ZERSPANUNG / SCHNEID- UND SCHABWERKZEUGE 14
ZERSPANUNG / SCHNEID- UND SCHABWERKZEUGE 14
ZERSPANUNG / SCHNEID- UND SCHABWERKZEUGE 14

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
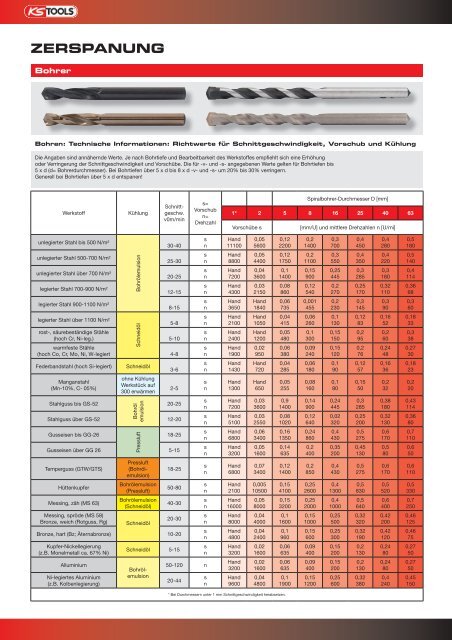
<strong>ZERSPANUNG</strong><br />
Bohrer<br />
Bohren: Technische Informationen: Richtwerte für Schnittgeschwindigkeit, Vorschub und Kühlung<br />
Die Angaben sind annähernde Werte. Je nach Bohrtiefe und Bearbeitbarkeit des Werkstoffes empfiehlt sich eine Erhöhung<br />
oder Verringerung der Schnittgeschwindigkeit und Vorschübe. Die für -v- und -s- angegebenen Werte gelten für Bohrtiefen bis<br />
5 x d (d= Bohrerdurchmesser). Bei Bohrtiefen über 5 x d bis 8 x d -v- und -s- um 20% bis 30% verringern.<br />
Generell bei Bohrtiefen über 5 x d entspanen!<br />
Werkstoff<br />
Kühlung<br />
Schnittgeschw.<br />
v0m/min<br />
s=<br />
Vorschub<br />
n=<br />
Drehzahl<br />
Spiralbohrer-Durchmesser D [mm]<br />
1* 2 5 8 16 25 40 63<br />
Vorschübe s<br />
[mm/U] und mittlere Drehzahlen n [U/mi]<br />
unlegierter Stahl bis 500 N/m²<br />
30-40<br />
s<br />
n<br />
Hand<br />
11100<br />
0,05<br />
5600<br />
0,12<br />
2200<br />
0,2<br />
<strong>14</strong>00<br />
0,3<br />
700<br />
0,4<br />
450<br />
0,4<br />
280<br />
0,5<br />
180<br />
unlegierter Stahl 500-700 N/m²<br />
unlegierter Stahl über 700 N/m²<br />
legierter Stahl 700-900 N/m²<br />
Bohrölemulsion<br />
25-30<br />
20-25<br />
12-15<br />
s<br />
n<br />
s<br />
n<br />
s<br />
n<br />
Hand<br />
8800<br />
Hand<br />
7200<br />
Hand<br />
4300<br />
0,05<br />
4400<br />
0,04<br />
3600<br />
0,03<br />
2150<br />
0,12<br />
1750<br />
0,1<br />
<strong>14</strong>00<br />
0,08<br />
860<br />
0,2<br />
1100<br />
0,15<br />
900<br />
0,12<br />
540<br />
0,3<br />
550<br />
0,25<br />
445<br />
0,2<br />
270<br />
0,4<br />
350<br />
0,3<br />
285<br />
0,25<br />
170<br />
0,4<br />
220<br />
0,3<br />
180<br />
0,32<br />
110<br />
0,5<br />
<strong>14</strong>0<br />
0,4<br />
1<strong>14</strong><br />
0,36<br />
68<br />
legierter Stahl 900-1100 N/m²<br />
8-15<br />
s<br />
n<br />
Hand<br />
3650<br />
Hand<br />
1840<br />
0,06<br />
735<br />
0,001<br />
455<br />
0,2<br />
230<br />
0,3<br />
<strong>14</strong>5<br />
0,3<br />
90<br />
0,3<br />
60<br />
legierter Stahl über 1100 N/m²<br />
5-8<br />
rost-, säurebeständige Stähle<br />
(hoch Cr, Ni-leg.) 5-10<br />
warmfeste Stähle<br />
(hoch Co, Cr, Mo, Ni, W-legiert 4-8<br />
Schneidöl<br />
s<br />
n<br />
s<br />
n<br />
s<br />
n<br />
Hand<br />
2100<br />
Hand<br />
2400<br />
Hand<br />
1900<br />
Hand<br />
1050<br />
Hand<br />
1200<br />
0,02<br />
950<br />
0,04<br />
415<br />
0,05<br />
480<br />
0,06<br />
380<br />
0,06<br />
260<br />
0,1<br />
300<br />
0,09<br />
240<br />
0,1<br />
130<br />
0,15<br />
150<br />
0,15<br />
120<br />
0,12<br />
83<br />
0,2<br />
95<br />
0,2<br />
76<br />
0,16<br />
52<br />
0,2<br />
60<br />
0,24<br />
48<br />
0,18<br />
33<br />
0,3<br />
38<br />
0,27<br />
30<br />
Federbandstahl (hoch Si-legiert)<br />
Schneidöl<br />
3-6<br />
s<br />
n<br />
Hand<br />
<strong>14</strong>30<br />
Hand<br />
720<br />
0,04<br />
285<br />
0,06<br />
180<br />
0,1<br />
90<br />
0,12<br />
57<br />
0,16<br />
36<br />
0,18<br />
23<br />
Manganstahl<br />
(Mn-10%, C- 05%)<br />
