CADmaster #5(66) 2012 (сентябрь-октябрь
CADmaster #5(66) 2012 (сентябрь-октябрь
CADmaster #5(66) 2012 (сентябрь-октябрь

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
64<br />
МАШИНОСТРОЕНИЕ<br />
а) б)<br />
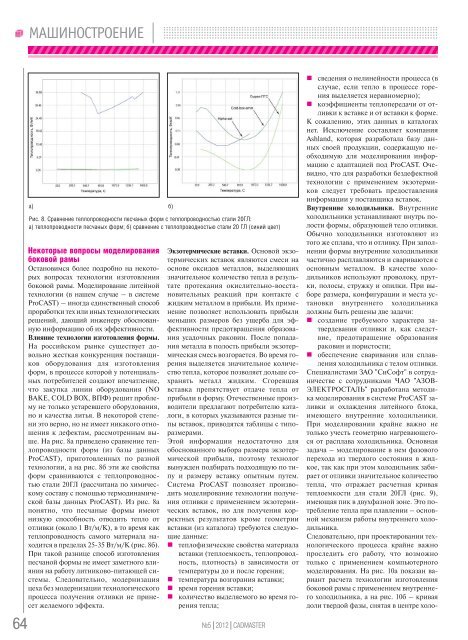
Рис. 8. Сравнение теплопроводности песчаных форм с теплопроводностью стали 20ГЛ:<br />
а) теплопроводности песчаных форм; б) сравнение с теплопроводностью стали 20 ГЛ (синий цвет)<br />
Некоторые вопросы моделирования<br />
боковой рамы<br />
Остановимся более подробно на некоторых<br />
вопросах технологии изготовления<br />
боковой рамы. Моделирование литейной<br />
технологии (в нашем случае – в системе<br />
ProCAST) – иногда единственный способ<br />
проработки тех или иных технологических<br />
решений, дающий инженеру обоснованную<br />
информацию об их эффективности.<br />
Влияние технологии изготовления формы.<br />
На российском рынке существует довольно<br />
жесткая конкуренция поставщиков<br />
оборудования для изготовления<br />
форм, в процессе которой у потенциальных<br />
потребителей создают впечатление,<br />
что закупка линии оборудования (NO<br />
BAKE, COLD BOX, ВПФ) решит проблему<br />
не только устаревшего оборудования,<br />
но и качества литья. В некоторой степени<br />
это верно, но не имеет никакого отношения<br />
к дефектам, рассмотренным выше.<br />
На рис. 8а приведено сравнение теплопроводности<br />
форм (из базы данных<br />
ProCAST), приготовленных по разной<br />
технологии, а на рис. 8б эти же свойства<br />
форм сравниваются с теплопроводностью<br />
стали 20ГЛ (рассчитана по химическому<br />
составу с помощью термодинамической<br />
базы данных ProCAST). Из рис. 8а<br />
понятно, что песчаные формы имеют<br />
низкую способность отводить тепло от<br />
отливки (около 1 Вт/м/К), в то время как<br />
теплопроводность самого материала находится<br />
в пределах 25-35 Вт/м/К (рис. 8б).<br />
При такой разнице способ изготовления<br />
песчаной формы не имеет заметного влияния<br />
на работу литниково-питающей системы.<br />
Следовательно, модернизация<br />
цеха без модернизации технологического<br />
процесса получения отливки не принесет<br />
желаемого эффекта.<br />
Экзотермические вставки. Основой экзотермических<br />
вставок являются смеси на<br />
основе оксидов металлов, выделяющих<br />
значительное количество тепла в результате<br />
протекания окислительно-восстановительных<br />
реакций при контакте с<br />
жидким металлом в прибыли. Их применение<br />
позволяет использовать прибыли<br />
меньших размеров без ущерба для эффективности<br />
предотвращения образования<br />
усадочных раковин. После попадания<br />
металла в полость прибыли экзотермическая<br />
смесь возгорается. Во время горения<br />
выделяется значительное количество<br />
тепла, которое позволяет дольше сохранять<br />
металл жидким. Сгоревшая<br />
вставка препятствует отдаче тепла от<br />
прибыли в форму. Отечественные производители<br />
предлагают потребителю каталоги,<br />
в которых указываются разные типы<br />
вставок, приводятся таблицы с типоразмерами.<br />
Этой информации недостаточно для<br />
обоснованного выбора размера экзотермической<br />
прибыли, поэтому технолог<br />
