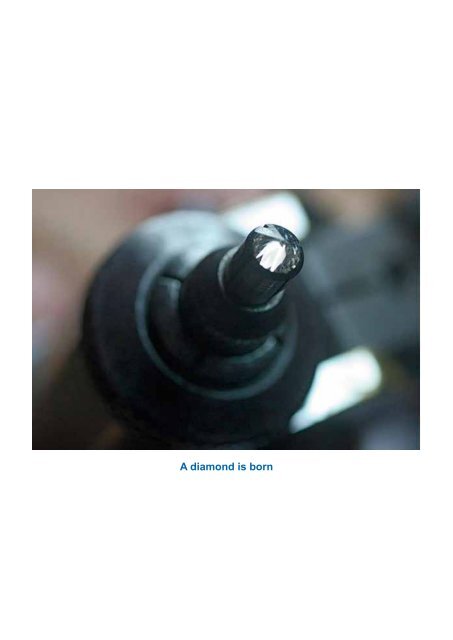
A diamond is born - Diamantschleiferei Michael Bonke
A diamond is born - Diamantschleiferei Michael Bonke
A diamond is born - Diamantschleiferei Michael Bonke
- No tags were found...

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
PondicherryThe small, idyllic city of Pondicherry (now Puducherry) <strong>is</strong> located in south-east India near the Bayof Bengal. The diversity of elements in th<strong>is</strong> city and its surroundings <strong>is</strong> enriched by yet anotheraspect: a German company that cuts and pol<strong>is</strong>hes <strong>diamond</strong>s.In the first half of the previous century,Pondicherry served as a place of refugefor Indian freedom fighters, who searchedfor protection against the Brit<strong>is</strong>h; first andforemost, for Sri Aurobindo, the well-knownIndian philosopher.Pondicherry <strong>is</strong> special in more than oneways. It was first mentioned in Romandocuments in the first century annodomini. Excavations of glass beadsprove that at an even earlier time, it hadtrade relations with Egypt. Since 1673,Pondicherry was a French colony thatres<strong>is</strong>ted the Brit<strong>is</strong>h, who had alreadytaken over the entire of India, asmuch as it could. Even today, v<strong>is</strong>itorsare attracted towards the charmingelements of French architecture with itscatholic churches and colonial houses.
The international city of Auroville was establ<strong>is</strong>hed after Sri Aurobindo in the year 1968. It <strong>is</strong>supported and promoted by UNESCO and the Government of India. Th<strong>is</strong>, possibly the largest“Experimental Township” of our times with its futur<strong>is</strong>tic ideas, architecture and social fabrics, <strong>is</strong>situated 8 km from Pondicherry. In the heart of Pondicherry and yet away from the hustle andbustle of the city, somewhat hidden under the palms <strong>is</strong> the prem<strong>is</strong>es of the <strong>diamond</strong> pol<strong>is</strong>hingcompany, aditi <strong>diamond</strong>s. Founded by <strong>Michael</strong> <strong>Bonke</strong> in 1981, it <strong>is</strong> till date 100% under privateownership. Housed in several wings of the building, 135 employees work here on an area ofapprox 1700 m2 and produce around 1000 <strong>diamond</strong>s every day. Legally speaking, aditi <strong>diamond</strong>s<strong>is</strong> a subsidiary of the <strong>diamond</strong> pol<strong>is</strong>hing company “diamantschleiferei michael bonke”.
diamantschleiferei michael bonke <strong>is</strong> currently the only German company, which still drivesthe <strong>diamond</strong> pol<strong>is</strong>hing business like a serious industrial trade. There are many companies inGermany, which claim to be <strong>diamond</strong> pol<strong>is</strong>hing companies. Most of them have as much to doto with <strong>diamond</strong> pol<strong>is</strong>hing as a used-cars dealer has to do to manufacturing cars. Of course,there are a few companies, which have actually employed one or two <strong>diamond</strong> pol<strong>is</strong>hers andundertake pol<strong>is</strong>hing or repair work. However, pol<strong>is</strong>hing <strong>diamond</strong>s cannot be very productive ifdone at a small scale. A family business with one to two pol<strong>is</strong>hers can never achieve the perfectionand profitability, which <strong>is</strong> within reach when you are working with more than 100 pol<strong>is</strong>hers. Thediv<strong>is</strong>ion of pol<strong>is</strong>hing in maximum 14 different production sections gives the pol<strong>is</strong>hers three majoradvantages:a) absolute perfection and prec<strong>is</strong>ion in the procedure, in which the pol<strong>is</strong>her <strong>is</strong> special<strong>is</strong>ed.b) High speed and perfect routine in the special<strong>is</strong>ed procedure.c) Minimum loss of weight of the <strong>diamond</strong> in the cutting and pol<strong>is</strong>hing process.As the pol<strong>is</strong>hers special<strong>is</strong>e in individual processes, different timings are set for individual operations.Thus, for example, only two table facet pol<strong>is</strong>hers pol<strong>is</strong>h enough table facets to provide about 40pavilion pol<strong>is</strong>hers with pre-pol<strong>is</strong>hed, semi-fin<strong>is</strong>hed <strong>diamond</strong>s. An industrially designed <strong>diamond</strong>manufacturer has a minimum capacity of 100 pol<strong>is</strong>hers; productive special<strong>is</strong>ation <strong>is</strong> not possiblewith anything less than 100 pol<strong>is</strong>hers.Economic factors also drive a pol<strong>is</strong>hing company to maintain a minimum capacity. For example, ifa company cuts and pol<strong>is</strong>hes about 1000 <strong>diamond</strong>s per day, like we do, then it can also purchaserough <strong>diamond</strong>s in large quantities, either directly from a <strong>diamond</strong> mine or from purchasers inmining areas in Africa or South-America. Small handicraft businesses are forced to buy their stonesfrom middlemen, in which case the prices already increase by 5% to 10%. It <strong>is</strong> certainly indicativethat in the largest stock market of the world for rough <strong>diamond</strong>s, in the Antwerp Diamond Ring,there are only two German names that can boast of a complete membership: michael bonke anda North-German <strong>diamond</strong> dealer.
Out of 50 <strong>diamond</strong>-pol<strong>is</strong>hing companies, around 40 work with makables and only 10 with rawmaterial that can be sawed. Of these 10 pol<strong>is</strong>hing companies, only one company has its ownsawing plant. The reasons for th<strong>is</strong> are relatively high investment costs and the difficulties ar<strong>is</strong>ing tokeep your sawing plant running at full capacity. Our pol<strong>is</strong>hing plant has its own sawing departmentand <strong>is</strong> therefore technically far superior to standard competitors.Work on rough <strong>diamond</strong>s starts withsorting. After one lot of raw stonesarrives in the plant, it <strong>is</strong> sorted as follows:• Octahedron crystals,• Rhombo-dodecahedron crystal,• Flat stones,• Stones with special features.
