ing experience after separator replacement - Christian Pfeiffer
ing experience after separator replacement - Christian Pfeiffer
ing experience after separator replacement - Christian Pfeiffer
- Keine Tags gefunden...

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
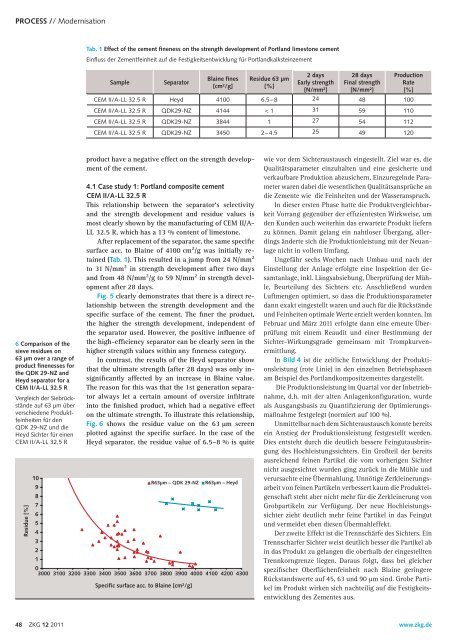
PROCESS // ModernisationTab. 1 Effect of the cement fineness on the strength development of Portland limestone cementEinfluss der Zementfeinheit auf die Festigkeitsentwicklung für PortlandkalksteinzementSampleSeparatorBlaine fines[cm²/g]Residue 63 µm[%]2 daysEarly strength[N/mm²]28 daysFinal strength[N/mm²]ProductionRate[%]CEM II/A-LL 32.5 R Heyd 4100 6.5 – 8 24 48 100CEM II/A-LL 32.5 R QDK29-NZ 4144 < 1 31 59 110CEM II/A-LL 32.5 R QDK29-NZ 3844 1 27 54 112CEM II/A-LL 32.5 R QDK29-NZ 3450 2 – 4.5 25 49 1206 Comparison of thesieve residues on63 µm over a range ofproduct finenesses forthe QDK 29-NZ andHeyd <strong>separator</strong> for aCEM II/A-LL 32.5 RVergleich der Siebrückständeauf 63 µm überverschiedene Produktfeinheitenfür denQDK 29-NZ und dieHeyd Sichter für einenCEM II/A-LL 32,5 RResidue [%]product have a negative effect on the strength developmentof the cement.4.1 Case study 1: Portland composite cementCEM II/A-LL 32.5 RThis relationship between the <strong>separator</strong>‘s selectivityand the strength development and residue values ismost clearly shown by the manufactur<strong>ing</strong> of CEM II/A-LL 32.5 R, which has a 13 % content of limestone.After <strong>replacement</strong> of the <strong>separator</strong>, the same specificsurface acc. to Blaine of 4100 cm²/g was initially retained(Tab. 1). This resulted in a jump from 24 N/mm²to 31 N/mm² in strength development <strong>after</strong> two daysand from 48 N/mm²/g to 59 N/mm² in strength development<strong>after</strong> 28 days.Fig. 5 clearly demonstrates that there is a direct relationshipbetween the strength development and thespecific surface of the cement. The finer the product,the higher the strength development, independent ofthe <strong>separator</strong> used. However, the positive influence ofthe high-efficiency <strong>separator</strong> can be clearly seen in thehigher strength values within any fineness category.In contrast, the results of the Heyd <strong>separator</strong> showthat the ultimate strength (<strong>after</strong> 28 days) was only insignificantlyaffected by an increase in Blaine value.The reason for this was that the 1st generation <strong>separator</strong>always let a certain amount of oversize infiltrateinto the finished product, which had a negative effecton the ultimate strength. To illustrate this relationship,Fig. 6 shows the residue value on the 63 µm screenplotted against the specific surface. In the case of theHeyd <strong>separator</strong>, the residue value of 6.5–8 % is quite109R63µm – QDK 29-NZ R63µm – Heyd8765432103000 3100 3200 3300 3400 3500 3600 3700 3800 3900 4000 4100 4200 4300Specific surface acc. to Blaine [cm²/g]wie vor dem Sichteraustausch e<strong>ing</strong>estellt. Ziel war es, dieQualitätsparameter einzuhalten und eine gesicherte undverkaufbare Produktion abzusichern. Einzuregelnde Parameterwaren dabei die wesentlichen Qualitätsansprüche andie Zemente wie die Feinheiten und der Wasseranspruch.In dieser ersten Phase hatte die ProduktvergleichbarkeitVorrang gegenüber der effizientesten Wirkweise, umden Kunden auch weiterhin das erwartete Produkt liefernzu können. Damit gelang ein nahtloser Übergang, allerd<strong>ing</strong>sänderte sich die Produktionleistung mit der Neuanlagenicht in vollem Umfang.Ungefähr sechs Wochen nach Umbau und nach derEinstellung der Anlage erfolgte eine Inspektion der Gesamtanlage,inkl. Längsabsiebung, Überprüfung der Mühle,Beurteilung des Sichters etc. Anschließend wurdenLuftmengen optimiert, so dass die Produktionsparameterdann exakt e<strong>ing</strong>estellt waren und auch für die Rückständeund Feinheiten optimale Werte erzielt werden konnten. ImFebruar und März 2011 erfolgte dann eine erneute Überprüfungmit einem Reaudit und einer Bestimmung derSichter-Wirkungsgrade gemeinsam mit Trompkurvenermittlung.In Bild 4 ist die zeitliche Entwicklung der Produktionsleistung(rote Linie) in den einzelnen Betriebsphasenam Beispiel des Portlandkompositzementes dargestellt.Die Produktionsleistung im Quartal vor der Inbetriebnahme,d.h. mit der alten Anlagenkonfiguration, wurdeals Ausgangsbasis zu Quantifizierung der Optimierungsmaßnahmefestgelegt (normiert auf 100 %).Unmittelbar nach dem Sichteraustausch konnte bereitsein Anstieg der Produktionsleistung festgestellt werden.Dies entsteht durch die deutlich bessere Fe<strong>ing</strong>utausbr<strong>ing</strong>ungdes Hochleistungssichters. Ein Großteil der bereitsausreichend feinen Partikel die vom vorherigen Sichternicht ausgesichtet wurden g<strong>ing</strong> zurück in die Mühle undverursachte eine Übermahlung. Unnötige Zerkleinerungsarbeitvon feinen Partikeln verbessert kaum die Produkteigenschaftsteht aber nicht mehr für die Zerkleinerung vonGrobpartikeln zur Verfügung. Der neue Hochleistungssichterzieht deutlich mehr feine Partikel in das Fe<strong>ing</strong>utund vermeidet eben diesen Übermahleffekt.Der zweite Effekt ist die Trennschärfe des Sichters. EinTrennscharfer Sichter weist deutlich besser die Partikel abin das Produkt zu gelangen die oberhalb der e<strong>ing</strong>estelltenTrennkorngrenze liegen. Daraus folgt, dass bei gleicherspezifischer Oberflächenfeinheit nach Blaine ger<strong>ing</strong>ereRückstandswerte auf 45, 63 und 90 µm sind. Grobe Partikelim Produkt wirken sich nachteilig auf die Festigkeitsentwicklungdes Zementes aus.48 ZKG 12 2011 www.zkg.de