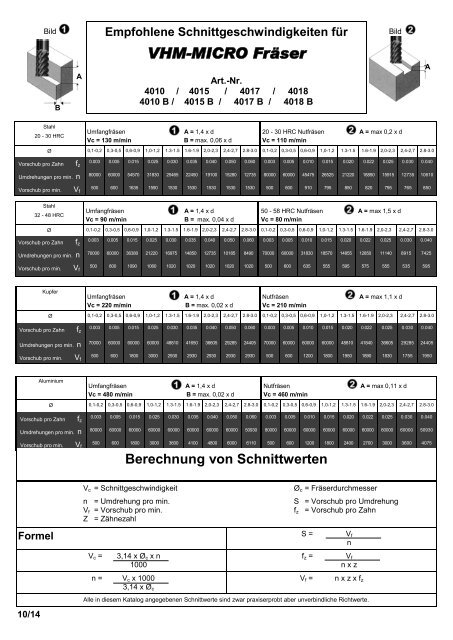
Bild Ê Empfohlene Schnittgeschwindigkeiten für Bild Ë B A VHM-MICRO Fräser Art.-Nr. 4010 / 4015 / 4017 / 4018 4010 B / 4015 B / 4017 B / 4018 B A Stahl 20 - 30 HRC Umfangfräsen Ê A = 1,4 x d Vc = 130 m/min B = max. 0,06 x d 20 - 30 HRC Nutfräsen Ë A = max 0,2 x d Vc = 110 m/min Ø 0,1-0,2 0,3-0,5 0,6-0,9 1,0-1,2 1.3-1.5 1.6-1.9 2,0-2,3 2,4-2,7 2.8-3.0 0,1-0,2 0,3-0,5 0,6-0,9 1,0-1,2 1.3-1.5 1.6-1.9 2,0-2,3 2,4-2,7 2.8-3.0 0.003 Vorschub pro Zahn f 0.005 0.015 0.025 0.030 0.035 0.040 0.050 0.060 0.003 0.005 0.010 0.015 0.020 0.022 0.025 0.030 0.040 z 80000 54570 31830 25465 22450 19100 12735 45475 26525 21220 18850 15915 12735 Umdrehungen pro min. n 60000 15280 80000 60000 10610 500 600 1635 1590 1530 1530 1530 1530 1530 500 600 910 795 850 820 795 765 850 Vorschub pro min. V f Stahl 32 - 48 HRC Umfangfräsen Vc = 90 m/min Ê A = 1,4 x d B = max. 0,04 x d 50 - 58 HRC Nutfräsen Ë A = max 1,5 x d Vc = 80 m/min Ø 0,1-0,2 0,3-0,5 0,6-0,9 1,0-1,2 1.3-1.5 1.6-1.9 2,0-2,3 2,4-2,7 2.8-3.0 0,1-0,2 0,3-0,5 0,6-0,9 1,0-1,2 1.3-1.5 1.6-1.9 2,0-2,3 2,4-2,7 2.8-3.0 0.003 0.005 0.015 0.025 0.030 0.035 0.040 0.050 0.060 0.003 0.005 0.010 0.015 0.020 0.022 0.025 0.030 0.040 Vorschub pro Zahn f z 70000 60000 36380 21220 16975 14850 12735 10185 8490 70000 60000 31830 18570 14855 12850 11140 8915 7425 Umdrehungen pro min. n 500 600 1090 1060 1020 1020 1020 1020 1020 500 600 635 555 595 575 555 535 595 Vorschub pro min. V f Kupfer Umfangfräsen Ê A = 1,4 x d Vc = 220 m/min B = max. 0,02 x d Nutfräsen Vc = 210 m/min Ë A = max 1,1 x d Ø 0,1-0,2 0,3-0,5 0,6-0,9 1,0-1,2 1.3-1.5 1.6-1.9 2,0-2,3 2,4-2,7 2.8-3.0 0,1-0,2 0,3-0,5 0,6-0,9 1,0-1,2 1.3-1.5 1.6-1.9 2,0-2,3 2,4-2,7 2.8-3.0 0.003 0.005 0.015 0.025 0.030 0.035 0.040 0.050 0.060 0.003 0.005 0.010 0.015 0.020 0.022 0.025 0.030 0.040 Vorschub pro Zahn f z 70000 60000 60000 60000 48810 41650 36605 29285 24405 70000 60000 60000 60000 48810 41840 36605 29285 24405 Umdrehungen pro min. n 500 600 1800 3000 2930 2930 2930 2930 2930 500 600 1200 1800 1950 1890 1830 1755 1950 Vorschub pro min. V f Aluminium Umfangfräsen Ê A = 1,4 x d Vc = 480 m/min B = max. 0,02 x d Nutfräsen Vc = 460 m/min Ë A = max 0,11 x d Ø 0,1-0,2 0,3-0,5 0,6-0,9 1,0-1,2 1.3-1.5 1.6-1.9 2,0-2,3 2,4-2,7 2.8-3.0 0,1-0,2 0,3-0,5 0,6-0,9 1,0-1,2 1.3-1.5 1.6-1.9 2,0-2,3 2,4-2,7 2.8-3.0 0.003 0.005 0.015 0.025 0.030 0.035 0.040 0.050 0.060 0.003 0.005 0.010 0.015 0.020 0.022 0.025 0.030 0.040 Vorschub pro Zahn f z 80000 60000 60000 60000 60000 60000 60000 60000 50930 80000 60000 60000 60000 60000 60000 60000 60000 50930 Umdrehungen pro min. n 500 600 1800 3000 3600 4100 4800 6000 6110 500 600 1200 1800 2400 2700 3000 3600 4075 Vorschub pro min. V f Berechnung von Schnittwerten Formel 10/14 V c = Schnittgeschwindigkeit n = Umdrehung pro min. V f = Vorschub pro min. Z = Zähnezahl V c = 3,14 x Ø c x n 1000 n = V c x 1000 3,14 x Ø c Ø c = Fräserdurchmesser S = Vorschub pro Umdrehung f z = Vorschub pro Zahn Alle in diesem Katalog angegebenen Schnittwerte sind zwar praxiserprobt aber unverbindliche Richtwerte. S = f z = V f = V f n V f n x z n x z x f z
Empfohlene Schnittgeschwindigkeiten für ... TWIX - VHM - Hochleistungsbohrer ohne Innenkühlung 7900 / 7910 / 7920 / 7930 / 7940 / 8000 / 8010 / 8070 / 8075 Werkstoffgruppe Festigkeit / Härte Werkstoffe Schnittgeschwindigkeit Vc (m/min) Vorschub pro Umdrehung (mm) bezogen auf Bohrerdurchmesserbereich 3-6 6-9 9-13 13-17 17-20 3-6 6-9 9-13 13-17 17-20 Unlegierte 7900-7940 Stähle 8000-8075 Stahlguss bis 600 N/mm 2 C22, GS38, St37, St42 über 700 N/mm 2 C45, GS62, St70 bis 700 N/mm 2 C35, GS52, St50, St60 90-110 80-100 70- 90 0,12-0,16 0,12-0,16 0,12-0,18 0,17-0,23 0,17-0,23 0,17-0,26 0,20-0,28 0,20-0,28 0,20-0,33 0,22-0,33 0,22-0,33 0,22-0,36 0,27-0,38 0,27-0,38 0,27-0,40 Legierte 7900-7940 Stähle 8000-8075 bis 900 N/mm 2 C60, 50CrNi13, 42CrMo4, 16MnCr45, über 1000 N/mm 2 34 CrAINi7, X210Cr12 bis 1000 N/mm 2 100Cr6, 90 MnCrV8 60-85 50-70 40-60 0,12-0,18 0,12-0,13 0,12-0,13 0,17-0,26 0,14-0,18 0,14-0,18 0,20-0,33 0,16-0,23 0,16-0,23 0,22-0,36 0,18-0,28 0,18-0,28 0,27-0,40 0,20-0,30 0,20-0,30 Gusseisen 7900-7940 Temper- 8000-8075 guss bis bis über 200 HB 250 HB 250 HB Gg20, GGg40, GTS45 Gg30, GGg60, GTW40 Gg40, GGg70, GTS70 80-100 70- 95 60- 80 0,17-0,23 0,17-0,23 0,14-0,18 0,22-0,33 0,22-0,33 0,17-0,23 0,27-0,43 0,27-0,43 0,22-0,33 0,32-0,48 0,32-0,48 0,27-0,38 0,37-0,53 0,37-0,53 0,27-0,38 Hartguss 7900-7940 8000-8075 350 - 450 HB 40-70 0,08-0,10 0,10-0,12 0,12-0,14 0,14-0,16 0,16-0,18 rost- und 7900-7940 Säurebest. 