CADmaster #5(66) 2012 (сентябрь-октябрь
CADmaster #5(66) 2012 (сентябрь-октябрь
CADmaster #5(66) 2012 (сентябрь-октябрь

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
62<br />
МАШИНОСТРОЕНИЕ<br />
а)<br />
б)<br />
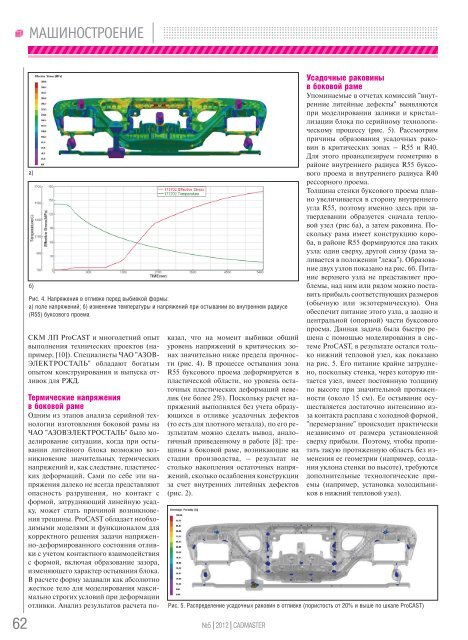
Рис. 4. Напряжения в отливке перед выбивкой формы:<br />
а) поле напряжений; б) изменение температуры и напряжений при остывании во внутреннем радиусе<br />
(R55) буксового проема<br />
СКМ ЛП ProCAST и многолетний опыт<br />
выполнения технических проектов (например,<br />
[10]). Специалисты ЧАО "АЗОВ-<br />
ЭЛЕКТРОСТАЛЬ" обладают богатым<br />
опытом конструирования и выпуска отливок<br />
для РЖД.<br />
Термические напряжения<br />
в боковой раме<br />
Одним из этапов анализа серийной технологии<br />
изготовления боковой рамы на<br />
ЧАО "АЗОВЭЛЕКТРОСТАЛЬ" было моделирование<br />
ситуации, когда при остывании<br />
литейного блока возможно возникновение<br />
значительных термических<br />
напряжений и, как следствие, пластических<br />
деформаций. Сами по себе эти напряжения<br />
далеко не всегда представляют<br />
опасность разрушения, но контакт с<br />
формой, затрудняющий линейную усадку,<br />
может стать причиной возникновения<br />
трещины. ProCAST обладает необходимыми<br />
моделями и функционалом для<br />
корректного решения задачи напряженно-деформированного<br />
состояния отливки<br />
с учетом контактного взаимодействия<br />
с формой, включая образование зазора,<br />
изменяющего характер остывания блока.<br />
В расчете форму задавали как абсолютно<br />
жесткое тело для моделирования максимально<br />
строгих условий при деформации<br />
отливки. Анализ результатов расчета по-<br />
казал, что на момент выбивки общий<br />
уровень напряжений в критических зонах<br />
значительно ниже предела прочности<br />
(рис. 4). В процессе остывания зона<br />
R55 буксового проема деформируется в<br />
пластической области, но уровень остаточных<br />
пластических деформаций невелик<br />
(не более 2%). Поскольку расчет напряжений<br />
выполнялся без учета образующихся<br />
в отливке усадочных дефектов<br />
(то есть для плотного металла), по его результатам<br />
можно сделать вывод, аналогичный<br />
приведенному в работе [8]: трещины<br />
в боковой раме, возникающие на<br />
стадии производства, – результат не<br />
столько накопления остаточных напряжений,<br />
сколько ослабления конструкции<br />
за счет внутренних литейных дефектов<br />
(рис. 2).<br />
¹5 | <strong>2012</strong> | CADMASTER<br />
Усадочные раковины<br />
в боковой раме<br />
Упоминаемые в отчетах комиссий "внутренние<br />
литейные дефекты" выявляются<br />
при моделировании заливки и кристаллизации<br />
блока по серийному технологическому<br />
процессу (рис. 5). Рассмотрим<br />
причины образования усадочных раковин<br />
в критических зонах – R55 и R40.<br />
Для этого проанализируем геометрию в<br />
районе внутреннего радиуса R55 буксового<br />
проема и внутреннего радиуса R40<br />
рессорного проема.<br />
Толщина стенки буксового проема плавно<br />
увеличивается в сторону внутреннего<br />
угла R55, поэтому именно здесь при затвердевании<br />
образуется сначала тепловой<br />
узел (рис 6а), а затем раковина. Поскольку<br />
рама имеет конструкцию короба,<br />
в районе R55 формируются два таких<br />
узла: один сверху, другой снизу (рама заливается<br />
в положении "лежа"). Образование<br />
двух узлов показано на рис. 6б. Питание<br />
верхнего узла не представляет проблемы,<br />
над ним или рядом можно поставить<br />
прибыль соответствующих размеров<br />
(обычную или экзотермическую). Она<br />
обеспечит питание этого узла, а заодно и<br />
центральной (опорной) части буксового<br />
проема. Данная задача была быстро решена<br />
с помощью моделирования в системе<br />
ProCAST, в результате остался только<br />
нижний тепловой узел, как показано<br />
на рис. 5. Его питание крайне затруднено,<br />
поскольку стенка, через которую питается<br />
узел, имеет постоянную толщину<br />
по высоте при значительной протяженности<br />
(около 15 см). Ее остывание осуществляется<br />
достаточно интенсивно изза<br />
контакта расплава с холодной формой,<br />
"перемерзание" происходит практически<br />
независимо от размера установленной<br />
сверху прибыли. Поэтому, чтобы пропитать<br />
такую протяженную область без изменения<br />
ее геометрии (например, создания<br />
уклона стенки по высоте), требуются<br />
дополнительные технологические приемы<br />
(например, установка холодильников<br />
в нижний тепловой узел).<br />
Рис. 5. Распределение усадочных раковин в отливке (пористость от 20% и выше по шкале ProCAST)