N Tabelle Nr. 9b 9b sz. táblázat KORREKTUR / KOREKCIó v c KORREKTURKOEFFIZIENT kvx KOREKCIÓ TÉNYEZŐ kvx Wahl <strong>de</strong>r Schnittgeschwindigkeit in Abhägigkeit von Vorschub f z / Vágási sebesség meghatározása az előtolás függvényében Aluminiumleg. / Alumíniumötvözetek Cu- Legierungen / Cu-ötvözetek Empf. f z Ajánlott f z Fräsbearbeitung <strong>Marás</strong> k r Plattenform Váltólapka alakja Werkzeugtyp Szerszám típusa 0,70 ÷ 0,90 Schmie<strong>de</strong>- und Gußhaut Kovácsdarab és öntvény kérge 8016 H10 HF7 7010 7205 7215 7230 8230 8016 8026 HF7 7010 7205 7215 7230 8230 Leicht / Könnyű - - - - - - - - - - - - - - - - - 1,05 ÷ 1,20 Guter Maschinenzustand Jó gépállapot Mittel / Közepes - - - - - - - - - - - - - - - - - 75° (90°) CNHQ SNHN SNHQ, XNHQ SNHF W75SN12N S90SN.. S90CN(XN) Schwer / Nehéz - - - - - - - - - - - - - - - - - 0,80 ÷ 0,95 Schlechter Maschinenzustand Hibás gépállapot Leicht / Könnyű 0,10-0,30 650 600 - - - - - 750 330 - - - - - - 450 AUSGLEICH DER LEBENSDAUER TARTÓSSÁGI KORREKCIÓ Mittel / Közepes 0,10-0,35 550 500 - - - - - 725 280 - - - - - - 435 45° Schwer / Nehéz 0,10-0,40 500 450 - - - - - 685 250 - - - - - - 410 Tmin kvT Leicht / Könnyű 0,10-0,30 650 600 - - - - - 750 330 300 - - - - - 450 WAHL DES FRÄSWERKZEUGES UND DER STARTSCHNITTGESCHWINDIGKEITEN MARÓSZERSZÁMOK ÉS A KEZDETI VÁGÁSI FELTÉTELEK KIVÁLASZTÁSA 15 1,23 Mittel / Közepes 0,10-0,35 550 500 - - - - - 725 280 260 - - - - - 435 60° 20 1,13 Schwer / Nehéz 0,10-0,40 500 450 - - - - - 685 250 240 - - - - - 410 30 1,00 Leicht / Könnyű 0,10-0,25 650 600 - - - - - 750 330 - - - - - - 450 45 0,89 Mittel / Közepes 0,10-0,30 550 500 - - - - - 725 280 - - - - - - 435 75° SBMR SNMR SEEN SEER SPGN SPKN SPKR SPUN F60SB22X F60SN17X W45SE123F W45SE15F W60SP25P W75SP12D W75SP15D W90SP25P 60 0,81 Schwer / Nehéz 0,10-0,35 500 450 - - - - - 685 250 - - - - - - 410 90 0,72 Leicht / Könnyű 0,10-0,25 650 600 - - - - - 710 330 300 - - - - - 425 AUSGLEICH DES MATERIALS ANYAGTÍPUS-KORREKCIÓ Mittel / Közepes 0,10-0,30 550 500 - - - - - 685 280 260 - - - - - 410 90° Schwer / Nehéz 0,10-0,35 500 450 - - - - - 650 250 240 - - - - - 390 Material / Anyagtípus kvM Leicht / Könnyű 0,1-0,30 650 600 - - - - - 750 330 300 - - - - - 450 Mittel / Közepes 0,10-0,35 550 500 - - - - - 725 280 260 - - - - - 435 45° 2,60 