8000-8075 Stähle X12Cr Nis 18 8 X 10 Cr Ni Nb 189 35-60 0,08-0,10 0,10-0,13 0,12-0,18 0,12-0,18 0,17-0,23 ...TWIX - VHM - Hochleistungsbohrer mit Innenkühlung 7950 / 8020 / 8030 / 8040 / 8050 / 8060 Werkstoffgruppe Festigkeit / Härte Werkstoffe Schnittgeschwindigkeit Vc (m/min) Vorschub pro Umdrehung (mm) bezogen auf Bohrerdurchmesserbereich 3-6 6-9 9-13 13-17 17-20 3-6 6-9 9-13 13-17 17-20 unlegierte 7950 Stähle - Stahlguss 8060 bis 600 N/mm 2 C22, GS38, St37, St42 über 700 N/mm 2 C45, GS62, St70 bis 700 N/mm 2 C35, GS52, St50, St60 105-130 90-115 80-100 0,12-0,16 0,12-0,16 0,12-0,18 0,17-0,23 0,17-0,23 0,17-0,26 0,20-0,28 0,20-0,28 0,20-0,33 0,22-0,33 0,22-0,33 0,22-0,36 0,27-0,38 0,27-0,38 0,27-0,40 legierte 7950 Stähle - 8060 bis 900 N/mm 2 C60, 50CrNi13, 42CrMo4, 16MnCr45, über 1000 N/mm 2 34 CrAINi7, X210Cr12 bis 1000 N/mm 2 100Cr6, 90 MnCrV8 70-95 55-80 45-70 0,12-0,18 0,12-0,13 0,12-0,13 0,17-0,26 0,14-0,18 0,14-0,18 0,20-0,33 0,16-0,23 0,16-0,23 0,22-0,36 0,18-0,28 0,18-0,28 0,27-0,40 0,20-0,30 0,20-0,30 Gusseisen 7950 Temperguss - 8060 bis bis über 200 HB 250 HB 250 HB Gg20, GGg40, GTS45 Gg30, GGg60, GTW40 Gg40, GGg70, GTS70 90-115 80-100 70- 90 0,17-0,23 0,17-0,23 0,14-0,18 0,22-0,33 0,22-0,33 0,17-0,23 0,27-0,43 0,27-0,43 0,22-0,33 0,32-0,48 0,32-0,48 0,27-0,38 0,37-0,53 0,37-0,53 0,32-0,43 Hartguss 7950 - 8060 350 - 450 HB 45-80 0,08-0,10 0,10-0,12 0,12-0,14 0,14-0,16 0,16-0,18 rost- und 7950 säurebest. - Stähle 8060 X12Cr Nis 18 8 X 10 Cr Ni Nb 189 40-70 40-70 0,08-0,10 0,08-0,10 0,10-0,13 0,10-0,13 0,12-0,18 0,12-0,18 0,12-0,18 0,12-0,18 ...TWIX - VHM - Bohrer - Reibahlen ohne Innenkühlung 8100 mit Innenkühlung 8110 / 8120 0,17-0,23 0,17-0,23 Werkstoffgruppe Festigkeit / Härte Werkstoffe ohne I.K. 8100 unlegierte Stähle Stahlguss bis 600 N/mm 2 St 37, St 42, C 22, GS 38 über 700 N/mm 