

VHM-Fräser-2015-2

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
PREMIO TOOLS FOR PROFESSIONALS<br />
314-11<br />
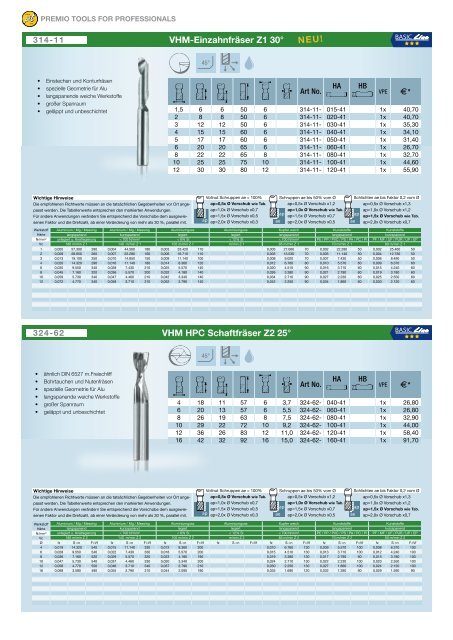
<strong>VHM</strong>-Einzahnfräser Z1 30°<br />
NEU!<br />
45°<br />
• Einstechen und Konturfräsen<br />
• spezielle Geometrie für Alu<br />
• langspanende weiche Werkstoffe<br />
• großer Spanraum<br />
• geläppt und unbeschichtet<br />
Art No.<br />
1,5 6 6 50 6 314-11- 015-41 1x 40,70<br />
2,0 8 8 50 6 314-11- 020-41 1x 40,70<br />
3,0 12 12 50 6 314-11- 030-41 1x 35,30<br />
4,0 15 15 60 6 314-11- 040-41 1x 34,10<br />
5,0 17 17 60 6 314-11- 050-41 1x 31,40<br />
6,0 20 20 65 6 314-11- 060-41 1x 26,70<br />
8,0 22 22 65 8 314-11- 080-41 1x 32,70<br />
10,0 25 25 75 10 314-11- 100-41 1x 44,60<br />
12,0 30 30 80 12 314-11- 120-41 1x 55,90<br />
HA<br />
HB<br />
VPE<br />
E*<br />
Wichtige Hinweise<br />
Die empfohlenen Richtwerte müssen an die tatsächlichen Gegebenheiten vor Ort angepasst<br />
werden. Die Tabellenwerte entsprechen den markierten Anwendungen.<br />
Für andere Anwendungen verändern Sie entsprechend die Vorschübe dem ausgewiesenen<br />
Faktor und die Drehzahl, ab einer Veränderung von mehr als 30 %, parallel mit.<br />
Vollnut Schruppen ae = 100%<br />
ap=0,5x Ø Vorschub wie Tab.<br />
ap=1,0x Ø Vorschub x0,7<br />
ap=1,5x Ø Vorschub x0,5<br />
ap ap=2,0x Ø Vorschub x0,3<br />
Schruppen ae bis 50% vom Ø<br />
ap<br />
ae<br />
ap=0,5x Ø Vorschub x1,2<br />
ap=1,0x Ø Vorschub wie Tab.<br />
ap=1,5x Ø Vorschub x0,7<br />
ap=2,0x Ø Vorschub x0,5<br />
Schlichten ae bis Faktor 0,2 vom Ø<br />
ap<br />
ae<br />
ap=0,5x Ø Vorschub x1,3<br />
ap=1,0x Ø Vorschub x1,2<br />
ap=1,5x Ø Vorschub wie Tab.<br />
ap=2,0x Ø Vorschub x0,7<br />
Werkstoff Aluminium / Mg / Messing Aluminium / Mg / Messing Aluminiumguss Aluminiumguss Kupfer weich Kunststoffe Kunststoffe<br />
Härte langspanend kurzspanend legiert legiert langspanend langspanend kurzspanend<br />
N/mm² unlegiert u. Knetlegierung < 700 N/mm² < 6% Si < 12% Si < 700 N/mm² PE / PP / PVC / PS / PA / PC / PI PF / MF / UF / PUR / UP / EP<br />
Vc 180 m/min Z 1 140 m/min Z 1 105 m/min Z 1 m/min Z 1 85 m/min Z 1 70 m/min Z 1 80 m/min Z 1<br />
1 0,005 57.300 290 0,004 44.560 180 0,003 33.420 110 0,003 27.060 70 0,002 22.280 50 0,002 25.460 50<br />
2 0,009 28.650 260 0,007 22.280 160 0,006 16.710 110 0,005 13.530 70 0,005 11.140 50 0,004 12.730 50<br />
3 0,013 19.100 250 0,010 14.850 150 0,009 11.140 100 0,008 9.020 70 0,007 7.430 50 0,006 8.490 50<br />
4 0,020 14.320 290 0,016 11.140 180 0,014 8.360 120 0,012 6.760 80 0,010 5.570 60 0,009 6.370 60<br />
6 0,035 9.550 340 0,028 7.430 210 0,025 5.570 140 0,020 4.510 90 0,016 3.710 60 0,015 4.240 60<br />
8 0,045 7.160 320 0,036 5.570 200 0,032 4.180 140 0,026 3.380 90 0,021 2.790 60 0,019 3.180 60<br />