The next work step <strong>is</strong> designing. Th<strong>is</strong> task <strong>is</strong> very important and full of responsibility. The resultof the cutting and pol<strong>is</strong>hing <strong>is</strong> largely dependent on th<strong>is</strong> one small step. While designing, thesuperv<strong>is</strong>or meticulously observes the <strong>diamond</strong> under a magnifying glass. Then he/she decideswhere the sawing cut can be made. A lot depends on the correct selection of the plane to be cut.It may happen that the cut has to go through an inclusion, which can then be cut away duringthe cutting and pol<strong>is</strong>hing process. Furthermore, the sawing cut must be such that after sawing,both halves must correspond to the ideal proportions of the brilliant to be pol<strong>is</strong>hed. Another veryimportant dec<strong>is</strong>ion <strong>is</strong>, whether a large and a small stone should be cut out of the rough <strong>diamond</strong> orwhether there should be two brilliants of the same size. Th<strong>is</strong> <strong>is</strong> usually a mathematical dec<strong>is</strong>ion.Example:a 5.0 ct rough <strong>diamond</strong> <strong>is</strong> to be sawed. If it <strong>is</strong> cut in the middle, we will get two raw brilliants ofalmost the same size, i.e. of 2.45 ct each with a yield of 42%; th<strong>is</strong> will result in two <strong>diamond</strong>sof 1.03 ct each. If the saw-cut <strong>is</strong> asymmetrical, then we would get one rough <strong>diamond</strong> of 3.0ct and one of 1.95 ct. These two cut brilliants would then have a weight of 1.26 ct and 0.82 ctrespectively. The sales returns of these two stones would be much lower than two stones of onewhole carat each.Another example:a rough <strong>diamond</strong> of 4 ct <strong>is</strong> sawed. If cut in the middle, it will result in two raw stones of 1.98 ct each,i.e. two brilliants of approximately 0.83 ct each. If the cut <strong>is</strong> asymmetrical, we will get a 2.5 ct stoneand a 1.46 ct stone. These two stones will yield two brilliants of 1.05 ct and 0.61 ct respectively.In th<strong>is</strong> case, the asymmetrical sawing cut <strong>is</strong> more advantageous, because one <strong>diamond</strong> of onewhole carat (1.05 ct) and the other of a good half carat (0.61 ct) are worth much more than two<strong>diamond</strong>s of good three-fourths of a carat (2 x 0.83 ct). So, such stones are cut asymmetrically.Even in case of very small stones, which yield only 0.01 ct after being cut and are barely the sizeof a pinhead, the designing must be done with great care. A careless designer can often cost thepol<strong>is</strong>hing plant the entire profit for that stone.
GirdlingApart from setting the girdles, the method used to cut the given raw material to make a <strong>diamond</strong><strong>is</strong> divided into three main processes:• Bruting (girdling),• Pol<strong>is</strong>hing the pavilion,• Pol<strong>is</strong>hing the crown.Depending on the number ofpol<strong>is</strong>hers in a company, the mainindividual work procedures arefurther divided in several tasks.Bruting the <strong>diamond</strong> (after thesawing or cleaving of the rawstone) <strong>is</strong> the first big step. Theskill of the bruter determinesthe amount of weight that thestone will lose during cutting andpol<strong>is</strong>hing.Therefore, th<strong>is</strong> part of the workactually requires a lot moreconcentration than the actual cutting of the <strong>diamond</strong>. The owner of a pol<strong>is</strong>hing plant usually givesmore importance to its bruting department than other departments.As the first step, the sawed <strong>diamond</strong> halves are meticulously examined and classified in differentgroups. The section superv<strong>is</strong>or marks the stones in different colours using felt pens.
The perfect crystal-halves are marked in red and they go directly to the bruter. In case of unevencrystal-halves, they are first sent to a separate modelling department and there, four facets arecut on the side opposite to the sawing surface.With that the structure <strong>is</strong> later changed such that the stone easily fits in the bruting machine as perits own ax<strong>is</strong>. Other <strong>diamond</strong> forms that deviate from the standard (e.g. so-called flats, i.e. stonesthat are too flat) go through specific individual treatment.During the actual bruting process, the stone <strong>is</strong> set between two axles that spin. The rotatingstone then grinds against another <strong>diamond</strong> (the bruting-stone). The bruting process continuesuntil the stone <strong>is</strong> perfectly round. The sawing surface <strong>is</strong> now a circular d<strong>is</strong>c. The bruting surface,which <strong>is</strong> perpendicular to the sawing surface around the entire stone, will later become the girdleof the brilliant.If the bruter continues working recklessly, (whereby he/she can produce more stones per hour),it causes excess bruting and the stone loses too much weight. If the bruting <strong>is</strong> too less, then thegirdle might d<strong>is</strong>appear later at some point during the cutting and pol<strong>is</strong>hing of the stone. In thatcase, the entire process for the stone has to be started afresh. Therefore, a lot of experienceand a great eye for d<strong>is</strong>tance are required to gauge the optimum dimensions for bruting. A brutermanages around 60 to 120 stones per day, depending on the size of the brilliant.
There are three types of girdles:• The bruted,• The facetted,• The pol<strong>is</strong>hed.For all three types, the initial bruting process <strong>is</strong> the same. In case of bruted girdles, the girdleremains unchanged after the bruting. In case of the facetted and the pol<strong>is</strong>hed ones, the girdlesare re-processed later when the stone <strong>is</strong> almost done. For the fire and the brilliance of the stone,it <strong>is</strong> not important whether the girdle <strong>is</strong> bruted, facetted or pol<strong>is</strong>hed. Under normal circumstances,there <strong>is</strong> no incident light on the girdle inside the stone, which meets the observer’s eye. Brilliantswith facetted or pol<strong>is</strong>hed girdles enhance its look only from the side and make it appear a littlemore perfect.
Table and pincettingTable facets are pol<strong>is</strong>hed after the stone <strong>is</strong> round. The table facets are always on the sawingsurface of the <strong>diamond</strong>. Only the sawing surface <strong>is</strong> actually perfectly pol<strong>is</strong>hed. Th<strong>is</strong> process doesnot take very long. A pol<strong>is</strong>her pol<strong>is</strong>hes up to 450 table facets per day. For that, the stone <strong>is</strong> notfixed in a holder, but instead pressed into a tiny pot, which <strong>is</strong> filled with soft clay. It <strong>is</strong> then set onthe pol<strong>is</strong>hing skaif and searches for the right position that <strong>is</strong> parallel to the grinding d<strong>is</strong>k. In th<strong>is</strong>process, the <strong>diamond</strong>s often fall out of the mini-pot and are hurled by the grinding d<strong>is</strong>k across theroom. Therefore, the table-facet pol<strong>is</strong>hers always pol<strong>is</strong>h in a tiny room. Otherw<strong>is</strong>e they would endup spending more time looking for the <strong>diamond</strong>s than pol<strong>is</strong>hing the table facets.After sawing, rounding and table pol<strong>is</strong>hing, the stones are sent to a pincetting department wherethey are fixed into the press-pots.The prec<strong>is</strong>ion of the mini-spring collet <strong>is</strong> of great importance. If the stone <strong>is</strong> not sitting upright, thenthe culet, i.e. the end-point of the brilliant, moves away from the centre while cutting the pavilionand the stone loses its perfect symmetry. Although India has a huge <strong>diamond</strong> pol<strong>is</strong>hing industryand manufactures millions of press-pots daily, we import each individual pot from Belgium.Since, sometimes, the press-pot also gets cut along with the pavilion, and the fine edge holdingthe <strong>diamond</strong> wears out, we use one pot only once. We then sell these press-pots to other pol<strong>is</strong>hingcompanies, which use their pots up to ten times or more. The pots are sorted as per differentsizes in tenths of millimetres and must be adjusted as per the exact size of the stone.Pincetting, i.e. setting semifin<strong>is</strong>hedbrilliants in pots, <strong>is</strong>an independent professionand requires just as muchattention as the pol<strong>is</strong>hingitself. There <strong>is</strong> one pincetterfor every six pavilionpol<strong>is</strong>hers.