2 St 70, C 45, GS 62 bis 700 N/mm 2 St 50, St, 60, C 35, GS 52 Schnittgeschwindigkeit Vc (m/min) 60-70 60-70 50-60 0,1-0,18 0,1-0,18 0,1-0,2 Vorschub pro Umdrehung (mm) bezogen auf Bohrerdurchmesserbereich 3-6 6-9 9-13 13-17 17-20 0,16-0,25 0,16-0,25 0,16-0,28 0,19-0,3 0,19-0,3 0,19-0,35 0,3-0,35 0,3-0,35 0,3-0,38 0,26-0,4 0,26-0,4 0,26-0,42 8100 8120 bis 600 N/mm 2 St 37, St 42, C 22, GS 38 über 700 N/mm 2 St 70, C 45, GS 62 bis 700 N/mm 2 St 50, St 60, C 35, GS 52 85-100 75-90 65-80 0,1-0,18 0,1-0,18 ^ 0,1-0,2 0,16-0,25 0,16-0,25 0,16-0,28 0,19-0,3 0,19-0,3 0,19-0,35 0,3-0,35 0,3-0,35 0,3-0,38 0,26-0,4 0,26-0,4 0,26-0,42 ohne I.K. 8100 legierte Stähle bis 900 N/mm 2 16MnCr542CrMo4 über 1000 N/mm 2 X210Cr1234CrAlni7 bis 1000 N/mm 2 90MnCrV8100Cr6 40-60 30-50 30-40 0,1-0,2 0,1-0,15 0,1-0,15 0,16-0,28 0,13-0,2 0,13-0,2 0,19-0,35 0,15-0,25 0,15-0,25 0,3-0,38 0,17-0,3 0,17-0,3 0,26-0,42 0,19-0,32 0,19-0,32 8100 8120 bis 900 N/mm 2 16MnCr542CrMo4 über 1000 N/mm 2 X210Cr1234CrAlni7 bis 1000 N/mm 2 90MnCrV8100Cr6 65-70 45-60 45-50 0,1-0,2 0,1-0,15 0,1-0,15 0,16-0,28 0,13-0,2 0,13-0,2 0,19-0,35 0,15-0,25 0,15-0,25 0,3-0,38 0,17-0,3 0,17-0,3 0,26-0,42 0,19-0,32 0,19-0,32 rost und 8110 säurebest. 8120 Stähle X12CRNISX10CrNiNb 35-40 0,06-0,12 0,09-0,15 0,2-0,2 0,2-0,2 0,16-0,25 ohne I.K. 8100 Gusseisen Temperguss bis bis über 200 HB 250 HB 250 HB GG 20, GGG 40, GTS 45 GG 30, GGG 50, GTW 40 GG 40, GGG 70, GTS 70 60-70 50-60 40-50 0,15-0,25 0,15-0,25 0,12-0,2 0,3-0,35 0,3-0,35 0,16-0,25 0,26-0,45 0,26-0,45 0,3-0,35 0,4-0,5 0,4-0,5 0,26-0,04 0,36-0,55 0,36-0,55 0,4-0,45 8110 8120 bis bis über 200 HB 250 HB 250 HB GG 20, GGG 40, GTS 45 GG 30, GGG 50, GTW 40 GG 40, GGG 70, GTS 70 75-90 65-80 65-70 0,15-0,25 0,15-0,2 0,06-0,1 0,3-0,35 0,3-0,35 0,09-0,12 0,26-0,45 0,26-0,45 0,2-0,14 0,4-0,5 0,4-0,5 0,13-0,16 0,36-0,55 0,36-0,55 0,15-0,18 ohne I.K. 8100 Hartguss 350 HB 450 HB 30-50 0,06-0,1 0,09-0,12 0,2-0,14 0,13-0,16 0,15-0,18 8110 8120 350 HB 450 HB 45-60 0,06-0,1 0,09-0,12 0,2-0,14 0,13-0,16 0,15-0,18 10/15
- Seite 1 und 2:
Bi-Metall Bandsägen HM- Bandsägen
- Seite 4 und 5:
WESA «SPEED» Art.-Nr. basp . . .
