

SCHWEISSGERÄTE 2007/2008 - Rehm
SCHWEISSGERÄTE 2007/2008 - Rehm
SCHWEISSGERÄTE 2007/2008 - Rehm

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
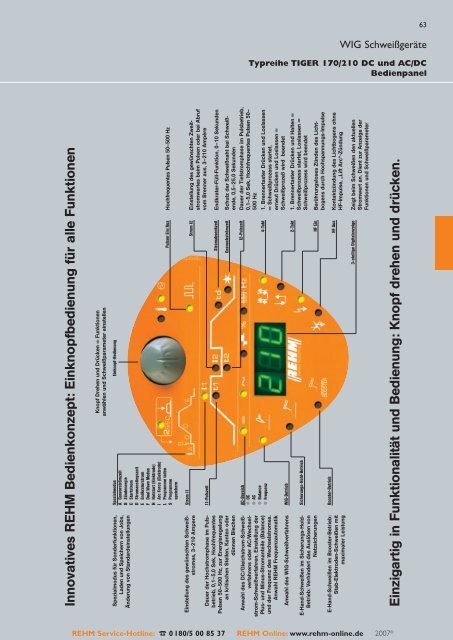
Innovatives REHM Bedienkonzept: Einknopfbedienung für alle Funktionen<br />
Knopf Drehen und Drücken = Funktionen<br />
anwählen und Schweißparameter einstellen<br />
Einknopf-Bedienung<br />
Spezialmodus<br />
A Gasvorströmzeit<br />
B Zündenergie<br />
C Startstrom<br />
D Stromanstiegszeit<br />
E Endkraterstrom<br />
F Dual Wave Modus<br />
H Hotstart (Elektrode)<br />
I Arc Force (Elektrode)<br />
L Programme laden<br />
S Programme<br />
speichern<br />
Spezialmodus für Sonderfunktionen,<br />
Laden und Speichern von Jobs,<br />
Änderung von Standardeinstellungen<br />
Hochfrequentes Pulsen 50–500 Hz<br />
Pulsen Ein/Aus<br />
Strom I1<br />
Einstellung des gewünschten Zweitstromwertes<br />
beim Pulsen oder bei Abruf<br />
vom Brenner aus, 3–210 Ampère<br />
Strom I2<br />
Einstellung des gewünschten Schweißstromes,<br />
3–210 Ampere<br />
I1-Pulszeit<br />
Endkrater-Füll-Funktion, 0–10 Sekunden<br />
Stromabsenkzeit<br />
Schutz der Schweißnaht bei Schweißende,<br />
0,5–25,0 Sekunden<br />
Dauer der Tiefstromphase im Pulsbetrieb,<br />
0,1–5,0 Sek, Hochfrequentes Pulsen 50–<br />
500 Hz<br />
Gasnachströmzeit<br />
I2-Pulszeit<br />
4-Takt<br />
AC-Bereich<br />
● DC<br />
● AC<br />
● Balance<br />
● Frequenz<br />
1. Brennertaster Drücken und Loslassen<br />
= Schweißprozess startet,<br />
erneut Drücken und Loslassen =<br />
Schweißprozeß wird beendet<br />
Dauer der Hochstromphase im Pulsbetrieb,<br />
0,1–5,0 Sek, Hochfrequentes<br />
Pulsen 50–500 Hz, zur Energieregelung<br />
an kritischen Stellen, Kanten oder<br />
dünnen Blechen<br />
Anwahl des DC/Gleichstrom-Schweißverfahrens<br />
oder AC/Wechselstrom-Schweißverfahren,<br />
Einstellung der<br />
Plus- und Minus-Stromanteile (Balance)<br />
und der Frequenz des Wechselstromes.<br />
Anwahl REHM Frequenzautomatik<br />
WIG-Betrieb<br />
Anwahl des WIG-Schweißverfahrens<br />
1. Brennertaster Drücken und Halten =<br />
Schweißprozess startet, Loslassen =<br />
Schweißprozess wird beendet<br />
2-Takt<br />
Sicherungs-Hold-Betrieb<br />
HF Ein<br />
E-Hand-Schweißen im Sicherungs-Hold-<br />
Betrieb: Verhindert das Auslösen von<br />
Netzsicherungen<br />
Berührungsloses Zünden des Lichtbogens<br />
durch Hochspannungs-Impulse<br />
Booster-Betrieb<br />
Kontaktzündung des Lichtbogens ohne<br />
HF-Impulse, „Lift Arc“-Zündung<br />
HF Aus<br />
E-Hand-Schweißen im Booster-Betrieb:<br />
Stab-Elektroden-Schweißen mit<br />
maximaler Leistung<br />
WIG Schweißgeräte<br />
Typreihe TIGER 170/210 DC und AC/DC<br />
Bedienpanel<br />
Zeigt beim Schweißen den aktuellen<br />
Stromwert an. Dient zur Anzeige der<br />
Funktionen und Schweißparameter<br />
REHM Service-Hotline: ☎ 0 180/5 00 85 37 REHM Online: www.rehm-online.de <strong>2007</strong> ©<br />
3-stellige Digitalanzeige<br />
Einzigartig in Funktionalität und Bedienung: Knopf drehen und drücken.<br />
63