ohne Kühlung<br />
Werkstück auf<br />
300 erwärmen<br />
2-5<br />
s<br />
n<br />
Hand<br />
1300<br />
Hand<br />
650<br />
0,05<br />
255<br />
0,08<br />
160<br />
0,1<br />
80<br />
0,15<br />
50<br />
0,2<br />
32<br />
0,2<br />
20<br />
Stahlguss bis GS-52<br />
Bohröl<br />
emulsion<br />
20-25<br />
Stahlguss über GS-52 12-20<br />
s<br />
n<br />
s<br />
n<br />
Hand<br />
7200<br />
Hand<br />
5100<br />
0,03<br />
3600<br />
0,03<br />
2550<br />
0,9<br />
<strong>14</strong>00<br />
0,08<br />
1020<br />
0,<strong>14</strong><br />
900<br />
0,12<br />
640<br />
0,24<br />
445<br />
0,02<br />
320<br />
0,3<br />
285<br />
0,25<br />
200<br />
0,38<br />
180<br />
0,32<br />
130<br />
0,43<br />
1<strong>14</strong><br />
0,36<br />
80<br />
Gusseisen bis GG-26<br />
Pressluft<br />
18-25<br />
Gusseisen über GG 26 5-15<br />
s<br />
n<br />
s<br />
n<br />
Hand<br />
6800<br />
Hand<br />
3200<br />
0,06<br />
3400<br />
0,05<br />
1600<br />
0,16<br />
1350<br />
0,<strong>14</strong><br />
635<br />
0,24<br />
860<br />
0,2<br />
400<br />
0,4<br />
430<br />
0,35<br />
200<br />
0,5<br />
275<br />
0,45<br />
130<br />
0,6<br />
170<br />
0,5<br />
80<br />
0,7<br />
110<br />
0,6<br />
50<br />
Temperguss (GTW/GTS)<br />
Pressluft<br />
(Bohrölemulsion)<br />
18-25<br />
s<br />
n<br />
Hand<br />
6800<br />
0,07<br />
3400<br />
0,12<br />
<strong>14</strong>00<br />
0,2<br />
850<br />
0,4<br />
430<br />
0,5<br />
275<br />
0,6<br />
170<br />
0,6<br />
110<br />
Hüttenkupfer<br />
Bohrölemulsion<br />
(Pressluft)<br />
50-80<br />
s<br />
n<br />
Hand<br />
2100<br />
0,005<br />
10500<br />
0,15<br />
4100<br />
0,25<br />
2600<br />
0,4<br />
1300<br />
0,5<br />
830<br />
0,5<br />
520<br />
0,5<br />
330<br />
Messing, zäh (MS 63)<br />
Bohrölemulsion<br />
(Schneidöl)<br />
40-30<br />
s<br />
n<br />
Hand<br />
16000<br />
0,05<br />
8000<br />
0,15<br />
3200<br />
0,25<br />
2000<br />
0,4<br />
1000<br />
0,5<br />
640<br />
0,6<br />
400<br />
0,7<br />
250<br />
Messing, spröde (MS 58)<br />
Bronze, weich (Rotguss, Rg) Schneidöl<br />
20-30<br />
Bronze, hart (Bz; Äternabronze) 10-20<br />
s<br />
n<br />
s<br />
n<br />
Hand<br />
8000<br />
Hand<br />
4800<br />
0,04<br />
4000<br />
0,04<br />
2400<br />
0,1<br />
1600<br />
0,1<br />
960<br />
0,15<br />
1000<br />
0,15<br />
600<br />
0,25<br />
500<br />
0,25<br />
300<br />
0,32<br />
320<br />
0,32<br />
190<br />
0,42<br />
200<br />
0,42<br />
120<br />
0,46<br />
125<br />
0,46<br />
75<br />
Kupfer-Nickellegierung<br />
(z.B. Monelmetall ca. 67% Ni)<br />
Schneidöl 5-15<br />
s<br />
n<br />
Hand<br />
3200<br />
0,02<br />
1600<br />
0,06<br />
635<br />
0,09<br />
400<br />
0,15<br />
200<br />
0,2<br />
130<br />
0,24<br />
80<br />
0,27<br />
50<br />
Alluminium<br />
Ni-legiertes Aluminium<br />
(z.B. Kolbenlegierung)<br />
Bohrölemulsion<br />
50-120 n<br />
20-44<br />
s<br />
n<br />
Hand<br />
3200<br />
Hand<br />
9600<br />
0,02<br />
1600<br />
0,04<br />
4800<br />
0,06<br />
635<br />
0,1<br />
1900<br />
0,09<br />
400<br />
0,15<br />
1200<br />
0,15<br />
200<br />
0,25<br />
600<br />
0,2<br />
130<br />
0,32<br />
380<br />
0,24<br />
80<br />
0,4<br />
240<br />
0,27<br />
50<br />
0,45<br />
150<br />
* Bei Durchmessern unter 1 mm Schnittgeschwindigkeit herabsetzen.