- Seite 6 und 7:
WESA - HM-Bandsägen G E geschränk
- Seite 8 und 9:
muss muss nicht teurer sein! nicht
- Seite 10 und 11:
Art.-Nr. bahmtrm... Abmessung Kombi
- Seite 12 und 13:
WESA-Metallbandsägen - SPEED WESA-
- Seite 14 und 15:
1/12 Abmessung in mm Art.-Nr. 175 x
- Seite 16 und 17:
WESA - HSS-Metallkreissägen Art. -
- Seite 18 und 19:
A WESA - HSS-Metallkreissägen Lief
- Seite 20 und 21:
WESA - VHM-Kreissägen Art. - Nr. 8
- Seite 22 und 23:
Art.-Nr. 50 Art.-Nr. 55 WESA WESA U
- Seite 24 und 25:
W E S A HM - Kreissägen - ALU-POSI
- Seite 26 und 27:
WESA HM - Kreissägen- ALU- NEGATIV
- Seite 28 und 29:
W E S A Vielzweck - HM - Kreissäge
- Seite 30 und 31:
W E S A Zuschnitt-Bau-HM-Kreissäge
- Seite 32 und 33:
WESA HM - Super - Bausäge Für sch
- Seite 34 und 35:
W E S A HM - Handkreissägen Das wi
- Seite 36 und 37:
W E S A HM - Hohl- Dach- Flach Krei
- Seite 38 und 39:
WESA - CV-Holzkreissägen 1/36 Best
- Seite 40 und 41:
WESA-HSS WESA-HSS-Kombi Die altbew
- Seite 42 und 43:
Art.-Nr. hafl 50 Stk. pro Paket CHF
- Seite 44 und 45:
Art.-Nr. 7000 Art.-Nr. 7010 Schlich
- Seite 46 und 47:
2/4 Universal einsetzbar für sämt
- Seite 48 und 49:
HSSE-Co 8 Schlichtfräser 1071 W Ku
- Seite 50 und 51:
1900 W Pulverstahl - Bohrnutenfräs
- Seite 52 und 53:
Pulverstahl - Schlichtfräser ASP 2
- Seite 54 und 55:
2/12 Universal einsetzbar für säm
- Seite 56 und 57:
1241 W HSSE-Co 8 ALU-Schruppfräser
- Seite 58 und 59:
ASP + HSS-E Co8 Schaftfräser im Pr
- Seite 60 und 61:
HSSE-Co 8 Schlichtfräser extra lan
- Seite 62 und 63:
1470 HSSE Scheibenfräser kreuzverz
- Seite 64 und 65:
HSSE - Co8 Schlitzfräser 1482 W 14
- Seite 66 und 67:
HSSE - Co8 - Viertelkreisfräser 14
- Seite 68 und 69:
HSSE - Co - Halbkreisfräser 1497 1
- Seite 70 und 71:
VHM-Schaftfräser HighSpeed Seite H
- Seite 72 und 73:
EXTREM - SPEED - ALU EXTREM - SPEED
- Seite 74 und 75:
EXTREM - SPEED - ALU EXTREM - SPEED
- Seite 76 und 77:
VHM ALU-Schruppfräser HSC + HPC 40
- Seite 78 und 79:
3/10
- Seite 80 und 81:
DIAMOND Art.-Nr. 3098 H S C 10 x
- Seite 82 und 83:
VHM MICRO-Fräser lang HSC 4017 B E
- Seite 84 und 85:
VHM Mini-3-Schneiden-Fräser kurz 4
- Seite 86 und 87:
VHM Schaftfräser 4040 4040 W B 404
- Seite 88 und 89:
VHM Schaftfräser kurz 4060 4060 B
- Seite 90 und 91:
VHM Schaftfräser extra lang 4080 4
- Seite 92 und 93:
VHM Radiusfräser HSC + 3 D 4095 40
- Seite 94 und 95:
Ø VHM Kugelkopffräser lang High S
- Seite 96 und 97:
