

QuadCut Aussengewindeplatten - Iws-tools.de
QuadCut Aussengewindeplatten - Iws-tools.de
QuadCut Aussengewindeplatten - Iws-tools.de

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
<strong>QuadCut</strong> Technische Informationen<br />
SCHNITTDATEN<br />
Empfohlene Schnittgeschwindigkeiten in m/min für verschie<strong>de</strong>ne Werkstoffe und HM-Qualitäten.<br />
Werkstoff<br />
Kohlenstoffstahl ≤ 650N/mm2 Kohlenstoffstahl 650-850N/mm2 Legierter und warmfester Stahl<br />
Rostfreier Stahl<br />
Stahlguss HB 180-250<br />
Nicht-Eisen Metalle<br />
ANZAHL DER ZUSTELLUNGEN<br />
DieTabelle gibt nur allgemeine Empfehlungen.<br />
Steigung mm<br />
Steigung TPI<br />
Zustellungen<br />
10<br />
0.5<br />
48<br />
4-6<br />
0.75<br />
32<br />
4-7<br />
1.0<br />
24<br />
4-8<br />
1.25<br />
20<br />
5-9<br />
1.5<br />
16<br />
6-10<br />
T10 / K20<br />
70-90<br />
70-90<br />
-400<br />
1.75<br />
14<br />
7-12<br />
T10C / K20C<br />
180-220<br />
130-190<br />
120-160<br />
90-170<br />
T10R / K20R<br />
210-250<br />
150-210<br />
140-180<br />
110-200<br />
130-170<br />
-600<br />
C20<br />
180-400<br />
150-350<br />
150-350<br />
150-350<br />
2.0 2.5 3.0 3.5 4.0 4.5 5.0 5.5 6.0<br />
12 10 8 7 6 5.5 5 4.5 4<br />
7-12 8-14 10-16 11-18 11-18 11-19 12-20 12-20 12-20<br />
Die o.g. Empfehlungen sind für Aussenvollprofile UN, ISO und Whitworth beabsichtigt. FürTrapez, ACME, NPT und Innenprofile wen<strong>de</strong>n Sie sich an Ihren lokale <strong>QuadCut</strong>-Händler.<br />
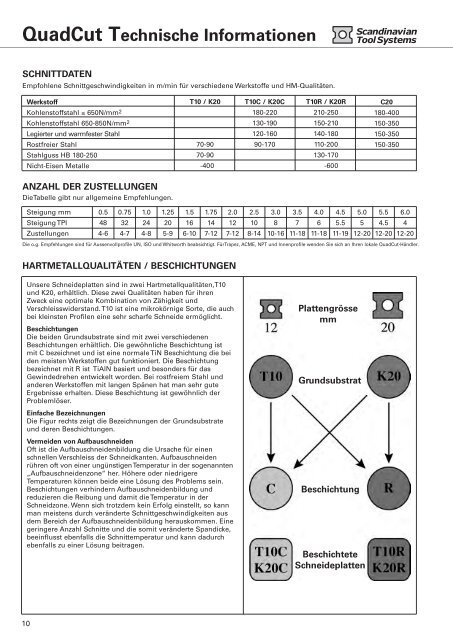
HARTMETALLQUALITÄTEN / BESCHICHTUNGEN<br />
Unsere Schnei<strong>de</strong>platten sind in zwei Hartmetallqualitäten,T10<br />
und K20, erhältlich. Diese zwei Qualitäten haben für ihren<br />
Zweck eine optimale Kombination von Zähigkeit und<br />
Verschleisswi<strong>de</strong>rstand. T10 ist eine mikrokörnige Sorte, die auch<br />
bei kleinsten Profilen eine sehr scharfe Schnei<strong>de</strong> ermöglicht.<br />
Beschichtungen<br />
Die bei<strong>de</strong>n Grundsubstrate sind mit zwei verschie<strong>de</strong>nen<br />
Beschichtungen erhältlich. Die gewöhnliche Beschichtung ist<br />
mit C bezeichnet und ist eine normale TiN Beschichtung die bei<br />
<strong>de</strong>n meisten Werkstoffen gut funktioniert. Die Beschichtung<br />
bezeichnet mit R ist TiAlN basiert und beson<strong>de</strong>rs für das<br />
Gewin<strong>de</strong>drehen entwickelt wor<strong>de</strong>n. Bei rostfreiem Stahl und<br />
an<strong>de</strong>ren Werkstoffen mit langen Spänen hat man sehr gute<br />
Ergebnisse erhalten. Diese Beschichtung ist gewöhnlich <strong>de</strong>r<br />
Problemlöser.<br />
Einfache Bezeichnungen<br />
Die Figur rechts zeigt die Bezeichnungen <strong>de</strong>r Grundsubstrate<br />
und <strong>de</strong>ren Beschichtungen.<br />
Vermei<strong>de</strong>n von Aufbauschnei<strong>de</strong>n<br />
Oft ist die Aufbauschnei<strong>de</strong>nbildung die Ursache für einen<br />
schnellen Verschleiss <strong>de</strong>r Schneidkanten. Aufbauschnei<strong>de</strong>n<br />
rühren oft von einer ungünstigen Temperatur in <strong>de</strong>r sogenannten<br />
„Aufbauschnei<strong>de</strong>nzone“ her. Höhere o<strong>de</strong>r niedrigere<br />
Temperaturen können bei<strong>de</strong> eine Lösung <strong>de</strong>s Problems sein.<br />
Beschichtungen verhin<strong>de</strong>rn Aufbauschnei<strong>de</strong>nbildung und<br />
reduzieren die Reibung und damit die Temperatur in <strong>de</strong>r<br />
Schneidzone. Wenn sich trotz<strong>de</strong>m kein Erfolg einstellt, so kann<br />
man meistens durch verän<strong>de</strong>rte Schnittgeschwindigkeiten aus<br />
<strong>de</strong>m Bereich <strong>de</strong>r Aufbauschnei<strong>de</strong>nbildung herauskommen. Eine<br />
geringere Anzahl Schnitte und die somit verän<strong>de</strong>rte Spandicke,<br />
beeinflusst ebenfalls die Schnittemperatur und kann dadurch<br />
ebenfalls zu einer Lösung beitragen.<br />
Plattengrösse<br />
mm<br />
Grundsubstrat<br />
Beschichtung<br />
Beschichtete<br />
Schnei<strong>de</strong>platten