The pavilionIn the next work step, the pot with the fixed<strong>diamond</strong> <strong>is</strong> inserted in the dop of the grindingnippers and the grinder cuts two wreaths offacets on the pavilion of the brilliant. Eightfacets that move towards the culet and 16facets that touch the girdle; the div<strong>is</strong>ionof the facets around the culet <strong>is</strong> stoppedwith the help of a click-system on the dop.However, the pol<strong>is</strong>her must monitor everyfacet using a magnifying glass during thepol<strong>is</strong>hing process and constantly correct theangle manually, so that all facets are of theexact same size and the angles are perfect.Pol<strong>is</strong>hing the pavilion <strong>is</strong> the longest individualwork-step, and hence th<strong>is</strong> department <strong>is</strong> alsothe largest. A pol<strong>is</strong>her can manage up to 30to 40 pavilions per day. If the pol<strong>is</strong>her doesnot cut the individual facets of the pavilionwith prec<strong>is</strong>ion and at the same angle, thenthe girdle size becomes incons<strong>is</strong>tent. Thepavilion <strong>is</strong> then not exactly congruent withthe ax<strong>is</strong> of the brilliant and the stone <strong>is</strong> notstraight. As a result, the incident light <strong>is</strong> notreflected directly back to the light source,but <strong>is</strong> scattered instead.Completing the work on the pavilion <strong>is</strong> onlythe half work. Half of the work <strong>is</strong> done, butthe stone <strong>is</strong> still m<strong>is</strong>sing the crown.
The art of <strong>diamond</strong> pol<strong>is</strong>hingDiamond pol<strong>is</strong>hing <strong>is</strong> not an easy profession. The first requirement <strong>is</strong> what the experts call a“light hand”. Within the first few weeks itself, we get to know which of our training candidateshas a light hand and which of them has a heavy hand.A light hand implies fine motor skills together with a certain sensibility.However, physical requirements such as skills and sharp sight are by far not the only things thatmake a good pol<strong>is</strong>her. Of the 11 or 12 candidates, who fulfil the conditions of adm<strong>is</strong>sion andactually start working with us, only one stays back by the end of six months. A good pol<strong>is</strong>herrequires for e.g. certain ability for good geometrical judgement. When cutting a facet, he/shemust be able to recogn<strong>is</strong>e, whether an angle <strong>is</strong> correct or whether it <strong>is</strong> too flat or too steep. Whenthe target <strong>is</strong> achieved while cutting the facet of a <strong>diamond</strong>, i.e. when it <strong>is</strong> large enough, th<strong>is</strong> targetmust be point-shaped. After reaching its target, if a facet runs into the neighbouring facets anddoes not look pointed but like a line, it <strong>is</strong> mercilessly corrected when we give it the perfect cut.And th<strong>is</strong> often means that the entire crown or pavilion must be cut again.
Th<strong>is</strong> <strong>is</strong> because with every correction, the neighbouring facets become very small and thesemust also be corrected again. The pol<strong>is</strong>her thus needs a sense of geometry or at least an eyethat immediately tells if an angle <strong>is</strong> too big or too small. And th<strong>is</strong>, often on a surface of lessthan a fiftieth of a square millimetre! When we started the pol<strong>is</strong>hing process 25 years ago, ourcandidates were asked questions such as the following in their interviews: At how many pointsdoes a sphere touch a cube that surrounds the sphere? With the answers that the candidatesgave, one could gauge whether a pol<strong>is</strong>her has th<strong>is</strong> sense of geometry or not. We only acceptapplications of those candidates who have completed at least ten years of schooling, which <strong>is</strong> nota common phenomenon in India. Cutting <strong>diamond</strong>s with the kind of prec<strong>is</strong>ion that we demand alsotakes strong character traits. To get the better of a <strong>diamond</strong>, the hardest material known, requiresfighting spirit and willpower. If one does not put in enough efforts and dedication in <strong>diamond</strong>cutting, he/she will have such a bad output in terms of the number of pieces he/she produces thath<strong>is</strong>/her work will not be worth it. The pol<strong>is</strong>her needs stamina and perseverance. He/she must beable to put in absolute concentration for hours at a stretch and must be in a position, to not letinternal stress bother him/her throughout the day.
Our pol<strong>is</strong>hers must develop a sense for prec<strong>is</strong>ion and perfection in a very short period of time,which would be extraordinary in Europe. In India, all of th<strong>is</strong> ex<strong>is</strong>ts notwithstanding the environmentand the different backgrounds of people.Indian culture d<strong>is</strong>tingu<strong>is</strong>hes itself through its expanse and tolerance.Tolerance against all the negatives as well: against poverty, pollution and chaos. Th<strong>is</strong> <strong>is</strong> actuallywhere we expect the exact opposite; just like we expect the opposite when it comes to the typicalIndian approach of taking everything “easy”, the attitude that nothing <strong>is</strong> really important, and a fewmore such peculiarities of the Indian mentality. Our pol<strong>is</strong>hers must also be flexible enough to gothrough a complete character make-over. And that <strong>is</strong> not easy. Diamond pol<strong>is</strong>hing with prec<strong>is</strong>ion<strong>is</strong> hard work – a character training, which cannot be escaped.
A <strong>diamond</strong> pol<strong>is</strong>her must also havea balanced mind, because withoutequanimity and inner peace, he/shewill make m<strong>is</strong>takes. The smallestcarelessness can mean the loss of anentire stone. If the <strong>diamond</strong> <strong>is</strong> set ata wrong angle and at a wrong speed,it can go into the iron grinding d<strong>is</strong>kand break into many small pieces.Work in aditi <strong>diamond</strong>s starts at 6a.m. Hot milk or tea <strong>is</strong> served aftertwo hours and starting from 9.30a.m., individual departments havelunch one by one in our two open-aircanteens. When there <strong>is</strong> no strainand the typical Indian joie de vivre <strong>is</strong> seen enjoying a break, one usually sees only laughing facesaround.