5020 B 5020 WB VHM Cutter Hartfräs
- Seite 98 und 99:
5040 B 5040 WB VHM Schaftfräser Hi
- Seite 100 und 101:
VHM Schlichtfräser lang mit Schrup
- Seite 102 und 103:
VHM Feinschruppfräser HPC 5055 WB
- Seite 104 und 105:
VHM Schaftfräser X-TREME lang mit
- Seite 106 und 107:
VHM Gesenkfräser konisch HSC + 3 D
- Seite 108 und 109:
VHM Fasenfräser 4 Arbeitsgänge =
- Seite 110 und 111:
VHM Schlitzfräser kreuzverzahnt 60
- Seite 112 und 113:
6025 VHM Viertelkreisfräser 6025 B
- Seite 114 und 115:
VHM Senker 90° bis 60 HRC 6030 603
- Seite 116 und 117:
Art.-Nr. 6200 Best.-Nr. 6200... D L
- Seite 118 und 119:
Hochleistungs- Fräsen + -Drehen Gr
- Seite 120 und 121:
9000 R / 9000 L r=rechts l=links Ab
- Seite 122 und 123:
Klemmdrehhalter VHM - Wendeplatten
- Seite 124 und 125:
Bohrstangen VHM - Wendeplatten ISO-
- Seite 126 und 127:
Prismenfräser 45° + Senker + Nute
- Seite 128 und 129:
Bestell-Beispiel: Art.-Nr. 9330 Ø2
- Seite 130 und 131:
9400R VHM-WP - Planfräser universe
- Seite 132 und 133:
9460 60° VHM-WP-Tangential - Hochl
- Seite 134 und 135:
VHM Indexfräser - VHM 9500 VHM 951
- Seite 136 und 137:
VHM Indexfräser - TIN + beschichte
- Seite 138 und 139:
VHM Indexfräser - Art.-Nr. 9660 B
- Seite 140 und 141:
4/23
- Seite 142 und 143:
High - Flyer HSS - E - Co8 Wechselp
- Seite 144 und 145:
kurz VHM - Wendeplattenbohrer- Halt
- Seite 146 und 147:
HM - Drehstahl rechts HM - DREHSTÄ
- Seite 148 und 149:
Der preisgünstige TWIX - VHM Bohre
- Seite 150 und 151:
TWIX - VHM Spiralbohrer mit 3-Schne
- Seite 152 und 153:
Art.-Nr. 8000 B HA 8000 B HB 8000 B
- Seite 154 und 155:
Art.-Nr. 8020 B HA 8020 B HB 8020 B
- Seite 156 und 157:
TWIX - VHM - 4 Fasen Hochleistungsb
- Seite 158 und 159:
Günstiger, bestückter HM - Bohrer
- Seite 160 und 161:
Bestell-Beispiel: Art.-Nr. 8300 Ø
- Seite 162 und 163:
HSSE - Zentrierbohrer 60º 2500 250
- Seite 164 und 165:
HSS - Spiralbohrer kurz Bestellbeis
- Seite 166 und 167:
6/6 Ø mm Spiral- länge Gesamt- l
- Seite 168 und 169:
Art.-Nr. 2575 Blank Bestellbeispiel
- Seite 170 und 171:
6/10 HSS - Spiralbohrer mit Morseko
- Seite 172 und 173:
HSSE-Co8 Spiralbohrer mit Morsekonu
- Seite 174 und 175:
HSS 2620 HSS- und HSS-E -Co8 Blechs
- Seite 176 und 177:
HSSE-Co Senker 90°/60° 2660 2660
- Seite 178 und 179:
2680 2680 B PLUS - FUTURE beschicht
- Seite 180 und 181:
Art.-Nr. 2710 HSS-E-Co8 - Reibahlen
- Seite 182 und 183:
Höhere Schnittgeschwindigkeiten mi
- Seite 184 und 185:
