REGO-FIX Main Catalogue GERMAN

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
ER Gewindeschneidfutter<br />
ER Gewindeschneidfutter<br />
Gewindeschneidfutter CYL SSY / HSK-A SSY Softsynchro ®<br />
//<br />
Mit Minimallängenausgleich<br />
//<br />
Beheben kleiner Synchronisationsfehler<br />
der Maschinen (Rigid Tapping)<br />
Gewindeschneidfutter CYL GSF<br />
//<br />
Mit Längenausgleich<br />
//<br />
Für Maschinen ohne Gewindeschneidoption<br />
Einsatzgebiet<br />
//<br />
Maschinen für direktes Gewindeschneiden<br />
//<br />
Alle Gewindebohrer/-former mit Werkzeugschaft in<br />
h9-Toleranz können gespannt werden<br />
//<br />
Die Drehbewegung der Spindel kann mit der Vorschubachse<br />
verrechnet und somit synchronisiert werden<br />
//<br />
Durch die Dynamik der Spindel- und Linearantriebe<br />
werden Synchronisationsfehler erzeugt. Das Gewindeschneidfutter<br />
mit Minimallängenausgleich gleicht die<br />
Synchronisationsfehler aus<br />
//<br />
Leiten Kühlmittel mit bis zu 50 bar Druck zum Gewindebohrer,<br />
ohne Beeinträchtigung des Längenausgleichs<br />
//<br />
Je nach Anwendungsfall können die Standzeiten auf diese<br />
Weise um bis zu 150 % erhöht werden<br />
Einsatzgebiet<br />
//<br />
Werkzeugmaschinen, bei denen die Vorschubbewegung<br />
während der Bearbeitung nicht synchron zur<br />
Gewindebohrersteigung verläuft<br />
//<br />
Sorgt für Ausgleich von Differenzen zwischen<br />
Gewindebohrersteigung und Spindelvorschub<br />
//<br />
Verfügt über einen Druckpunktmechanismus<br />
//<br />
Sicheres Anschneiden des Gewindebohrers<br />
//<br />
Gleichmässige, reproduzierbare Gewindetiefen<br />
//<br />
Leiten Kühlmittel mit bis zu 50 bar Druck zum Gewindebohrer,<br />
ohne Beeinträchtigung des Längenausgleichs<br />
//<br />
Universell einsetzbar durch kompakte Bauweise und<br />
geringe Auskraglänge<br />
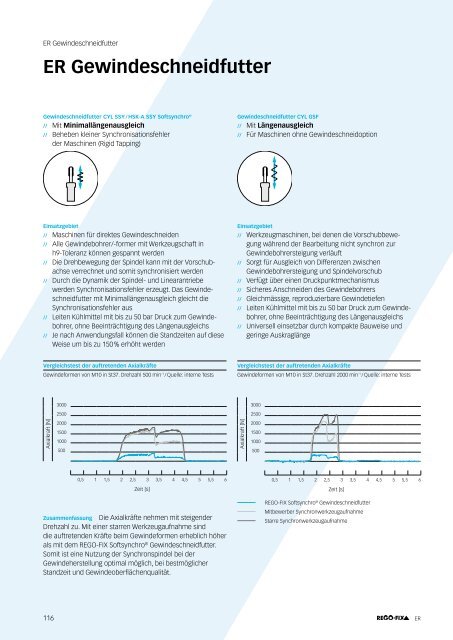
Vergleichstest der auftretenden Axialkräfte<br />
Gewindeformen von M10 in St37. Drehzahl 500 min -1 / Quelle: interne Tests<br />
Vergleichstest der auftretenden Axialkräfte<br />
Gewindeformen von M10 in St37. Drehzahl 2000 min -1 / Quelle: interne Tests<br />
3000<br />
3000<br />
2500<br />
2500<br />
Axialkraft [N]<br />
2000<br />
1500<br />
1000<br />
500<br />
Axialkraft [N]<br />
2000<br />
1500<br />
1000<br />
500<br />
0,5 1 1,5 2 2,5 3 3,5 4 4,5 5 5,5 6<br />
Zeit [s]<br />
Zusammenfassung Die Axialkräfte nehmen mit steigender<br />
Drehzahl zu. Mit einer starren Werkzeugaufnahme sind<br />
die auftretenden Kräfte beim Gewindeformen erheblich höher<br />
als mit dem <strong>REGO</strong>-<strong>FIX</strong> Softsynchro ® Gewindeschneidfutter.<br />
Somit ist eine Nutzung der Synchronspindel bei der<br />
Gewindeherstellung optimal möglich, bei bestmöglicher<br />
Standzeit und Gewindeoberflächenqualität.<br />
0,5 1 1,5 2 2,5 3 3,5 4 4,5 5 5,5 6<br />
Zeit [s]<br />
<strong>REGO</strong>-<strong>FIX</strong> Softsynchro ® Gewindeschneidfutter<br />
Mitbewerber Synchronwerkzeugaufnahme<br />
Starre Synchronwerkzeugaufnahme<br />
116 ER