Induktionshærdning - FMV
Induktionshærdning - FMV
Induktionshærdning - FMV

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
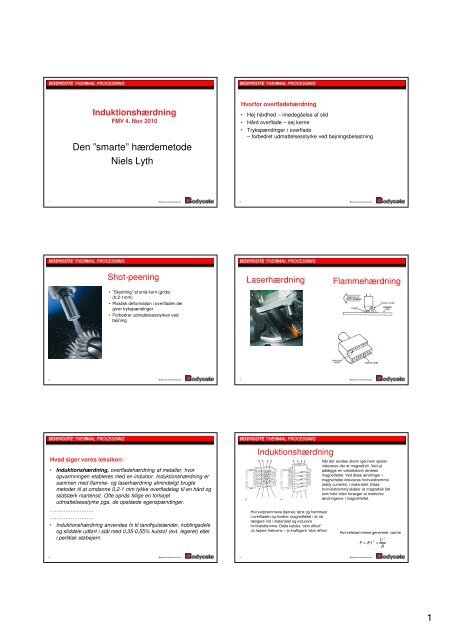
<strong>Induktionshærdning</strong><br />
<strong>FMV</strong> 4. Nov 2010<br />
Den ”smarte” hærdemetode<br />
Niels Lyth<br />
Hvorfor overfladehærdning<br />
• Høj hårdhed – imødegåelse af slid<br />
• Hård overflade – sej kerne<br />
• Trykspændinger i overflade<br />
– forbedret udmattelsesstyrke ved bøjningsbelastning<br />
1<br />
Bodycote International plc<br />
11/15/2010<br />
2<br />
Bodycote International plc<br />
11/15/2010<br />
Shot-peening<br />
• ”Skydning” af små korn (grids)<br />
(0,2-1mm)<br />
• Plastisk deformation i overfladen der<br />
giver trykspændinger<br />
• Forbedrer udmattelsesstyrken ved<br />
bøjning<br />
Laserhærdning<br />
Flammehærdning<br />
3<br />
Bodycote International plc<br />
11/15/2010<br />
4<br />
Bodycote International plc<br />
11/15/2010<br />
Hvad siger vores leksikon:<br />
• <strong>Induktionshærdning</strong>, overfladehærdning af metaller, hvor<br />
opvarmningen etableres med en induktor. <strong>Induktionshærdning</strong> er<br />
sammen med flamme- og laserhærdning almindeligt brugte<br />
metoder til at omdanne 0,2-1 mm tykke overfladelag til en hård og<br />
slidstærk martensit. Ofte opnås tillige en forhøjet<br />
udmattelsesstyrke pga. de opståede egenspændinger.<br />
…………………….<br />
…………………….<br />
• <strong>Induktionshærdning</strong> anvendes fx til tandhjulstænder, koblingsdele<br />
og sliddele udført i stål med 0,35-0,55% kulstof (evt. legeret) eller<br />
i perlitisk støbejern.<br />
<strong>Induktionshærdning</strong><br />
Hvirvelstrømmene dannes først og fremmest<br />
i overfladen og hindrer magnetfeltet i at nå<br />
længere ind i materialet og inducere<br />
hvirvelstrømme. Dette kaldes ”skin effect”<br />
Jo højere frekvens – jo kraftigere ”skin effect”<br />
Når der sendes strøm igennem spolen<br />
induceres der et magnetfelt. Ved at<br />
pålægge en vekselstrøm ændres<br />
magnetfeltet. Ved disse ændringer i<br />
magnetfeltet induceres hvirvelstrømme<br />
(eddy currents) i materialet. Disse<br />
hvirvelstrømme skaber et magnetisk felt<br />
som hele tiden forsøger at modvirke<br />
ændringerne i magnetfeltet.<br />
Hvirvelstrømmene genererer varme<br />
P = R I<br />
2 =<br />
2<br />
U<br />
R<br />
5 Bodycote International plc<br />
11/15/2010<br />
6<br />
Bodycote International plc<br />
11/15/2010<br />
1
Dansk proces <br />
induktionskomfur, komfur, hvor der under<br />
hvert kogefelt er placeret en<br />
induktionsspole. En højfrekvent<br />
vekselstrøm gennem spolen inducerer<br />
hvirvelstrømme i grydens eller pandens<br />
bund, når denne består af et<br />
magnetiserbart materiale, fx jern.<br />
Hvirvelstrømmene opvarmer materialet og<br />
dermed indholdet i kogegrejet. Metoden er<br />
andre kogeteknikker overlegen både mht.<br />
lavt energiforbrug og kort opvarmningstid.<br />
7<br />
8<br />
Bodycote International plc<br />
11/15/2010<br />
Den generede varme trænger langsomt ind i stålet<br />
