8006,4006,0001,9001,7001,5007,2006,6005,5001001502101001502101001502101001502101001502101001502100.60.50.30.60.50.30.60.50.30.60.50.30.50.40.20.80.60.5N(мин -1 )1,5001,4001,2001,5001,4001,2001,5001,4001,2001,3501,3001,2006405604801,2001,2001,000Vf(мм/мин)7,5007,0006,0007,5007,0006,0007,5007,0006,0006,8006,5006,0001,9001,7001,4507,2006,6005,500L = вылет инструмента, Ap = глубина фрезерования, N = частота вращения шпинделя, F = минутная подачаПримечание:1. Режимы резания должны быть скорректированы в зависимости от типастанка и условий обработки.2. В случае возникновения вибрации необходимо уменьшить глубину резания Ap иличастоту вращения шпинделя N, а подачу на зуб fz оставить на прежнем уровне.3. Если у станка недостаточно мощности, необходимо уменьшить глубину резания Ap или частотувращения шпинделя N и минутную подачу Vf.4. Используйте воздушное охлаждение.5. Если обрабатываемый материал имеет твердость 50-55HRC, следует понизить на 30% глубинурезания Ap, частоту вращения шпинделя N и подачу на зуб fz.A-131