The relations between the workforce and the management are very good in general. The culturaldifferences between the German and the Indian mentality have been bridged to a great extentnow. The people have come to know each other and a synthes<strong>is</strong> of the two worlds has beenfound. In the 29 years of the company there were strikes only a couple of times – and even thesestrikes were hardly related to wages or working conditions. We experienced the first strike 22years ago, when for the first time, a woman in the workforce was earning more than most of themen. She was simply better than her colleagues and produced more stones. Her earnings weretherefore higher. In response to that, the male workforce refused to accept their pay. A womanearning the same amount of money for the same work as men was unheard of in the Indiaof 1987. The second, more serious problem was when we appointed a woman as the JuniorSuperv<strong>is</strong>or. Male workers under the superv<strong>is</strong>ion of a woman, was already somewhat a r<strong>is</strong>k inthose times. In fact, the Manager and the Senior Superv<strong>is</strong>ors even received anonymous lettersfrom the workforce threatening them with deadly consequences.Equally r<strong>is</strong>ky was the complete d<strong>is</strong>regard of the caste-system followed by the workers. Eventoday, the prevalence of caste system <strong>is</strong> so strong that, for e.g. in a vegetable market, everyIndian buys vegetables and fruits only from someone belonging to h<strong>is</strong>/her caste; even if thatmeans buying things at a higher rate or lower quality than that offered by the neighbouring vendor.Our employees today would simply laugh l<strong>is</strong>tening to all these starting troubles. People haveadopted the western mentality in a positive way, as they deem fit.However, a big cultural problem still pers<strong>is</strong>ts as it did 25 years back: the non-separation of maleand female workers. Till date, marriages in India are almost exclusively arranged by the parents.The so-called “love-marriages” are rare. Since in aditi <strong>diamond</strong>s, men and women work togetherwithout being segregated, we automatically see a lot of friendships taking shape, which then oftenend in a “love-marriage”. Th<strong>is</strong> often lands the persons concerned in serious problems with thefamily, especially if the two are from different castes and strata of society. Surpr<strong>is</strong>ingly, the divorcerate for love-marriages <strong>is</strong> still extremely high.The rendezvous of the Indian mentality with the European mentality in our pol<strong>is</strong>hing plant <strong>is</strong> achallenge for both sides. And it <strong>is</strong> not easy for either side. In the end however, the result <strong>is</strong> astructure, which <strong>is</strong> extraordinarily stable and productive and perhaps superior to both systems ofthought.
Such deals are always difficult. Big customers not only try to control the quality and the quantity inexactly defined volumes, but often also the type of cut. For example, in USA, there <strong>is</strong> a demandfor brilliants with very fine table facets and high crowns, or the so-called ideal cut. Tension ringmanufacturers want facetted girdles; wedding ring manufacturers prefer flat brilliants and watchmanufacturers determine exact tolerances for the crown angles.The biggest problem <strong>is</strong> the calibration. If a jewellery manufacturer orders 5000 brilliants of 2.9 mmdiameter in top Wesselton VS, it <strong>is</strong> barely feasible. The rough <strong>diamond</strong>s cannot be pre-selectedsuch that the size of the pol<strong>is</strong>hed brilliants <strong>is</strong> pre-determined. Similarly, quality cannot be predeterminedeither. In both cases, one can only estimate what the result after pol<strong>is</strong>hing would be.To obtain 5000 stones of 2.9 mm in TW-VS, we would have to produce approximately the samequantity in one lower colour-level and one higher colour-level. Similarly, in one lower clarity-leveland one higher clarity-level, giving us 9 qualities (three colour levels and three clarity levels). Thewhole <strong>is</strong> then multiplied once again with the factor 3 or 4 because of the varying sizes. Finally,one would have to produce at least 30- to 40-times the quantity of stones to fulfil such a specificorder. If then a certain type of cut <strong>is</strong> also desired, then the order <strong>is</strong> simply not feasible: Who willthen buy the remaining 30-times quantity of stones in a specific cut?
Big jewellery manufacturers are thus forced to buy from wholesalers, who play their part and puteverything together by buying up all the required things from different pol<strong>is</strong>hing plants. In fact,two dealer-stages are often involved: first one <strong>is</strong> when the brokers at the stock market buy thebrilliants in large quantities from pol<strong>is</strong>hing plants or get them on comm<strong>is</strong>sion, followed by thewholesalers. They buy exactly what they need and can thus fulfil selective demands of jewellerymanufacturers. If a big jewellery manufacturer wants to get round both these stages and getsome price advantage that would be offered only on buying directly from a pol<strong>is</strong>hing plant, thenhe has to make some comprom<strong>is</strong>es and rearrange h<strong>is</strong> production palette such that he fans out h<strong>is</strong><strong>diamond</strong> purchase with respect to the quality and size. Negotiations pertaining to what <strong>is</strong> feasibleand what <strong>is</strong> not, and most importantly at what price, often bring both partners to a point wherethey run out of options.
The German special<strong>is</strong>ed trade <strong>is</strong> unfortunately almost no longer a buyer of our brilliants. We sellless than 10% to the German market. A high-quality cut seldom finds any takers in Germany.The goldsmiths and jewellers there generally prefer an average to bad cut, which costs them afew euros cheaper than a perfectly fabricated product. It <strong>is</strong> sad, because the difference betweenthe effect of a well-made brilliant and a badly-cut stone <strong>is</strong> bigger than the difference between areal <strong>diamond</strong> and a zircon. Even a perfectly-cut Wesselton P1 brilliant reflects more light than abadly-cut flawless River, although the latter costs thrice as much. The saving mentality of Germanindividual dealers, who compare all price l<strong>is</strong>ts and buy from the cheapest wholesaler, <strong>is</strong> eventuallybetraying them. It would be better would be if they bought stones of one clarity and colour-levellower, but with the perfect cut.
The phenomenon of burnt stones thus affects our pol<strong>is</strong>hing plant less than those pol<strong>is</strong>hing plantsthat do not process any sawed raw materials. Despite th<strong>is</strong> fact, we always rinse our <strong>diamond</strong>s inliquid borax between two stages of the work flow. The boric acid surrounds the <strong>diamond</strong>s witha protective layer that does not let any oxygen through. The stone can thus no longer burn. Th<strong>is</strong>method <strong>is</strong> hardly ever used by any pol<strong>is</strong>hing plant, almost never in the other Indian or Chinesecompanies, who have developed their pol<strong>is</strong>hing plants to accommodate the cheapest possibleproduction methods. And th<strong>is</strong> <strong>is</strong> how most of the brilliants produced by Indian and Chinesecompanies are more or less seriously burnt. An inexperienced layman does not recogn<strong>is</strong>e thewafer-thin milky film on the surface of the <strong>diamond</strong>. Th<strong>is</strong> graphit<strong>is</strong>ed coat, however, robs the stoneof 10% to 30% of its light. Owing to the fact that we process only sawed raw materials with a clearcutting structure, and the fact that we protect our stones from any contact with air using liquidboric acid during the pol<strong>is</strong>hing process, burnt stones are almost never a problem for us.b) Grinding groovesIf any grooves occur while pol<strong>is</strong>hing the brilliant, then the reason could either be that the grindingd<strong>is</strong>ks have not been regularly and optimally serviced, or that cheap raw material with manyjunctions and structural changes <strong>is</strong> being cut. It <strong>is</strong> so hard that it cannot be pol<strong>is</strong>hed properly.In our pol<strong>is</strong>hing plant, we have our own mechanical department, in which the grinding d<strong>is</strong>ks areserviced regularly. Every pol<strong>is</strong>her gets a newly sharpened d<strong>is</strong>k every week. The servicing helpsget rid of all grooves, the d<strong>is</strong>k <strong>is</strong> again charged with diamant boart, the pointed bearing points ofthe d<strong>is</strong>k ax<strong>is</strong> are sharpened, re-centred and the d<strong>is</strong>k <strong>is</strong> balanced again so that it does not vibratewhile cutting.Cheap-pol<strong>is</strong>hing plants – and certainly thousands of small family businesses, which do their<strong>diamond</strong> cutting in the backyard or in the basement in India and China – cannot afford suchluxury. The grinding d<strong>is</strong>ks are not sharpened by machine, but manually. If they cannot be servicedmanually, they are sometimes brought to far-away d<strong>is</strong>k service-centres and serviced there.