10 0,059 5.730 340 0,047 4.460 210 0,042 3.340 140 0,034 2.710 90 0,027 2.230 60 0,025 2.550 60<br />
12 0,072 4.770 340 0,058 3.710 210 0,052 2.790 140 0,042 2.250 90 0,034 1.860 60 0,030 2.120 60<br />
324-62<br />
<strong>VHM</strong> HPC Schaftfräser Z2 25°<br />
45°<br />
• ähnlich DIN 6527 m.Freischliff<br />
• Bohrtauchen und Nutenfräsen<br />
• spezielle Geometrie für Alu<br />
• langspanende weiche Werkstoffe<br />
• großer Spanraum<br />
• geläppt und unbeschichtet<br />
Art No.<br />
4 18 11 57 6 3,7 324-62- 040-41 1x 26,80<br />
6 20 13 57 6 5,5 324-62- 060-41 1x 26,80<br />
8 26 19 63 8 7,5 324-62- 080-41 1x 32,90<br />
10 29 22 72 10 9,2 324-62- 100-41 1x 44,00<br />
12 36 26 83 12 11,0 324-62- 120-41 1x 58,40<br />
16 42 32 92 16 15,0 324-62- 160-41 1x 91,70<br />
HA<br />
HB<br />
VPE<br />
E*<br />
Wichtige Hinweise<br />
Die empfohlenen Richtwerte müssen an die tatsächlichen Gegebenheiten vor Ort angepasst<br />
werden. Die Tabellenwerte entsprechen den markierten Anwendungen.<br />
Für andere Anwendungen verändern Sie entsprechend die Vorschübe dem ausgewiesenen<br />
Faktor und die Drehzahl, ab einer Veränderung von mehr als 30 %, parallel mit.<br />
Vollnut Schruppen ae = 100%<br />
ap=0,5x Ø Vorschub wie Tab.<br />
ap=1,0x Ø Vorschub x0,7<br />
ap=1,5x Ø Vorschub x0,5<br />
ap ap=2,0x Ø Vorschub x0,3<br />
Schruppen ae bis 50% vom Ø<br />
ap<br />
ae<br />
ap=0,5x Ø Vorschub x1,2<br />
ap=1,0x Ø Vorschub wie Tab.<br />
ap=1,5x Ø Vorschub x0,7<br />
ap=2,0x Ø Vorschub x0,5<br />
Schlichten ae bis Faktor 0,2 vom Ø<br />
ap<br />
ae<br />
ap=0,5x Ø Vorschub x1,3<br />
ap=1,0x Ø Vorschub x1,2<br />
ap=1,5x Ø Vorschub wie Tab.<br />
ap=2,0x Ø Vorschub x0,7<br />
Werkstoff Aluminium / Mg / Messing Aluminium / Mg / Messing Aluminiumguss Aluminiumguss Kupfer weich Kunststoffe Kunststoffe<br />
Härte langspanend kurzspanend legiert legiert langspanend langspanend kurzspanend<br />
N/mm² unlegiert u. Knetlegierung < 700 N/mm² < 6% Si < 12% Si < 700 N/mm² PE / PP / PVC / PS / PA / PC / PI PF / MF / UF / PUR / UP / EP<br />
Vc 180 m/min Z 2 140 m/min Z 2 105 m/min Z 2 m/min Z 2 85 m/min Z 2 70 m/min Z 2 80 m/min Z 2<br />
Ø fz S =n F=Vf fz S =n F=Vf fz S =n F=Vf fz S =n F=Vf fz S =n F=Vf fz S =n F=Vf fz S =n F=Vf<br />
4 0,019 14.320 540 0,015 11.140 330 0,012 8.360 200 0,010 6.760 130 0,009 5.570 100 0,008 6.370 100<br />
6 0,028 9.550 540 0,022 7.430 330 0,018 5.570 200 0,015 4.510 130 0,013 3.710 100 0,012 4.240 100<br />
8 0,036 7.160 520 0,029 5.570 320 0,023 4.180 190 0,019 3.380 130 0,017 2.790 90 0,015 3.180 100<br />
10 0,047 5.730 540 0,037 4.460 330 0,030 3.340 200 0,024 2.710 130 0,022 2.230 100 0,020 2.550 100<br />
12 0,058 4.770 550 0,046 3.710 340 0,037 2.790 210 0,030 2.250 130 0,027 1.860 100 0,024 2.120 100<br />
16 0,068 3.580 490 0,055 2.790 310 0,044 2.090 180 0,035 1.690 120 0,032 1.390 90 0,029 1.590 90