Al-Legierungen geformt, ungehärtet HB60 Al ötvözetek alakított nem edzett HB60 Schwer / Nehéz 0,10-0,40 500 450 - - - - - 685 250 240 - - - - - 410 Leicht / Könnyű 0,10-0,25 650 600 - - - - - 710 330 300 - - - - - 425 1,00 Al-Legierungen geformt, gehärtet HB100 Al ötvözetek alakított edzett Mittel / Közepes 0,10-0,30 550 500 - - - - - 685 280 260 - - - - - 410 90° APET, APEW HNGX (XNGX) SEET, SEEW, SDEW SDEX, SNMT SPET, SPEW, SEMT SOMT, ODMT, ODMW HB100 SSE09, SSD09 N-SSO09 S45SE09F S45SE12F S45SN12Z S45HN09C S45OD05D, S45OD06D SSAP SSAP-A Schwer / Nehéz 0,10-0,35 500 450 - - - - - 650 250 240 - - - - - 390 0,90 Al-Gußlegierungen, ungehärtet HB75 Öntött Al ötvözetek, nem edzett Leicht / Könnyű 0,10-0,25 650 600 - - - - - 710 330 300 - - - - - 425 HB75 Mittel / Közepes 0,10-0,30 550 500 - - - - - 685 280 260 - - - - - 410 90° 0,60 Al-Gußlegierungen, gehärtet HB90 Öntött Al ötvözetek, edzett HB90 Schwer / Nehéz 0,10-0,35 500 450 - - - - - 650 250 240 - - - - - 390 Leicht / Könnyű 0,10-0,25 650 600 - - - - - 710 330 300 - - - - - 425 PKD Alu-Gusslegierungen, nicht gehärtet Öntött Al ötvözetek, nem edzett (>12% Si) HB 130 Mittel / Közepes 0,10-0,30 550 500 - - - - - 685 280 260 - - - - - 410 75° ADKT ADMX APET APKT APKX SDMT SOMT SPMX SAP10D, SAP11D SAP15D, SAP16D SAP..D, SSO09, SSA S90AP10D, S90AP11D S90AP15D, S90AP16D S90SO09, S90SD12 S90AD11E, SAD11E S75AP15D S90AD16E, SAD16E Schwer / Nehéz 0,10-0,35 500 450 - - - - - 650 250 240 - - - - - 390 1,80 Automatenmessing Automata sárgaréz (>1% Pb) HB100 Leicht / Könnyű 0,10-0,25 500 450 - - - - - 610 280 260 - - - - - 365 Mittel / Közepes 0,10-0,30 450 400 - - - - - 585 250 230 - - - - - 350 90° TBMR TPKN TPKR F90TB27X W90TP22 1,00 Messing Sárgaréz HB90 Schwer / Nehéz 0,10-0,35 400 350 - - - - - 550 230 210 - - - - - 330 Leicht / Könnyű - 650 600 650 600 985 775 660 860 330 300 330 300 590 465 395 515 Mittel / Közepes - 550 500 550 500 950 735 625 825 280 260 280 260 570 440 375 495 - 0,70 Bronze elektrolytisch Cu Bronz elektrolitos Cu Schwer / Nehéz - 500 450 500 450 875 700 585 775 250 240 250 240 525 420 350 465 RDGT, RDHT, RDHX RDET, RDEX, RDEW RPEW, RPET, ZDCW ZDEW, RC, RCA, LC ZDEW, ZDCW B.-SRD.., S(C)RD SCMORD, SMOZD SZD K2-SRC.., SRC-A, 2-SLC.. SMOZD09(12) 275 BEARBEIT. WERKSTOFFE MEGMUNKÁLT ANYAGOK WERKZEUGWAHL SZERSZÁM VÁLASZTÁSA GEOMETRIE DER WSP VÁLTÓLAPKA GEOMETRIA MATERIALIEN ZUM FRÄSEN BEVONATMINŐSÉGEK MARÁSHOZ SCHNITTGESCHWINDIGKEITEN VÁGÁSI FELTÉTELEK VÁLASZTÁSA TECHNOLOG. MöGLICHKEITEN TECHNOLÓGIAI LEHETŐSÉGEK VERSCHLEISSARTEN KOPÁSFAJTÁK WEITERE INFORMATION EGYÉB INFORMÁCIÓK