The result <strong>is</strong> that most of the brilliants from cheap production plants are full of fine to mediumgrinding grooves. Th<strong>is</strong> <strong>is</strong> a d<strong>is</strong>advantage for the optical character<strong>is</strong>tics of the brilliant that <strong>is</strong> mostlyunder estimated. Th<strong>is</strong> <strong>is</strong> not about whether the end buyer would be able to see the grooves.He will not be able to and the table of the stone <strong>is</strong> usually anyway better pol<strong>is</strong>hed than the otherfacets. The d<strong>is</strong>advantage <strong>is</strong> that almost all the light that falls on a groove in the stone <strong>is</strong> cut offfrom the natural optical path in the <strong>diamond</strong> and it either goes out or <strong>is</strong> sent on a trip within thestone through an unplanned total-reflection.A facet with many grinding grooves shatters up to 20% of the incident light. Normally, the lightpasses through two facets of a brilliant and <strong>is</strong> totallyreflected twice.If all four facets had grooves, then less than half ofth<strong>is</strong> incident light remains, till the time it leaves thestone in the direction of the observer again. Even ifthe brilliant has good colour and clarity, it yields a farmilder effect in compar<strong>is</strong>on to a perfectly cut stone.
c) Wrong proportions of the stoneOf the many superlative qualities that <strong>diamond</strong> possesses as a material, the high optical density<strong>is</strong> arguably the most important one. Diamond <strong>is</strong> the material with the highest optical density andthus the highest refractive index (n = 2.42). A <strong>diamond</strong> owes its great significance as a gemstoneto its high refractive index. The sparkling of a gemstone largely depends on what percent of theincident light <strong>is</strong> reflected based on the phenomenon of total reflection, or how much light <strong>is</strong> lostthrough partial reflection and absorption on the reflective surface or by escaping from the stoneon to the back wall. Th<strong>is</strong> <strong>is</strong> where the reputation of a <strong>diamond</strong> as the king of all gemstonesbecomes evident: it <strong>is</strong> the only natural material (and only in the cut form of a brilliant), thatmanages to reflect 100% of the perpendicular incident light on the stone based on total reflection.No other natural gemstone can be cut to do th<strong>is</strong>. Th<strong>is</strong> <strong>is</strong> because even in case of a zircon, theoptical density of which <strong>is</strong> the closest to that of a <strong>diamond</strong>’s but slightly lesser, there <strong>is</strong> no facetconstellation, in which the stone reflects a 100% of the perpendicular incident light.A ray of light <strong>is</strong> totally reflected without any loss of light, if it falls on the interface of an opticallythicker medium (<strong>diamond</strong>) to an optically thinner medium (air), if it <strong>is</strong> at an angle to the interface,which <strong>is</strong> smaller than the total reflection angle of the optical medium. Th<strong>is</strong> angle <strong>is</strong> 65 degreesand 34 minutes in case of <strong>diamond</strong>s. So, every ray of light that falls on the facet from the insideat an angle that <strong>is</strong> smaller than 65 degrees and 34 minutes <strong>is</strong>totally reflected. Compared to that: the total reflection angleof quartz <strong>is</strong> 49 degrees. The compar<strong>is</strong>on between a <strong>diamond</strong>,zircon and quartz shows the problems of total reflection.Let us take a ray of light which falls perpendicular to the tableon an outer facet of the crown near the girdle:The light ray entering the <strong>diamond</strong>via one of the crown-facets, <strong>is</strong> beingdiffracted, since it enters through thesurface at an angle. When hitting theback wall of the <strong>diamond</strong> the ray hasan angle to the pavilion facet which <strong>is</strong>smaller than 65 degrees and therefore<strong>is</strong> reflected totally. It <strong>is</strong> being thrownonto the opposite pavilion facet and <strong>is</strong>reflected again totally, since again it hitsat an angle smaller than 65 degrees. Itthen hits the table-facet from inside the<strong>diamond</strong> at an angle of 90 degrees andleaves the stone.At hitting a zircon, the light ray <strong>is</strong>diffracted less than with the <strong>diamond</strong>,because of the smaller optical densityof the zircon. Therefore after a doubletotal reflection it does not reach thetable-facet from inside the zircon, butarrives at a crown-facet. Here howeverthe lightray <strong>is</strong> hitting a third time at anangle below the total reflection angle,and <strong>is</strong> reflected a third time totally. Theray therefore cannot leave the stone atthe crown and instead, inv<strong>is</strong>ible for thespectator, at the pavilion.With the quartz the problem of the thirdtotal reflection does not ar<strong>is</strong>e at all. Afterthe first total reflection, the light rayarrives at the opposite pavilion facet atan angle bigger than 49 degrees. Hencethe ray <strong>is</strong> leaving already after the firstreflection through the pavilion and <strong>is</strong> lostfor the spectator’s eye.
as <strong>is</strong> clear from the compar<strong>is</strong>on, a certain angle <strong>is</strong> required for the <strong>diamond</strong> to sparkle in its fullbrilliance. If the ratio of the crown to the pavilion changes in a brilliant, if the angle of the crownfacets to the table facets change, or if the angle of the pavilion <strong>is</strong> flatter or steeper, then theperfect system of light-guiding no longer works together and the stone either loses light throughthe pavilion or scatters the reflected light too strongly in the crown. In any case, the stone losesthe maximum effect. In case of the usual, commercially cut small brilliants, th<strong>is</strong> angle often starklydeviates from the ideal measures. The proportions, particularly in case of all brilliants that are cutout of raw material that cannot be sawed, vary from the ideal proportions to a great extent. If onewere to cut brilliants of perfect proportions from the so-called makables, the loss of weight wouldbe 10% to 15% more than for brilliants with bad proportions. Usually, brilliants made of makablesor cleavages (raw stones that are cleaved) have very high crowns, excessively thick girdles andthe ratios of the crown to the pavilion are not correct. In our pol<strong>is</strong>hing plant, meticulous attention<strong>is</strong> paid to ensure that the proportions of all brilliants correspond to the ideal measures. We gladlyaccept a loss of weight of a couple of percent more, but we certainly prefer to produce perfectproducts.d) Excessively thick girdlesThe finer the girdle of a brilliant, the better its optical properties. A bruted girdle swallows most ofthe light that falls on the girdle from inside. A facetted girdle usually directs it outwards. In anycase, the observer cannot see the light. The thicker the girdle, the larger the amount of light lost.Naturally, the girdle should not be so razor-sharp that it breaks while setting the stone. For stonesof more than 0.50 ct, the girdle thickness must not be more than 3% of the stone diameter. In caseof small brilliants and melees (brilliants of sizes from 0.07– 0.15 ct) you can decide the thicknessof a girdle by comparing the length of the outer girdle facet with the thickness of the girdle.According to that, the girdle should be around 1/5 the length of the girdle facet; in case of biggerstones it should be only 1/7 or less.e) The direction of the crown facets to the pavilion facetsIn case of a brilliant, there are mainly three criteria for the optical effect that sets it apart from theother gemstones:1) The total quantity of the light that it reflects;2) The sparkle in the stone;3) The d<strong>is</strong>persion of the stone, i.e. the fanning out of the white colour in the primary coloursof a rainbowThe total amount of light that the brilliant reflects mainly depends on the right proportions of thestone. The same applies for d<strong>is</strong>persion. The sparkling of the stone, however, also depends on thecorrect arrangement of the individual facets with respect to each other.The “fire” of a brilliant, i.e. the individual light flashes, which are reflected by the <strong>diamond</strong> from theincident light, <strong>is</strong> most importantly dependent on whether the arrangement of the individual facetswith respect to each other has the ideal proportions. The pavilion of the stone has 24 facets.The crown has 32 facets plus the table. An incident ray of light <strong>is</strong> first divided into 24 smaller lightrays by the pavilion, which then – ideally – emerge from top again and go approximately in thesame direction from which they came.However, these 24 light rays must pass through the table or the crown facet while emerging out.These rays are deviated once again in the crown facets, since these facets are at an angle tothe light rays. Since the crown facets are arranged in three angles, the 24 light rays are dividedin three smaller rays each. There are thus 72 light rays that come out – but only in an ideal casescenario, and only if the pavilion facets are exactly under the crown facets.
