B 355-CE - Hunger Maschinen GmbH I Kaufering
B 355-CE - Hunger Maschinen GmbH I Kaufering
B 355-CE - Hunger Maschinen GmbH I Kaufering

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
Bedienungsanleitung B <strong>355</strong>-<strong>CE</strong><br />
10. Aufspannen u. Bearbeiten von Kupplungs-Schwungscheiben (Forts.)<br />
10.2 Bearbeiten von Kupplungs-Schwungscheiben mit Umfangsschliff (Forts.)<br />
10.2.2 Schleifen von Schwungscheiben (Forts.)<br />
Aufspannen der Doppelaufnahme (122)<br />
Zum Schleifen von Schwungscheiben wird<br />
normalerweise die Doppelaufnahme (122)<br />
verwendet.<br />
Stahlhalter (120) aus der unteren Bohrung<br />
der Doppelaufnahme entfernen und statt<br />
dessen in diese Bohrung Schleifmaschine<br />
(151) einsetzen.<br />
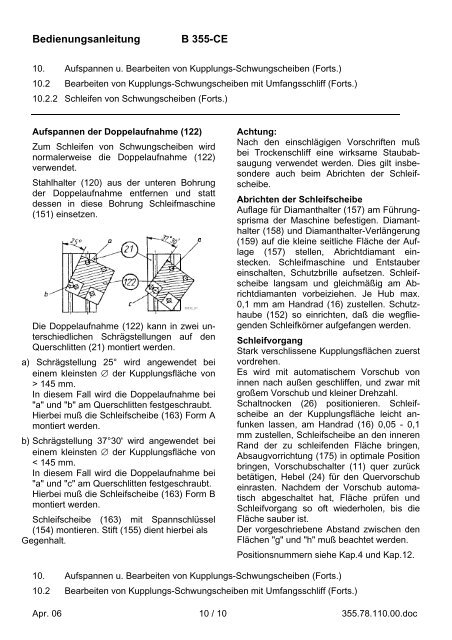
Die Doppelaufnahme (122) kann in zwei unterschiedlichen<br />
Schrägstellungen auf den<br />
Querschlitten (21) montiert werden.<br />
a) Schrägstellung 25° wird angewendet bei<br />
einem kleinsten ∅ der Kupplungsfläche von<br />
> 145 mm.<br />
In diesem Fall wird die Doppelaufnahme bei<br />
"a" und "b" am Querschlitten festgeschraubt.<br />
Hierbei muß die Schleifscheibe (163) Form A<br />
montiert werden.<br />
b) Schrägstellung 37°30' wird angewendet bei<br />
einem kleinsten ∅ der Kupplungsfläche von<br />
< 145 mm.<br />
In diesem Fall wird die Doppelaufnahme bei<br />
"a" und "c" am Querschlitten festgeschraubt.<br />
Hierbei muß die Schleifscheibe (163) Form B<br />
montiert werden.<br />
Schleifscheibe (163) mit Spannschlüssel<br />
(154) montieren. Stift (155) dient hierbei als<br />
Gegenhalt.<br />
Achtung:<br />
Nach den einschlägigen Vorschriften muß<br />
bei Trockenschliff eine wirksame Staubabsaugung<br />
verwendet werden. Dies gilt insbesondere<br />
auch beim Abrichten der Schleifscheibe.<br />
Abrichten der Schleifscheibe<br />
Auflage für Diamanthalter (157) am Führungsprisma<br />
der Maschine befestigen. Diamanthalter<br />
(158) und Diamanthalter-Verlängerung<br />
(159) auf die kleine seitliche Fläche der Auflage<br />
(157) stellen, Abrichtdiamant einstecken.<br />
Schleifmaschine und Entstauber<br />
einschalten, Schutzbrille aufsetzen. Schleifscheibe<br />
langsam und gleichmäßig am Abrichtdiamanten<br />
vorbeiziehen. Je Hub max.<br />
0,1 mm am Handrad (16) zustellen. Schutzhaube<br />
(152) so einrichten, daß die wegfliegenden<br />
Schleifkörner aufgefangen werden.<br />
Schleifvorgang<br />
Stark verschlissene Kupplungsflächen zuerst<br />
vordrehen.<br />
Es wird mit automatischem Vorschub von<br />
innen nach außen geschliffen, und zwar mit<br />
großem Vorschub und kleiner Drehzahl.<br />
Schaltnocken (26) positionieren. Schleifscheibe<br />
an der Kupplungsfläche leicht anfunken<br />
lassen, am Handrad (16) 0,05 - 0,1<br />
mm zustellen, Schleifscheibe an den inneren<br />
Rand der zu schleifenden Fläche bringen,<br />
Absaugvorrichtung (175) in optimale Position<br />
bringen, Vorschubschalter (11) quer zurück<br />
betätigen, Hebel (24) für den Quervorschub<br />
einrasten. Nachdem der Vorschub automatisch<br />
abgeschaltet hat, Fläche prüfen und<br />
Schleifvorgang so oft wiederholen, bis die<br />
Fläche sauber ist.<br />
Der vorgeschriebene Abstand zwischen den<br />
Flächen "g" und "h" muß beachtet werden.<br />
Positionsnummern siehe Kap.4 und Kap.12.<br />
10. Aufspannen u. Bearbeiten von Kupplungs-Schwungscheiben (Forts.)<br />
10.2 Bearbeiten von Kupplungs-Schwungscheiben mit Umfangsschliff (Forts.)<br />
Apr. 06 10 / 10 <strong>355</strong>.78.110.00.doc