

Tastsystem-cykler iTNC 530 - heidenhain - DR. JOHANNES ...
Tastsystem-cykler iTNC 530 - heidenhain - DR. JOHANNES ...
Tastsystem-cykler iTNC 530 - heidenhain - DR. JOHANNES ...

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
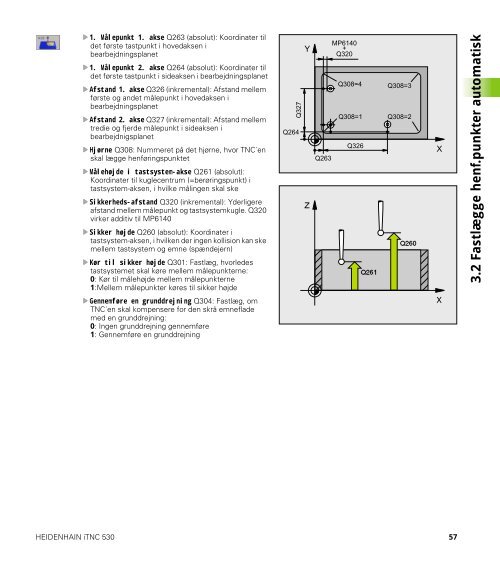
1. Målepunkt 1. akse Q263 (absolut): Koordinater til<br />
det første tastpunkt i hovedaksen i<br />
bearbejdningsplanet<br />
1. Målepunkt 2. akse Q264 (absolut): Koordinater til<br />
det første tastpunkt i sideaksen i bearbejdningsplanet<br />
Afstand 1. akse Q326 (inkremental): Afstand mellem<br />
første og andet målepunkt i hovedaksen i<br />
bearbejdningsplanet<br />
Afstand 2. akse Q327 (inkremental): Afstand mellem<br />
tredie og fjerde målepunkt i sideaksen i<br />
bearbejdnigsplanet<br />
Hjørne Q308: Nummeret på det hjørne, hvor TNC´en<br />
skal lægge henføringspunktet<br />
Målehøjde i tastsystem-akse Q261 (absolut):<br />
Koordinater til kuglecentrum (=berøringspunkt) i<br />
tastsystem-aksen, i hvilke målingen skal ske<br />
Sikkerheds-afstand Q320 (inkremental): Yderligere<br />
afstand mellem målepunkt og tastsystemkugle. Q320<br />
virker additiv til MP6140<br />
Sikker højde Q260 (absolut): Koordinater i<br />
tastsystem-aksen, i hvilken der ingen kollision kan ske<br />
mellem tastsystem og emne (spændejern)<br />
Kør til sikker højde Q301: Fastlæg, hvorledes<br />
tastsystemet skal køre mellem målepunkterne:<br />
0: Kør til målehøjde mellem målepunkterne<br />
1:Mellem målepunkter køres til sikker højde<br />
Gennemføre en grunddrejning Q304: Fastlæg, om<br />
TNC´en skal kompensere for den skrå emneflade<br />
med en grunddrejning:<br />
0: Ingen grunddrejning gennemføre<br />
1: Gennemføre en grunddrejning<br />
HEIDENHAIN <strong>iTNC</strong> <strong>530</strong> 57<br />
Q327<br />
Q264<br />
Y<br />
Q263<br />
MP6140<br />
+<br />
Q320<br />
Q308=4<br />
Q308=1 Q308=2<br />
Q326<br />
Q308=3<br />
X<br />
3.2 Fastlægge henf.punkter automatisk