If the facets of the crown are not exactly on top of the pavilion facets, then each of these 72 lightrays <strong>is</strong> again divided into two or more light rays. Th<strong>is</strong> gives us more than 140 emerging light rays.Th<strong>is</strong> makes the light rays so small that they can no longer be considered individual light flashes.Then although the brilliant lights up brightly, it <strong>is</strong> rather diffused light without any real fire. To avoidth<strong>is</strong>, the eight cut was used for smaller <strong>diamond</strong>s earlier.Here, we have only eight facets on the pavilion and eight facets on the crown of the stone. Theincident light ray <strong>is</strong> thus only divided in 8 emerging light rays. In case of <strong>diamond</strong>-studded watchdials,luxury-watch manufacturers still use the eight cut <strong>diamond</strong>s for th<strong>is</strong> prec<strong>is</strong>e reason.Verdict: if the crown facets are not directed towards the pavilion facets, then the brilliant loses itsfire to a great extent even though all the light that it reflects <strong>is</strong> retained. Th<strong>is</strong> effect <strong>is</strong> seen mainlyin small brilliants. In case of big stones, the fire remains intact, since despite 140 light rays, everyindividual one can still be perceived as a light flash.f) Frayed girdlesThe phenomenon of frayed girdles <strong>is</strong> a typical consequence of a bad tool. When the grindingmachines are not balanced properly and are shaky, or if the grinder <strong>is</strong> too hard on the rough<strong>diamond</strong>s with the friction stick, the <strong>diamond</strong>s to be bruted receive very apparent impacts. Th<strong>is</strong>results in the <strong>diamond</strong> getting damaged around the girdle and sustains fine hair-line cracks fromthe girdle towards the inside. The consequence <strong>is</strong> considerable loss of light, because a frayedgirdle swallows a part of the light falling on the girdle facets. Regularly checking the machinesand the operation of the friction stick are thus a standard in our pol<strong>is</strong>hing plant.g) Varying angles in brilliants of the same lotEven when the angle or the proportions of the individual brilliants are within a range that <strong>is</strong> nottoo bad, it <strong>is</strong> still very important that these are always the same for individual stones of the samelot. If within a specific lot of brilliants, the angle for every stone <strong>is</strong> different, then the appearance<strong>is</strong> very uneven in a flat piece of jewellery that <strong>is</strong> studded with these <strong>diamond</strong>s. The watch industryin particular must take care of th<strong>is</strong>. Even in case of brilliants that have a diameter of just onemillimetre, a variation in the crown angle of just one degree also plays an important role. Thefacets of the crown are situated only a couple of thousandth of a millimetre apart, and even thenthe light rays are directed in a different direction because of that. Only if the crown angle of allbrilliants <strong>is</strong> within a tolerance limit of half a degree, a studded dial has a uniform look.We are one of the few pol<strong>is</strong>hing plants that can adhere to such a small tolerance limit and thereforesell a good part of our small brilliants to Sw<strong>is</strong>s wholesalers, who supply to the watch industry.
The crownThe farther one progresses with the cutting of a brilliant, the more difficult it becomes to maintainthe cut within the tolerances for a 100% perfect result. Th<strong>is</strong> <strong>is</strong> because the pol<strong>is</strong>her of a certainwork process receives instructions from each of h<strong>is</strong> predecessors, which he/she must follow. Th<strong>is</strong><strong>is</strong> not the case when it comes to the usual commercial cutting. Almost nothing matters there.However, one must adhere to many limiting values for an absolutely perfect cut. A commercialpol<strong>is</strong>her can cheat with many variables. He/she can leave the girdle thicker or thinner. He/she cancut the crown higher or deeper. He/she can make the table bigger or smaller, the angle of thecrown can be steeper or flatter etc. The pol<strong>is</strong>her yearning for a perfect cut can vary these factorsonly within very very small limits. In addition, he/she must also direct the facets of the crown inh<strong>is</strong> div<strong>is</strong>ion towards the pavilion facets. Th<strong>is</strong> <strong>is</strong> often completely d<strong>is</strong>regarded in commercial smallbrilliant cutting.While the pavilion pol<strong>is</strong>her only concentrates on cutting facets assigned to him/her perfectly,the pol<strong>is</strong>her in charge of the crown must think thoroughly and divide h<strong>is</strong>/her facets between thealready cut table and the already completed pavilion.The pol<strong>is</strong>her thus starts placing the first facets of the crown such that later the girdle facets, i.e.the lower-most crown facets are exactly opposite to the pavilion facets. And then it <strong>is</strong> corrected tillit <strong>is</strong> perfect. With the click div<strong>is</strong>ion, the pol<strong>is</strong>her can roughly mark the position of a facet, but thefine-tuning <strong>is</strong> done manually.
The continuous checkingwith the magnifying glass<strong>is</strong> good training for the eye.The musculature, whichcontracts and relaxes thelens, <strong>is</strong> continuously inaction. The slackeningof th<strong>is</strong> musculature,which leads to short- orfarsightedness with age,<strong>is</strong> thus out of question. Inour pol<strong>is</strong>hing plant, not asingle pol<strong>is</strong>her thus needsto wear glasses even afterworking for 20 years. Ourex-master Phillippo, aSw<strong>is</strong>s national, who trainedour first pol<strong>is</strong>hers, still hasperfect eyesight even at theage of 80.
Between the individual work processes, the stones always come back to the checking rooms.Each and every stone <strong>is</strong> checked over and over again by the Senior Superv<strong>is</strong>or, i.e. the Head ofDepartment. If a cutting process <strong>is</strong> carried out carelessly, which might cause the eventual cuttingresult to be less than perfect, then the stone either goes back to the pol<strong>is</strong>her or perhaps must alsobe completely reworked from step one.Checking <strong>is</strong> done between the following workprocesses:• Sawing• Checking• Possible modelling and checking• Bruting• Checking• Possible re-bruting and checking• Table• Checking• Pavilion• Checking• Crown• Checking• Star facets• Checking• Boiling• GradingThus, in our pol<strong>is</strong>hing plant there <strong>is</strong> a quality control check at least six times during the cuttingprocess. In all, 10% to 15% of the stones are reworked in one or the other way. Even stones thatare barely a millimetre in size are cut perfectly in our plant.