Ø 1 l2 HSS-E-Co Durchgangsloch-Mas
- Seite 186 und 187:
Durchgangsloch-VHM-Gewindebohrer Ho
- Seite 188 und 189:
Art.-Nr. 2833 HSS-E-Co Kombi - Gewi
- Seite 190 und 191:
HSS Handgewindebohrer, DIN 352 Für
- Seite 192 und 193:
Schneideisen-Halter DIN 225 Zur Auf
- Seite 194 und 195:
WESA - Stichsägen ] ] ] ] ] ] ] ]
- Seite 196 und 197:
WESA - Säbelsägen Ultra stark Hig
- Seite 198 und 199:
VHM Rotorfräser High - Flyer Zylin
- Seite 200 und 201:
VHM Rotorfräser Spitzbogen Form G
- Seite 202 und 203:
VHM Fräser Zylinder Form P Geeigne
- Seite 204 und 205:
WESA - SUPER BI-METALL LOCHSÄGEN M
- Seite 206 und 207:
WESA - HM Vielzwecklochsäge 1050 i
- Seite 208 und 209:
WESA - HM Lochsägen mit Adapter au
- Seite 210 und 211: WESA - HM Cutter-Lochsägen mit Ada
- Seite 212 und 213: WESA - HM Kernlochbohrer High - Fly
- Seite 214 und 215: WESA - HM Kernlochbohrer 1580 schwe
- Seite 216 und 217: WESA - HSSE-Co Kernlochbohrer Weldo
- Seite 218 und 219: HSS-Co-8-Bohrer mit Weldonschaft Ø
- Seite 220 und 221: Typ 3020 Typ 3020 Leistungsstarke u
- Seite 222 und 223: Individuelles Zubehör für Magnetb
- Seite 224 und 225: Automatisches-Sprühöl - Gerät Au
- Seite 226 und 227: Zum trocken sägen von: Stahl + ros
- Seite 228 und 229: Tragbare Universal-Bandsägemaschin
- Seite 230 und 231: Diese neuentwickelte, halbautomatis
- Seite 232 und 233: TECHNISCHE DATEN 90° mm • 45°
- Seite 234 und 235: Diese neuentwickelte, vollautomatis
- Seite 236 und 237: Diese neuentwickelte, vollautomatis
- Seite 238 und 239: Diese neuentwickelte, vollautomatis
- Seite 240 und 241: mit festem Tisch Zum Sägen von Alu
- Seite 242 und 243: Halbautomatisch, links 60° + recht
- Seite 244 und 245: mit festem Tisch zum Sägen von Alu
- Seite 246 und 247: Rollbahntisch mit Messstab links un
- Seite 248 und 249: WESA-BI-METALLBANDSÄGEN M42 P+S =
- Seite 250 und 251: Empfohlene Schnittgeschwindigkeiten
- Seite 252 und 253: WESA - Metallbandsägen - SPEED WES
- Seite 254 und 255: Gruppe A Gruppe B Gruppe C Automate
- Seite 256 und 257: Empfohlene Schnittgeschwindigkeiten
- Seite 258 und 259: Empfohlene Schnittgeschwindigkeiten
- Seite 262 und 263: Empfohlene Schnittgeschwindigkeiten
- Seite 264 und 265: Empfohlene Schnittgeschwindigkeiten
- Seite 266 und 267: CBN + DIAMANT - Hochleistungs - Sch
- Seite 268 und 269: Bestell-Beispiel: Art.-Nr. 11V9 Ø
- Seite 270 und 271: Beschichtungspreise für HSS- und V
- Seite 272: Beschichtungspreise HSS- und VHM-Sc