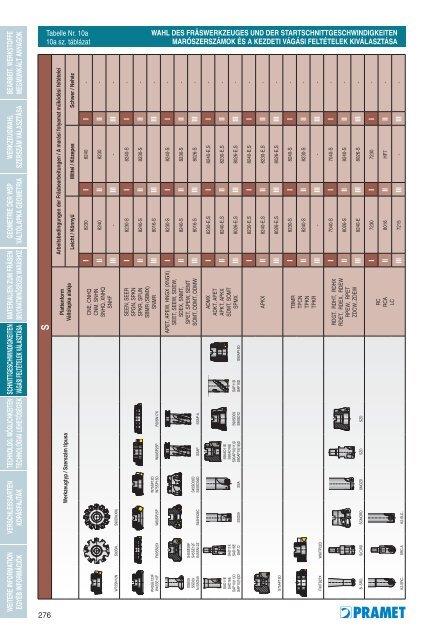
BEARBEIT. WERKSTOFFE MEGMUNKÁLT ANYAGOK WERKZEUGWAHL SZERSZÁM VÁLASZTÁSA GEOMETRIE DER WSP VÁLTÓLAPKA GEOMETRIA MATERIALIEN ZUM FRÄSEN BEVONATMINŐSÉGEK MARÁSHOZ SCHNITTGESCHWINDIGKEITEN VÁGÁSI FELTÉTELEK VÁLASZTÁSA TECHNOLOG. MöGLICHKEITEN TECHNOLÓGIAI LEHETŐSÉGEK VERSCHLEISSARTEN KOPÁSFAJTÁK WEITERE INFORMATION EGYÉB INFORMÁCIÓK S Tabelle Nr. 10a 10a sz. táblázat 276 Arbeitsbedingungen <strong>de</strong>r Fräsbearbeitungen / A marási folyamat működési feltételei Plattenform Váltólapka alakja Werkzeugtyp / Szerszám típusa Leicht / Könnyű Mittel / Közepes Schwer / Nehéz I 8230 I 8240 I - II 8240 II 8230 II - CNE, CNHQ CNM, SNHN SNHQ, XNHQ SNHF III - III - III - W75SN12N S90SN.. S90CN(XN) I 8230-S I 8240-S I - II 8240-S II 8230-S II - SEEN, SEER SPGN, SPKN SPKR, SPUN SBMR (SBMX) SNMR WAHL DES FRÄSWERKZEUGES UND DER STARTSCHNITTGESCHWINDIGKEITEN MARÓSZERSZÁMOK ÉS A KEZDETI VÁGÁSI FELTÉTELEK KIVÁLASZTÁSA III 8016-S III III - W75SP12D W75SP15D W90SP25P F60SN17X W45SE123F W45SE15F F60SB22X W60SP25P I 8230-S I 8240-S I - II 8240-S II 8230-S II - III 8016-S III 8026-S III - APET, APEW, HNGX (XNGX) SEET, SEEW, SDEW, SDEX, SNMT, SPET, SPEW, SEMT SOMT, ODMT, ODMW S45SO05D S45SO06D SSAP SSAP-A S45SE09F S45SE12F S45SN12Z S45HN09C SSE09 SSD09 N-SSO09 I 8230-E,S I 8240-E,S I - II 8240-E,S II 8230-E,S II - III 8026-E,S III 8026-E,S III - ADMX ADKT, APET APKT, APKX SDMT, SOMT SPMX SAP11D SAP15D S90AP15D S90SO09 S90SD12 S90AD11E S90AD16E S90AP10(11)D S90AP15(16)D SAD11E SAD16E SAP..D SSO09 SSA SAD11E SAD16E SAP10(11)D SAP15(16)D I 8230-E,S I 8240-E,S I - II 8240-E,S II 8230-E,S II - APKX III 8026-E,S III 8026-E,S III - S75AP15D I 8230-S I 8240-S I - II 8240-S II 8230-S II - TBMR TPCN TPKN TPKR III - III - III - F90TB27X W90TP22D I 7040-S I 7040-S I - II 8026-S II 8240-S II - RDGT, RDHT, RDHX RDET, RDEX, RDEW RPEW, RPET ZDCW, ZDEW III 8240-E III 8026-S III - B.-SRD.. S(C)RD SCMORD SMOZD SZD SZD I 7230 I 7230 I - II 8016 II HF7 II - RC RCA LC III 7215 III - III - K2-SRC.. SRC-A K2-SLC..