The star facetsThe last step while cutting <strong>is</strong> the 8 table facets, the stars. The absolute uniformity of the facetsand their exact size with respect to the stone literally give the stone its “final touch”. If th<strong>is</strong> stepgoes wrong, then the impression of the whole stone <strong>is</strong> ruined.If the stars are cut even marginally bigger than they are supposed to be, the table becomes toosmall and the table edges appear concave. If the stars are even slightly smaller than required,the table will be too big and the table edges will appear convex. It <strong>is</strong> only when the 8 star facetshave the exact size required that the table edges are straight. The table then has 60% of the girdlediameter and the crown of the brilliant has the right proportions.
A good star facet pol<strong>is</strong>her can produce more than 100 brilliants every day. The absolute toppol<strong>is</strong>hers,who have been working with us for 10 to 15 years, can, in fact, manage up to 150brilliants per day. Th<strong>is</strong> means up to 1200 facets with absolute prec<strong>is</strong>ion!! Th<strong>is</strong> means that with aworking day of 8 hours these pol<strong>is</strong>hers need only 24 seconds for one facet! In th<strong>is</strong> time, he/shemust set the facet on the grinding d<strong>is</strong>k at the right angle and start up the facet. Then he/she mustcorrect the angle of the dop such that the facet meets the girdle facets at the right moment andmeets the table at the exact same time as well. In th<strong>is</strong> process, the size of the star facet mustbe perfect, once it <strong>is</strong> done. Furthermore, he/she must correct the angle of the dop such that thestar facet inclines neither towards its right nor towards its left crown facet. The angle must thusbe corrected in two directions, th<strong>is</strong> facet must also be the exact same size as the other 7 facetsand the eventual size must be 60% of the table size. And all of that in only 24 seconds!! One canimagine that th<strong>is</strong> can be achieved only with a hundred percent concentration and an enormousamount of dedication. Naturally, a routine and long-standing experience <strong>is</strong> essential to attain th<strong>is</strong>level of perfection and speed.Once the brilliant has been “crowned”, i.e. whenthe crown <strong>is</strong> completed, it goes to the boilingdepartment. Here, it <strong>is</strong> boiled in acid and thencleansed once again with hydrochloric acid andultrasound waves. The remaining carbon<strong>is</strong>ed oiland grinding paste <strong>is</strong> thus removed and the stone<strong>is</strong> ready for grading.
When a so-called lot (a gemstone package with a specific number of <strong>diamond</strong>s) <strong>is</strong> through withthe cutting process, it <strong>is</strong> boiled, weighed, counted once again and it then goes to the grading-roomfor grading. In our plant, grading <strong>is</strong> done only by women. In our experience, women are morecons<strong>is</strong>tent graders than men.Depending on the grader’s state of mind, the grading <strong>is</strong> sometimes strict and sometimes notas strict. A <strong>diamond</strong> grader must obviously try to keep these mood swings at a minimum whenevaluating. The stones are first sieved. Small brilliants are not classified and sold as per theweight, but as per the sieve size.Thus, the following categories are customary ininternational trade:Sieve size- 6½ brilliants of 0.003 to 0.02 ct+ 6½ - 11 brilliants of 0.025 to 0.07 ct+ 11 - 14 brilliants of 0.075 to 0.135 ctWeight categories are used to classify stones ofsieve sizes larger than 14.After the sieving, the stones are first graded asper the colour and then as per the clarity.
In international trade, the colour of a <strong>diamond</strong> <strong>is</strong> stated using letters. At a national level however,depending on the selling country, use of all kinds of terms <strong>is</strong> possible.The Scandinavian nomenclature <strong>is</strong> used most commonly in Germany: River, Top Wesselton,Wesselton, Topcrystal, etc. Internationally, the best colour <strong>is</strong> D (River D), followed by E (RiverE), then F (Top Wesselton +), G (Top Wesselton), H (Wesselton) and so on. The letter seriescontinues up to Z, which represents a rather yellow colour. Yellower than Z would again be moreexpensive and would fall under the fancy yellow category.
There <strong>is</strong> a problem with German names, since these are not 100% in sync with the Scandinaviannomenclature. The term leicht getöntes weiß (slightly tinted white) <strong>is</strong> not exactly the same asTopcrystal when translated into letters. The DPL Institute (Diamant Prüflabor GmbH (DiamondTesting Laboratory)) uses the term, “leicht getöntes weiß” for the colour specified under Wesselton.In DPL, th<strong>is</strong> includes the letters “I” and “J”. The term top crystal <strong>is</strong> based only on the letter I; theletter J falls under crystal.The grading as per clarity <strong>is</strong> far more expensive than colour grading. Here, we classify the stonesin 7 clarity groups.The exact definition of the terms <strong>is</strong> as follows:fl (flawless) or if (internally flawless): if an average skilled expert cannot ascertain any blem<strong>is</strong>hesunder 10x magnification, i.e. when the stone <strong>is</strong> free of any inclusions.vvs (very very small inclusions): when an average skilled expert finds inclusions under 10xmagnification, which are extremely difficult to see.vs (very small inclusions): when an average skilled expert finds inclusions under 10xmagnification, which are difficult to see.si (small inclusions): when an average skilled expert finds inclusions under 10x magnification,which are easy to see, but are not v<strong>is</strong>ible to the naked eye through the crown and which, moreover,do not affect the brilliance of the stone.p1 (pique 1) or i1 (inclusions 1): when an average skilled expert immediately finds severalinclusions under 10x magnification, or when inclusions are v<strong>is</strong>ible to the naked eye on seeingthrough the crown, but are very difficult to find. These inclusions must not affect the brilliance ofthe stone.p2 (pique 2) or i2 (inclusions 2): inclusions, which are easily v<strong>is</strong>ible to the naked eye throughthe crown and which reduce the brilliance of the stone to a small extent.p3 (pique 3) or i3 (inclusions 3): large or numerous inclusions, which are easily v<strong>is</strong>ible onseeing the crown or are many in number. The inclusions considerably reduce the brilliance.There <strong>is</strong> a problem with the term flawless with respect to evaluation by different institutes. InUSA, th<strong>is</strong> concept <strong>is</strong> sub-divided into flawless and internally flawless. Th<strong>is</strong> <strong>is</strong> not the case inEurope: Flawless (Fl) means that the stone has neither inclusions nor any external marks suchas damages, rough spots, grinding grooves, etc. The term IF (internally flawless) means that thestone <strong>is</strong> internally flawless; however, it can have external signs such as twin lines etc. In Europe,both these terms together are recogn<strong>is</strong>ed as one.In many cases, a stone that exhibits external signs would no longer get an IF or Fl grading inGermany or Belgium. While demarcating between SI and P1 for bigger stones, the definitioncannot be applied so strictly. Right from a size starting from two-carats, an SI2 can often berecogn<strong>is</strong>ed with the naked eye. In case of bigger stones, finding flaws becomes even easier.For stones bigger than three carats, an SI1 can often be identified with the naked eye. Despitethe definition of clarity grading that <strong>is</strong> based on the 10x magnification and despite the fact thatthe specialized trade all over the world exclusively uses the 10x magnification, our graders gradeonly under 20x magnification. Thus the grading for VVS and VS categories <strong>is</strong> more prec<strong>is</strong>e andsomewhat stricter in general.
