HighPULSE 450 DW / 550 DW - merkle-tabor.cz
HighPULSE 450 DW / 550 DW - merkle-tabor.cz
HighPULSE 450 DW / 550 DW - merkle-tabor.cz

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
Strom<br />
Drahtvorschub<br />
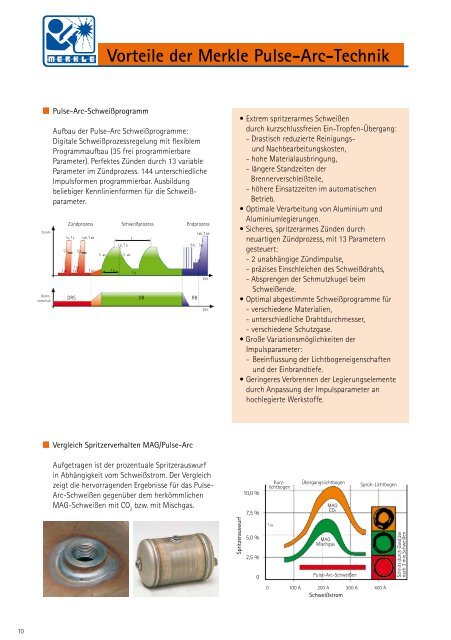
Pulse-Arc-Schweißprogramm<br />
Vorteile der Merkle Pulse-Arc-Technik<br />
Aufbau der Pulse-Arc Schweißprogramme:<br />
Digitale Schweißprozessregelung mit flexiblem<br />
Programmaufbau (35 frei programmierbare<br />
Parameter). Perfektes Zünden durch 13 variable<br />
Parameter im Zündprozess. 144 unterschiedliche<br />
Impulsformen programmierbar. Ausbildung<br />
beliebiger Kennlinienformen für die Schweißparameter.<br />
S s<br />
Zündprozess Schweißprozess Endprozess<br />
I s, T s I ab, T ab<br />
S a<br />
S an<br />
T sa<br />
I gs I gs T as T p<br />
F<br />
I p, T p<br />
S ab<br />
DRS DR RB<br />
Vergleich Spritzerverhalten MAG/Pulse-Arc<br />
I g<br />
I ab, T ab<br />
R b S e<br />
Aufgetragen ist der prozentuale Spritzerauswurf<br />
in Abhängigkeit vom Schweißstrom. Der Vergleich<br />
zeigt die hervorragenden Ergebnisse für das Pulse-<br />
Arc-Schweißen gegenüber dem herkömmlichen<br />
MAG-Schweißen mit CO 2 bzw. mit Mischgas.<br />
I ge<br />
Zeit<br />
Zeit<br />
Spritzerauswurf<br />
• Extrem spritzerarmes Schweißen<br />
durch kurzschlussfreien Ein-Tropfen-Übergang:<br />
- Drastisch reduzierte Reinigungs-<br />
und Nachbearbeitungskosten,<br />
- hohe Materialausbringung,<br />
- längere Standzeiten der<br />
Brennerverschleißteile,<br />
- höhere Einsatzzeiten im automatischen<br />
Betrieb.<br />
• Optimale Verarbeitung von Aluminium und<br />
Aluminiumlegierungen.<br />
• Sicheres, spritzerarmes Zünden durch<br />
neuartigen Zündprozess, mit 13 Parametern<br />
gesteuert:<br />
- 2 unabhängige Zündimpulse,<br />
- präzises Einschleichen des Schweißdrahts,<br />
- Absprengen der Schmutzkugel beim<br />
Schweißende.<br />
• Optimal abgestimmte Schweißprogramme für<br />
- verschiedene Materialien,<br />
- unterschiedliche Drahtdurchmesser,<br />
- verschiedene Schutzgase.<br />
• Große Variationsmöglichkeiten der<br />
Impulsparameter:<br />
- Beeinflussung der Lichtbogeneigenschaften<br />
und der Einbrandtiefe.<br />
• Geringeres Verbrennen der Legierungselemente<br />
durch Anpassung der Impulsparameter an<br />
hochlegierte Werkstoffe.<br />
10,0 %<br />
7,5 %<br />
5,0 %<br />
2,5 %<br />
0<br />
Kurzlichtbogen<br />
T sa<br />
Übergangslichtbogen<br />
MAG<br />
CO2<br />
Sprüh-Lichtbogen<br />
I ge<br />
MAG<br />
Mischgas<br />
Gasdüse<br />
durch<br />
Pulse-Arc-Schweißen Schnitt<br />
0 100 A 200 A 300 A 400 A<br />
Schweißstrom<br />
nach 3 min.Schweißen