og varmer det op til hærdetemperaturen<br />
• Hærdedybden af hænger af:<br />
ρ<br />
Indtræningsdybe<br />
= k * µ * f<br />
HV<br />
ρ : Matr. Resistens<br />
(elektrisk ledningsmodstand)<br />
µ :Matr permabilitet<br />
(evne til at magnetisere)<br />
HV 400<br />
Dybde<br />
9 Bodycote International plc<br />
11/15/2010<br />
10<br />
Bodycote International plc<br />
11/15/2010<br />
Hærdedybde<br />
MF<br />
HF<br />
Hvorfor er det smart<br />
• Lokal hærdning på detaljen<br />
• Relativ små formforandringer<br />
• God reproducerbarhed<br />
• Økonomisk attraktiv<br />
• Miljø venlig<br />
• Kort gennemløbstid<br />
• Automatiseringsegnet<br />
11<br />
12<br />
2
Når vi skal se på evnen til at skabe martensit<br />
kan man lave en Jominy prøve.<br />
Jominy kurve for Ck 45<br />
13<br />
Bodycote International plc<br />
11/15/2010<br />
14<br />
Bodycote International plc<br />
11/15/2010<br />
15 Bodycote International plc<br />
11/15/2010<br />
16<br />
Bodycote International plc<br />
11/15/2010<br />
Legeringselementernes betydning:<br />
• Desoxidationsmidler: Si, Al<br />
• Øger hærdbarheden: Cr, Mo, W, Ni, Mn<br />
• Øger styrke ved udskillelseshærdning:<br />
Cr, Mo, V<br />
• Øger styrke ved opløsningshærdning:<br />
Ni, Si<br />
• Øger sejhed: Ni, V(ved kornforfining)<br />
• Mindsker risiko for anløbningsskørhed:<br />
Mo<br />
• Forbedrer spåntagende egenskaber: S,<br />
Pb<br />
17 Bodycote International plc<br />
11/15/2010<br />
18<br />
Bodycote International plc<br />
11/15/2010<br />
3
For at kunne danne martensit er der en vis<br />
kølehastighed der skal overholdes, dette kaldes den<br />
kritiske kølehastighed.<br />
Den kritiske kølehastighed afhænger af<br />
legeringsindholdet i det givne stål.<br />
Legeringselementer, der øger hærdbarheden<br />
Mn<br />
Cr<br />
Mo<br />
Ni<br />
Typiske stål til induktionshærdning :<br />
CK 35* (0,35C; 0,8Mn; x Cr, typisk ikke med vilje…),max 4mm, HRC 51-57<br />
CK 45 (0,45 C; 0,8Mn; x Cr) max 4 mm, HRC 56-61<br />
42CrMo4 (0,42C;0,25Mo;0,8Mn;1Cr) max 6 mm, HRC 54-58<br />
34CrNiMo6 (0,34C;0,7Mn;1,55Cr;1,55Ni) >6 mm, HRC 53-56<br />
*: 0,32-0,39<br />
CK 45 og 42 CrMo 4 : 70% af al stål, der induktionshærdes i DK<br />
19<br />
Bodycote International plc<br />
11/15/2010<br />
20<br />
Bodycote International plc<br />
11/15/2010<br />
21 22<br />
Bodycote International plc<br />
11/15/2010<br />
23 Bodycote International plc<br />
11/15/2010<br />
24<br />
Bodycote International plc<br />
11/15/2010<br />
4
25 Bodycote International plc<br />
11/15/2010<br />
26<br />
Bodycote International plc<br />
11/15/2010<br />
27 Bodycote International plc<br />
11/15/2010<br />
28<br />
Bodycote International plc<br />
11/15/2010<br />
29 Bodycote International plc<br />
11/15/2010<br />
30<br />
Bodycote International plc<br />
11/15/2010<br />
5
31 Bodycote International plc<br />
11/15/2010<br />
32<br />
Bodycote International plc<br />
11/15/2010<br />
HF<br />
75kW<br />
325kHz<br />
MF<br />
200kW<br />
10-20kHz<br />
33<br />
Bodycote International plc<br />
11/15/2010<br />
34<br />
Bodycote International plc<br />
11/15/2010<br />
6