

Conatex_Katalog_2016
- Keine Tags gefunden...

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
Fügetechnik bei <strong>Conatex</strong>-Präzision<br />
Die Genauigkeit des Messgerätes, die Messstrategie, die Umgebung und das Wissen und Geschick des Messtechnikers<br />
bestimmen nicht alleine die Messergebnisse, sondern auch die Stabilität und Genauigkeit des Kugeltasters sind maßgeblich<br />
am Ergebnis beteiligt.<br />
Die Maß- und Formgenauigkeit wird durch die Präzision der Einzelteile bestimmt. Die Stabilität wird stark von der<br />
verwendeten Fügetechnik der einzelnen Teile zu einem Kugeltaster beeinflusst. Darüber haben wir uns schon sehr früh<br />
Gedanken gemacht und auch Lösungen gefunden.<br />
2. Befestigung des Schaftes in der Aufnahme<br />
Standardaufnahmen mit Gewinde M4 /M5 sind üblicherweise von allen Herstellern mit einer Querbohrung zur Verwendung<br />
von Montagestiften versehen. Diese Lösung lässt nur eine geringe Tiefe der Zentralbohrung (Aufnahme für<br />
die Schäfte) zu und ist somit eine kritische Stelle für die Stabilität des Kugeltasters. Um die Verbindung massgeblich zu<br />
verbessern haben <strong>Conatex</strong> - Aufnahmen eine Schlüsselfläche. Dadurch werden ca. 80 % mehr Fügelänge gewonnen<br />
und es sind handelsübliche Schlüssel bzw. Drehmomentschlüssel verwendbar.<br />
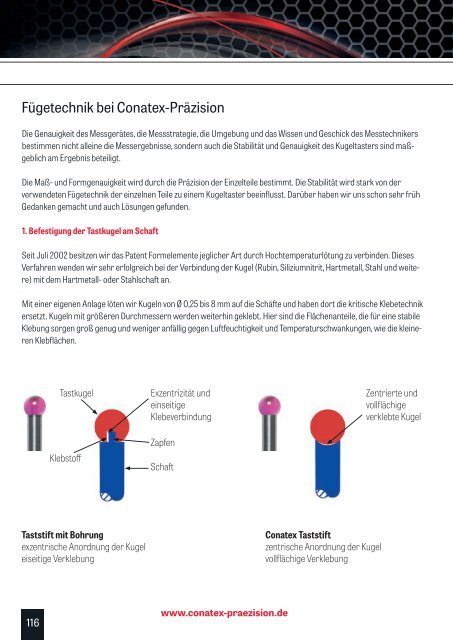
1. Befestigung der Tastkugel am Schaft<br />
Seit Juli 2002 besitzen wir das Patent Formelemente jeglicher Art durch Hochtemperaturlötung zu verbinden. Dieses<br />
Verfahren wenden wir sehr erfolgreich bei der Verbindung der Kugel (Rubin, Siliziumnitrit, Hartmetall, Stahl und weitere)<br />
mit dem Hartmetall- oder Stahlschaft an.<br />
Mit einer eigenen Anlage löten wir Kugeln von Ø 0,25 bis 8 mm auf die Schäfte und haben dort die kritische Klebetechnik<br />
ersetzt. Kugeln mit größeren Durchmessern werden weiterhin geklebt. Hier sind die Flächenanteile, die für eine stabile<br />
Klebung sorgen groß genug und weniger anfällig gegen Luftfeuchtigkeit und Temperaturschwankungen, wie die kleineren<br />
Klebflächen.<br />
Schaft<br />
Fügelänge<br />
Montagebohrung<br />
Aufnahme<br />
80% mehr<br />
Fügelänge<br />
Tastkugel<br />
Exzentrizität und<br />
einseitige<br />
Klebeverbindung<br />
Zentrierte und<br />
vollflächige<br />
verklebte Kugel<br />
Marktüblicher Standard-Taststift<br />
kurze Fügelänge,<br />
bedingt durch die Querbohrung<br />
<strong>Conatex</strong> Taststift<br />
große Fügelänge durch<br />
Wegfall der Querbohrung<br />
Klebstoff<br />
Zapfen<br />
Schaft<br />
3. Befestigung der Endstücke an Titanverlängerungen<br />
<strong>Conatex</strong> Titanverlängerungen werden wie die Taster durch Hochtemperaturlöten verbunden. Der Vorteil gegenüber<br />
der Laserverbindung ist eine absolut sichere und vor allen Dingen ruhende Verbindung mit langer Lebensdauer. Laserschweißungen<br />
an Titan sind besonders kritisch und erfordern eine aufwendige Behandlung des Prozesses.<br />
Taststift mit Bohrung<br />
exzentrische Anordnung der Kugel<br />
eiseitige Verklebung<br />
<strong>Conatex</strong> Taststift<br />
zentrische Anordnung der Kugel<br />
vollflächige Verklebung<br />
Diese Fügetechniken haben sich bewährt und dazu geführt, dass die bekanntesten Messmaschinen-Hersteller zu unseren<br />
zufriedenen Kunden geworden sind.<br />
www.conatex-praezision.de<br />
www.conatex-praezision.de<br />
116 117