CertificatesThere are many institutes that certify the quality of <strong>diamond</strong>s. However, only four institutes haveinternational recognition. In case of stones of less than one carat, the best options are GIA, HRD,DPL or IGI. For stones of more than one carat, we recommend only GIA, HRD and DPL. In ourexperience, all other institutes often seriously differ from the high standard of these institutes asfar as the strictness of the grading criteria <strong>is</strong> concerned and are therefore not recommended.Even in international trade, it <strong>is</strong> only these four institutes that are actually recogn<strong>is</strong>ed. There arehowever a few other institutes that are used by department stores and low-cost suppliers. Withcertificates from such institutes, one can get stones in Antwerp for 60% or even 50% of the price,because on a closer look, the evaluations simply do not match up to the standard.
In a detailed compar<strong>is</strong>on (in case of stones of more than 1 ct), it <strong>is</strong> often difficult to say which of theinstitutes <strong>is</strong> the strictest. For stones of two to three carats, DPL <strong>is</strong> often stricter in evaluating theclarity grading than GIA. DPL <strong>is</strong> also often stricter than HRD as regards the colour grading betweenK and M. GIA <strong>is</strong> oftentimes slightly stricter than HRD in grading the higher colour categories (D– E – F). In general, GIA, HRD and DPL are recommended without having to think twice. Forstones of less than a carat, there <strong>is</strong> not much difference in the grading done by IGI and the otherthree institutes. Since IGI provides the certificates within a day and HRD often needs two to sixweeks to provide one; many IGI certificates are used for stones that are less than a carat. It <strong>is</strong>absolutely safe. For stones that are more than 1 ct, however, we usually turn only to DPL, HRDor GIA. From a long-term point of view, it pays off to have certifications only from the recogn<strong>is</strong>edinstitutes. However, one must point out the differences to their customers, since stones with a“fraud certificate” are a common phenomenon in the trade and obviously seem far cheaper oncomparing the price.
Explanation of some terms:Fluorescence: Fluorescence signifies the lighting up of a stone under UV light. The differentcategories of nil or none; slight or faint; medium and strong (sometimes strong blue) state theintensity of th<strong>is</strong> lighting. Earlier, a strong fluorescence was considered a positive quality. Th<strong>is</strong> <strong>is</strong>where the term blue-white for the best colour comes from. It stands for a white stone that hasa blue fluorescence. Nowadays, a strong fluorescence <strong>is</strong> considered devaluating. The reason<strong>is</strong> that stones with stronger fluorescence often give a somewhat milky impression. Sometimes,the stone <strong>is</strong> absolutely clear without any trace of milky impression. In such a case, a strongfluorescence would in fact be a positive character<strong>is</strong>tic for the stone, because the stone wouldthen be more “radiant” and the colour mostly brighter. Only if a stone <strong>is</strong> actually somewhat milkyshould the fluorescence be considered as a negative criterion.Minor graining or graining: Th<strong>is</strong> represents a change in structure of the stone, which, on beingclosely examined under the magnifying glass, looks as if the stone had something like “streaks”.Th<strong>is</strong> term <strong>is</strong> usually used only for flawless stones and decreases the value by up to 10% –depending on how strong the graining <strong>is</strong>. There <strong>is</strong> a d<strong>is</strong>tinction between minor graining, grainingand graining <strong>is</strong> present.Negligible external character<strong>is</strong>tics: Th<strong>is</strong> term <strong>is</strong> refers to negligible external character<strong>is</strong>tics: Forexample, a rough spot that was not completely cut <strong>is</strong> still seen on the girdle of a stone. The term“negligible external character<strong>is</strong>tics” <strong>is</strong> used only for flawless stones and hardly plays any role inthe price evaluation. It affects the value of only best quality stones (River D – flawless). Here, thecustomer w<strong>is</strong>hes to have the best of the best and then often does not accept any deviation fromthe standard, irrespective of whether it affects the overall effect of the stone or not.
Internal control systemAround one million <strong>diamond</strong> pol<strong>is</strong>hers work in Bombay (now Mumbai) and Surat, the areas thatform the crux of the <strong>diamond</strong> cutting industry in India. Theft of stones from pol<strong>is</strong>hing plants <strong>is</strong>very rare, since the stones are obviously counted before being given to the pol<strong>is</strong>her. However,exchange of stones <strong>is</strong> something the industry <strong>is</strong> struggling to fight off. There <strong>is</strong> mafia, whichcontrols the exchange of stones in factories. They have special skilled people, who are trained tocontact pol<strong>is</strong>hers and talk them into being a part of a lucrative deal. The pol<strong>is</strong>her then gets exactlythose stones, which correspond to h<strong>is</strong>/her work process, the only difference being that these areslightly smaller and some quality levels lower. Every pol<strong>is</strong>her who <strong>is</strong> recruited <strong>is</strong> looked after byan agent of th<strong>is</strong> mafia and thus almost every pol<strong>is</strong>hing plant <strong>is</strong> milked by th<strong>is</strong> mafia. The pol<strong>is</strong>hingplants then again often buy the best quality <strong>diamond</strong>s from the mafia, although they know thatthese stones possibly originate from their own factory.Thank god, th<strong>is</strong> cannot happen in our pol<strong>is</strong>hing plant in Pondicherry! We are in the exact oppositecorner of India. Not on the west-coast, like Bombay, and not in the North, but on the east-coast andto the far south. We are the only pol<strong>is</strong>hing plant far and wide. That <strong>is</strong> already a huge advantage.In addition, our six-fold control system <strong>is</strong> perfect and helps us ensure flawless monitoring. Eachand every pol<strong>is</strong>her receives h<strong>is</strong>/her <strong>diamond</strong>s in small portions of up to 30 stones.
These are counted, weighed and checked after every work step. An exact account <strong>is</strong> maintainedfor the loss of weight. When a particular pol<strong>is</strong>her’s stones seem to lose more weight on anaverage than those of h<strong>is</strong>/her colleagues, then he/she <strong>is</strong> immediately pinned up in front of us andwe keep a close eye on where he/she <strong>is</strong> going wrong. Besides, our stones are graded exactly asper their qualities, before they are given for cutting and pol<strong>is</strong>hing. Our Senior Superv<strong>is</strong>ors wouldalso be able to tell immediately if a part of the cutting has not been done in our plant. The loss thatan owner of a pol<strong>is</strong>hing plant incurs in Bombay because of th<strong>is</strong> exchange of stones <strong>is</strong> estimated tobe 3% to 15% of h<strong>is</strong>/her earnings. Despite that, the production costs of brilliants in Bombay andSurat are almost only half as much as in our pol<strong>is</strong>hing plant.If we were to let our stones be cut and pol<strong>is</strong>hed in Surat, we would also have it much cheaper. Thecosts there are much lower than in our plant. The reasons behind th<strong>is</strong> are lower wages, lack ofsocial security, cheaper equipment, almost no maintenance costs for the qualitatively ill-workingmachines, cheaper material like press-pots, etc. Most importantly however, we have much moreloss of weight in our stones with perfect proportions.If we were to let the cutting take place elsewhere else, we would also have the same productas all others. A price advantage <strong>is</strong> not our effective weapon in th<strong>is</strong> daily fight for ex<strong>is</strong>tence. It <strong>is</strong>quality. We are proud of the fact that in the last 25 years, we have cut and pol<strong>is</strong>hed more than fivemillion brilliants, which are rarely surpassed by any another in quality. 5 million brilliants sparkleday after day somewhere in the world, with a brilliance that <strong>is</strong> slightly different than the usual.