FRIAFIT®-Abwassersystem für Freispiegelleitungen und PE ...
FRIAFIT®-Abwassersystem für Freispiegelleitungen und PE ...
FRIAFIT®-Abwassersystem für Freispiegelleitungen und PE ...

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
Stand 28.08.2013<br />
8.7 Sattel schweißen<br />
30<br />
HINWEIS<br />
Nur Schweißgeräte verwenden, die<br />
vom Hersteller in ihrer Funktion <strong>für</strong><br />
die Verarbeitung von FRIAFIT-<br />
Abwasser sättel zugelassen sind:<br />
(FRIAMAT ® -Schweißgeräte außer<br />
FRIAMAT ® L/LE). Siehe DVS 2207,<br />
Teil 1, 5.2.<br />
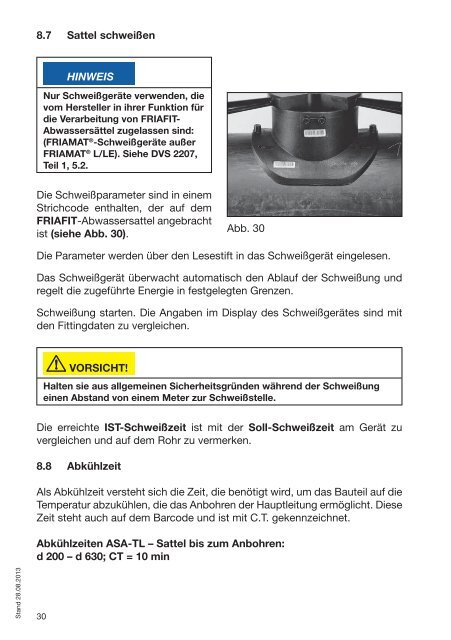
Die Schweißparameter sind in einem<br />
Strichcode enthalten, der auf dem<br />
FRIAFIT-Abwassersattel angebracht<br />
ist (siehe Abb. 30).<br />
Die Parameter werden über den Lesestift in das Schweißgerät eingelesen.<br />
Das Schweißgerät überwacht automatisch den Ablauf der Schweißung <strong>und</strong><br />
regelt die zugeführte Energie in festgelegten Grenzen.<br />
Schweißung starten. Die Angaben im Display des Schweißgerätes sind mit<br />
den Fittingdaten zu vergleichen.<br />
VORSICHT!<br />
Halten sie aus allgemeinen Sicherheitsgründen während der Schweißung<br />
einen Abstand von einem Meter zur Schweißstelle.<br />
Die erreichte IST-Schweißzeit ist mit der Soll-Schweißzeit am Gerät zu<br />
vergleichen <strong>und</strong> auf dem Rohr zu vermerken.<br />
8.8 Abkühlzeit<br />
Abb. 30<br />
Als Abkühlzeit versteht sich die Zeit, die benötigt wird, um das Bauteil auf die<br />
Temperatur abzukühlen, die das Anbohren der Hauptleitung ermöglicht. Diese<br />
Zeit steht auch auf dem Barcode <strong>und</strong> ist mit C.T. gekennzeichnet.<br />
Abkühlzeiten ASA-TL – Sattel bis zum Anbohren:<br />
d 200 – d 630; CT = 10 min