вынужден подбирать подходящую по типу<br />
и размеру вставку опытным путем.<br />
Система ProCAST позволяет производить<br />
моделирование технологии получения<br />
отливки с применением экзотермических<br />
вставок, но для получения корректных<br />
результатов кроме геометрии<br />
вставки (из каталога) требуются следующие<br />
данные:<br />
� теплофизические свойства материала<br />
вставки (теплоемкость, теплопроводность,<br />
плотность) в зависимости от<br />
температуры до и после горения;<br />
� температура возгорания вставки;<br />
� время горения вставки;<br />
� количество выделяемого во время горения<br />
тепла;<br />
¹5 | <strong>2012</strong> | CADMASTER<br />
� сведения о нелинейности процесса (в<br />
случае, если тепло в процессе горения<br />
выделяется неравномерно);<br />
� коэффициенты теплопередачи от отливки<br />
к вставке и от вставки к форме.<br />
К сожалению, этих данных в каталогах<br />
нет. Исключение составляет компания<br />
Ashland, которая разработала базу данных<br />
своей продукции, содержащую необходимую<br />
для моделирования информацию<br />
с адаптацией под ProCAST. Очевидно,<br />
что для разработки бездефектной<br />
технологии с применением экзотермиков<br />
следует требовать предоставления<br />
информации у поставщика вставок.<br />
Внутренние холодильники. Внутренние<br />
холодильники устанавливают внутрь полости<br />
формы, образующей тело отливки.<br />
Обычно холодильники изготовляют из<br />
того же сплава, что и отливку. При заполнении<br />
формы внутренние холодильники<br />
частично расплавляются и свариваются с<br />
основным металлом. В качестве холодильников<br />
используют проволоку, прутки,<br />
полосы, стружку и опилки. При выборе<br />
размера, конфигурации и места установки<br />
внутреннего холодильника<br />
должны быть решены две задачи:<br />
� создание требуемого характера затвердевания<br />
отливки и, как следствие,<br />
предотвращение образования<br />
раковин и пористости;<br />
� обеспечение сваривания или сплавления<br />
холодильника с телом отливки.<br />
Специалистами ЗАО "СиСофт" в сотрудничестве<br />
с сотрудниками ЧАО "АЗОВ-<br />
ЭЛЕКТРОСТАЛЬ" разработана методика<br />
моделирования в системе ProCAST заливки<br />
и охлаждения литейного блока,<br />
имеющего внутренние холодильники.<br />
При моделировании крайне важно не<br />
только учесть геометрию нагревающегося<br />
от расплава холодильника. Основная<br />
задача – моделирование в нем фазового<br />
перехода из твердого состояния в жидкое,<br />
так как при этом холодильник забирает<br />
от отливки значительное количество<br />
тепла, что отражает расчетная кривая<br />
теплоемкости для стали 20ГЛ (рис. 9),<br />
имеющая пик в двухфазной зоне. Это потребление<br />
тепла при плавлении – основной<br />
механизм работы внутреннего холодильника.<br />
Следовательно, при проектировании технологического<br />
процесса крайне важно<br />
проследить его работу, что возможно<br />
только с применением компьютерного<br />
моделирования. На рис. 10а показан вариант<br />
расчета технологии изготовления<br />
боковой рамы с применением внутреннего<br />
холодильника, а на рис. 10б – кривая<br />
доли твердой фазы, снятая в центре холо-