- Seite 1 und 2:
FRäSEn MaRáS 2012
- Seite 3 und 4:
PLANFRÄSER SÍKMARÓK SCHAFTFRÄSE
- Seite 5 und 6:
PROGRAMMÜBERSICHT TERMÉKVÁLASZT
- Seite 7 und 8:
PROGRAMMÜBERSICHT TERMÉKVÁLASZT
- Seite 9 und 10:
PROGRAMMÜBERSICHT TERMÉKVÁLASZT
- Seite 12 und 13:
ISO BEZEICHNUNG ISO JELöLÉSI REND
- Seite 14 und 15:
WENDESCHNEIDPLATTEN (WSP) / VÁLTÓ
- Seite 16 und 17:
WENDESCHNEIDPLATTEN (WSP) / VÁLTÓ
- Seite 18 und 19:
WENDESCHNEIDPLATTEN (WSP) / VÁLTÓ
- Seite 20 und 21:
WENDESCHNEIDPLATTEN (WSP) / VÁLTÓ
- Seite 22 und 23:
S90AP10D APKT WENDESCHNEIDPLATTEN (
- Seite 24 und 25:
WENDESCHNEIDPLATTEN (WSP) / VÁLTÓ
- Seite 26 und 27:
S90SO09 WENDESCHNEIDPLATTEN (WSP) /
- Seite 28 und 29:
S90SD12 WENDESCHNEIDPLATTEN (WSP) /
- Seite 30 und 31:
S45SE09F WENDESCHNEIDPLATTEN (WSP)
- Seite 32 und 33:
S45SE12F WENDESCHNEIDPLATTEN (WSP)
- Seite 34 und 35:
S45SN12Z WENDESCHNEIDPLATTEN (WSP)
- Seite 36 und 37:
WENDESCHNEIDPLATTEN (WSP) / VÁLTÓ
- Seite 38 und 39:
S45OD05D WENDESCHNEIDPLATTEN (WSP)
- Seite 40 und 41:
S45OD06D ODEW ODEW ZZN ODMT ODMT ZZ
- Seite 42 und 43:
S75AP15D WENDESCHNEIDPLATTEN (WSP)
- Seite 44 und 45:
W45SE123F WENDESCHNEIDPLATTEN (WSP)
- Seite 46 und 47:
W45SE15F WENDESCHNEIDPLATTEN (WSP)
- Seite 48 und 49:
W75SP12D WENDESCHNEIDPLATTEN (WSP)
- Seite 50 und 51:
WENDESCHNEIDPLATTEN (WSP) / VÁLTÓ
- Seite 52 und 53:
SNHF SNHN SNUN SNKX W75SN12N WENDES
- Seite 54 und 55:
W90TP22D WENDESCHNEIDPLATTEN (WSP)
- Seite 56 und 57:
F60SB22X WENDESCHNEIDPLATTEN (WSP)
- Seite 58 und 59:
WENDESCHNEIDPLATTEN (WSP) / VÁLTÓ
- Seite 60 und 61:
WENDESCHNEIDPLATTEN (WSP) / VÁLTÓ
- Seite 62 und 63:
WENDESCHNEIDPLATTEN (WSP) / VÁLTÓ
- Seite 64 und 65:
W90SP25P WENDESCHNEIDPLATTEN (WSP)
- Seite 66 und 67:
Fräserdurchmesser Maró átmérőj
- Seite 68 und 69:
WENDESCHNEIDPLATTEN (WSP) / VÁLTÓ
- Seite 70 und 71:
SAP11D WENDESCHNEIDPLATTEN (WSP) /
- Seite 72 und 73:
SAP15D WENDESCHNEIDPLATTEN (WSP) /
- Seite 74 und 75:
SAP10D APKT WENDESCHNEIDPLATTEN (WS
- Seite 76 und 77:
WENDESCHNEIDPLATTEN (WSP) / VÁLTÓ
- Seite 78 und 79:
SSO09 WENDESCHNEIDPLATTEN (WSP) / V
- Seite 80 und 81:
WENDESCHNEIDPLATTEN (WSP) / VÁLTÓ
- Seite 82 und 83:
SSE09 WENDESCHNEIDPLATTEN (WSP) / V
- Seite 84 und 85:
SSD09 WENDESCHNEIDPLATTEN (WSP) / V
- Seite 86 und 87:
N-SSO09 WENDESCHNEIDPLATTEN (WSP) /
- Seite 88 und 89:
2516 WENDESCHNEIDPLATTEN (WSP) / V
- Seite 90 und 91:
2636 WENDESCHNEIDPLATTEN (WSP) / V
- Seite 92 und 93:
SCC WENDESCHNEIDPLATTEN (WSP) / VÁ
- Seite 94 und 95:
WENDESCHNEIDPLATTEN (WSP) / VÁLTÓ
- Seite 96 und 97:
WENDESCHNEIDPLATTEN (WSP) / VÁLTÓ
- Seite 98 und 99:
Fräserbezeichnung Marófej jelöl
- Seite 100 und 101:
WENDESCHNEIDPLATTEN (WSP) / VÁLTÓ
- Seite 102 und 103:
WENDESCHNEIDPLATTEN (WSP) / VÁLTÓ
- Seite 104 und 105:
WENDESCHNEIDPLATTEN (WSP) / VÁLTÓ
- Seite 106 und 107:
WENDESCHNEIDPLATTEN (WSP) / VÁLTÓ
- Seite 108 und 109:
WENDESCHNEIDPLATTEN (WSP) / VÁLTÓ
- Seite 110 und 111:
WENDESCHNEIDPLATTEN (WSP) / VÁLTÓ
- Seite 112 und 113:
SRC-A WENDESCHNEIDPLATTEN (WSP) / V
- Seite 114 und 115:
K2-SRC.. RC LC LC LC-KP Gelagertes
- Seite 116 und 117:
Fräserdurchmesser Maró átmérőj
- Seite 118 und 119:
K2-SLC.. LC LC-KP LC 12..RI LC KP L
- Seite 120 und 121:
Fräserdurchmesser Maró átmérőj
- Seite 122 und 123:
WENDESCHNEIDPLATTEN (WSP) / VÁLTÓ
- Seite 124 und 125:
WENDESCHNEIDPLATTEN (WSP) / VÁLTÓ
- Seite 126 und 127:
WENDESCHNEIDPLATTEN (WSP) / VÁLTÓ
- Seite 128 und 129:
WENDESCHNEIDPLATTEN (WSP) / VÁLTÓ
- Seite 130 und 131:
SAP15D WENDESCHNEIDPLATTEN (WSP) /
- Seite 132 und 133:
SSAP WENDESCHNEIDPLATTEN (WSP) / V
- Seite 134 und 135:
SSAP-A WENDESCHNEIDPLATTEN (WSP) /
- Seite 136 und 137:
WENDESCHNEIDPLATTEN (WSP) / VÁLTÓ
- Seite 138 und 139:
WENDESCHNEIDPLATTEN (WSP) / VÁLTÓ
- Seite 140 und 141:
139 PLANFRÄSER SÍKMARÓK SCHAFTFR
- Seite 142 und 143:
S90SN WENDESCHNEIDPLATTEN (WSP) / V
- Seite 144 und 145:
Gelagertes Sort. / Raktározott té
- Seite 146 und 147:
S90SN-R WENDESCHNEIDPLATTEN (WSP) /
- Seite 148 und 149:
S90(CN)XN WENDESCHNEIDPLATTEN (WSP)
- Seite 150 und 151:
S90CN(XN)-R Fräserdurchmesser Mar
- Seite 152 und 153:
ISO BEZEICHNUNGSSYSTEM - WENDESCHNE
- Seite 154 und 155:
WENDESCHNEIDPLATTEN VÁLTÓLAPKÁK
- Seite 156 und 157:
WENDESCHNEIDPLATTEN VÁLTÓLAPKÁK
- Seite 158 und 159:
WENDESCHNEIDPLATTEN VÁLTÓLAPKÁK
- Seite 160 und 161:
WENDESCHNEIDPLATTEN VÁLTÓLAPKÁK
- Seite 162 und 163:
WENDESCHNEIDPLATTEN VÁLTÓLAPKÁK
- Seite 164 und 165:
WENDESCHNEIDPLATTEN VÁLTÓLAPKÁK
- Seite 166 und 167:
WENDESCHNEIDPLATTEN VÁLTÓLAPKÁK
- Seite 168 und 169:
WENDESCHNEIDPLATTEN VÁLTÓLAPKÁK
- Seite 170 und 171:
WENDESCHNEIDPLATTEN VÁLTÓLAPKÁK
- Seite 172 und 173:
WENDESCHNEIDPLATTEN VÁLTÓLAPKÁK
- Seite 174 und 175:
WENDESCHNEIDPLATTEN VÁLTÓLAPKÁK
- Seite 176 und 177:
WENDESCHNEIDPLATTEN VÁLTÓLAPKÁK
- Seite 178 und 179:
WENDESCHNEIDPLATTEN VÁLTÓLAPKÁK
- Seite 180 und 181:
WENDESCHNEIDPLATTEN VÁLTÓLAPKÁK
- Seite 182 und 183:
WENDESCHNEIDPLATTEN VÁLTÓLAPKÁK
- Seite 184 und 185:
WENDESCHNEIDPLATTEN VÁLTÓLAPKÁK
- Seite 186 und 187:
WENDESCHNEIDPLATTEN VÁLTÓLAPKÁK
- Seite 188 und 189:
WENDESCHNEIDPLATTEN VÁLTÓLAPKÁK
- Seite 190 und 191:
WENDESCHNEIDPLATTEN VÁLTÓLAPKÁK
- Seite 192 und 193:
WENDESCHNEIDPLATTEN VÁLTÓLAPKÁK
- Seite 194 und 195:
WENDESCHNEIDPLATTEN VÁLTÓLAPKÁK
- Seite 196 und 197:
WENDESCHNEIDPLATTEN VÁLTÓLAPKÁK
- Seite 198 und 199:
WENDESCHNEIDPLATTEN VÁLTÓLAPKÁK
- Seite 200 und 201:
WENDESCHNEIDPLATTEN VÁLTÓLAPKÁK
- Seite 202 und 203:
WENDESCHNEIDPLATTEN VÁLTÓLAPKÁK
- Seite 204 und 205:
WENDESCHNEIDPLATTEN VÁLTÓLAPKÁK
- Seite 206 und 207:
TECHNISCHER TEIL MŰSZAKI RÉSZ Kap
- Seite 208 und 209:
Tabelle Nr. 3 3. sz. táblázat art
- Seite 210 und 211:
Tabelle Nr. 3 3. sz. táblázat art
- Seite 212 und 213:
Tabelle Nr. 4 4. sz. táblázat Anz
- Seite 214 und 215:
Tabelle Nr. 4 4. sz. táblázat Anz
- Seite 216 und 217:
Tabelle Nr. 4 4. sz. táblázat Anz
- Seite 218 und 219:
Tabelle Nr. 4 4. sz. táblázat Anz
- Seite 220 und 221:
Tabelle Nr. 4 4. sz. táblázat Anz
- Seite 222 und 223:
Tabelle Nr. 4 4. sz. táblázat Anz
- Seite 224 und 225:
Tabelle Nr. 4 4. sz. táblázat Anz
- Seite 226 und 227: Tabelle Nr. 4 4. sz. táblázat Anz
- Seite 228 und 229: Tabelle Nr. 4 4. sz. táblázat Anz
- Seite 230 und 231: Tabelle Nr. 4 4. sz. táblázat Anz
- Seite 232 und 233: Tabelle Nr. 4 4. sz. táblázat Anz
- Seite 234 und 235: Tabelle Nr. 4 4. sz. táblázat Anz
- Seite 236 und 237: Tabelle Nr. 4 4. sz. táblázat Anz
- Seite 238 und 239: Tabelle Nr. 4 4. sz. táblázat Anz
