

Download - WETEC | Gesellschaft für Werkzeugtechnik GmbH
Download - WETEC | Gesellschaft für Werkzeugtechnik GmbH
Download - WETEC | Gesellschaft für Werkzeugtechnik GmbH

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
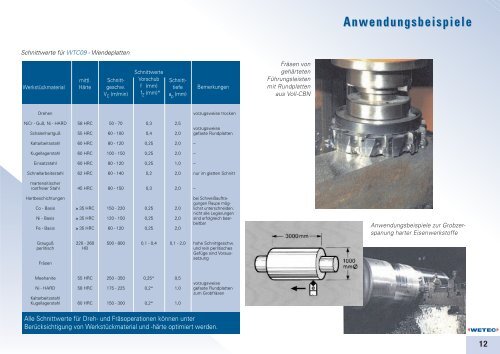
Schnittwerte <strong>für</strong> WTC09 - Wendeplatten<br />
Werkstückmaterial<br />
mittl.<br />
Härte<br />
Schnittgeschw.<br />
VC (m/min)<br />
Schnittwerte<br />
Vorschub<br />
f (mm)<br />
fZ (mm)*<br />
Schnitttiefe<br />
ap (mm)<br />
Bemerkungen<br />
Drehen<br />
NiCr - Guß, Ni - HARD<br />
Schalenhartguß<br />
Kaltarbeitsstahl<br />
Kugellagerstahl<br />
Einsatzstahl<br />
Schnellarbeitsstahl<br />
martensitischer<br />
rostfreier Stahl<br />
Hartbeschichtungen<br />
Co - Basis<br />
Ni - Basis<br />
Fe - Basis<br />
Grauguß<br />
perlitisch<br />
Fräsen<br />
Meehanite<br />
Ni - HARD<br />
Kaltarbeitsstahl<br />
Kugellagerstahl<br />
58 HRC<br />
55 HRC<br />
60 HRC<br />
60 HRC<br />
60 HRC<br />
62 HRC<br />
45 HRC<br />
� 35 HRC<br />
� 35 HRC<br />
� 35 HRC<br />
220 - 260<br />
HB<br />
55 HRC<br />
58 HRC<br />
60 HRC<br />
50 - 70<br />
60 - 100<br />
80 - 120<br />
100 - 150<br />
80 - 120<br />
60 - 140<br />
80 - 150<br />
150 - 220<br />
120 - 150<br />
60 - 120<br />
500 - 800<br />
250 - 350<br />
175 - 225<br />
150 - 300<br />
0,3<br />
0,4<br />
0,25<br />
0,25<br />
0,25<br />
0,2<br />
0,3<br />
0,25<br />
0,25<br />
0,25<br />
0,1 - 0,4<br />
0,25*<br />
0,2*<br />
0,2*<br />
2,5<br />
2,0<br />
2,0<br />
2,0<br />
1,0<br />
2,0<br />
2,0<br />
2,0<br />
2,0<br />
2,0<br />
0,1 - 2,0<br />
0,5<br />
1,0<br />
1,0<br />
vorzugsweise trocken<br />
vorzugsweise<br />
gefaste Rundplatten<br />
–<br />
–<br />
–<br />
nur im glatten Schnitt<br />
–<br />
bei Schweißauftragungen<br />
Raupe möglichst<br />
unterschneiden.<br />
nicht alle Legierungen<br />
sind erfolgreich bearbeitbar<br />
hohe Schnittgeschw.<br />
und rein perlitisches<br />
Gefüge sind Voraussetzung<br />
vorzugsweise<br />
gefaste Rundplatten<br />
zum Grobfräsen<br />
Alle Schnittwerte <strong>für</strong> Dreh- und Fräsoperationen können unter<br />
Berücksichtigung von Werkstückmaterial und -härte optimiert werden.<br />
Fräsen von<br />
gehärteten<br />
Führungsleisten<br />
mit Rundplatten<br />
aus Voll-CBN<br />
Anwendungsbeispiele<br />
Anwendungsbeispiele zur Grobzerspanung<br />
harter Eisenwerkstoffe<br />
����� �����<br />
12