- Seite 240 und 241: Tabelle Nr. 4 4. sz. táblázat Anz
- Seite 242 und 243: Tabelle Nr. 4 4. sz. táblázat Anz
- Seite 244 und 245: Tabelle Nr. 4 4. sz. táblázat Anz
- Seite 246 und 247: Tabelle Nr. 4 4. sz. táblázat Anz
- Seite 248 und 249: Tabelle Nr. 4 4. sz. táblázat Anz
- Seite 250 und 251: Tabelle Nr. 4 4. sz. táblázat Anz
- Seite 252 und 253: Tabelle Nr. 4 4. sz. táblázat Anz
- Seite 254 und 255: Tabelle Nr. 4 4. sz. táblázat Anz
- Seite 256 und 257: Tabelle Nr. 4 4. sz. táblázat Anz
- Seite 258 und 259: Tabelle Nr. 4 4. sz. táblázat Anz
- Seite 260 und 261: Tabelle Nr. 5b 5b sz. táblázat Sc
- Seite 262 und 263: Tabelle Nr. 5d 5d sz. táblázat Sc
- Seite 264 und 265: Tabelle Nr. 5f 5f sz. táblázat Sc
- Seite 266 und 267: Tabelle Nr. 5g 5g sz. táblázat Sc
- Seite 268 und 269: 1. Schritt 1: Reihen Sie das zu bea
- Seite 270 und 271: P Tabelle Nr. 6b 6b sz. táblázat
- Seite 272 und 273: M Tabelle Nr. 7b 7b sz. táblázat
- Seite 274 und 275: K Tabelle Nr. 8b 8b sz. táblázat
- Seite 278 und 279: S Tabelle Nr. 10b 10b sz. tábláza
- Seite 280 und 281: H Tabelle Nr. 11b 11b sz. tábláza
- Seite 282 und 283: In folgender Tabelle Nr.12 sind die
- Seite 284 und 285: SCHRITTWEISES EINTAUCHEN LÉPCSŐZE
- Seite 286 und 287: SCHRÄGEINTAUCHEN FERDE RAMPOLÁS S
- Seite 288 und 289: EINTAUCHEN DURCH SPIRALBEWEGUNG SPI
- Seite 290 und 291: HOCHGESCHWINDIGKEITS (HFC) - FRÄSE
- Seite 292 und 293: KOPIERFRÄSER TYP RC TECHNOLOGISCHE
- Seite 294 und 295: ZERSPANUNGSWERKZEUGE ZUM ANFASEN Sx
- Seite 296 und 297: TECHNOLOGISCHE MöGLICHKEITEN DER W
- Seite 298 und 299: Abbildung / Ábra VERSCHLEISSARTEN
- Seite 300 und 301: Abbildung / Ábra Abbildung / Ábra
- Seite 302 und 303: Abbildung / Ábra GRATBILDUNG SORJA
- Seite 304 und 305: Tabelle Nr. 13 13. sz. táblázat G
- Seite 306 und 307: Abbildung Nr. 5 NOMOGRAMME ZUR BEST
- Seite 308 und 309: vom Winkel j in Abhängigkeit von h
- Seite 310 und 311: Fräserbezeichnung Marófej jelöl
- Seite 312 und 313: Fräserbezeichnung Marófej jelöl
- Seite 314 und 315: Bezeichnung der Schraube Csavarjel
- Seite 316 und 317: Tabelle Nr.14 Táblázat 14 KALKULA
- Seite 318: www.pramet.com BRAZIL • Pramet In