

Nitrieren
Nitrieren
Nitrieren

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
EFD Härterei Härterei Handbuch<br />
<strong>Nitrieren</strong><br />
1. Beschreibung verschiedener Nitrierverfahren<br />
Wesentliche Verfahrensvarianten sind<br />
(fettgedruckt bei EFD Härterei):<br />
<strong>Nitrieren</strong> bei Diffusion von Stickstoff Gasnitrieren<br />
Plasmanitrieren<br />
Vakuumnitrieren<br />
Zusatzbehandlung nach dem <strong>Nitrieren</strong> Oxydieren<br />
<strong>Nitrieren</strong> bei Diffusion von Stickstoff & Kohlenstoff: Gasnitrocarburieren<br />
Plasmanitrocarburieren<br />
Salzbadnitrocarburieren<br />
Für alle Verfahren gelten folgende Bedingungen:<br />
Je länger die Nitrierdauer, desto größer die Nitrierhärtetiefe (Nht). Je höher die Temperatur<br />
gewählt wird (Temperaturspannen von 380 - 600°C), desto tiefer kann der Stickstoff bei gleicher<br />
Zeiteinheit eindringen. Allgemein sinkt jedoch die Eigenhärte der Nitrierschicht mit zunehmender<br />
Behandlungstemperatur. Übliche Ofenzeiten liegen zwischen 10 und 160(!) Std.<br />
Werkstoffe mit nitridbildenden Elementen (z.B. Chrom, Molybdän, Vanadium, Aluminium) weisen<br />
eine höhere Nitrierhärte auf, jedoch reduziert sich die mögliche Stickstoffeindringtiefe mit<br />
zunehmendem Legierungsgehalt.<br />
Die verschiedenen Nitriertechniken im kurzen Überblick:<br />
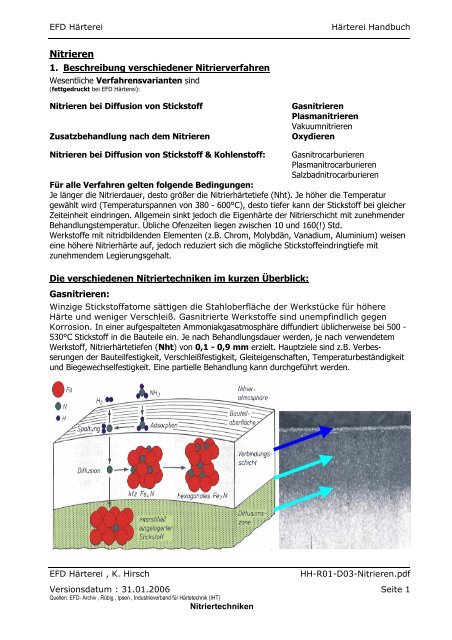
Gasnitrieren:<br />
Winzige Stickstoffatome sättigen die Stahloberfläche der Werkstücke für höhere<br />
Härte und weniger Verschleiß. Gasnitrierte Werkstoffe sind unempfindlich gegen<br />
Korrosion. In einer aufgespalteten Ammoniakgasatmosphäre diffundiert üblicherweise bei 500 -<br />
530°C Stickstoff in die Bauteile ein. Je nach Behandlungsdauer werden, je nach verwendetem<br />
Werkstoff, Nitrierhärtetiefen (Nht) von 0,1 - 0,9 mm erzielt. Hauptziele sind z.B. Verbesserungen<br />
der Bauteilfestigkeit, Verschleißfestigkeit, Gleiteigenschaften, Temperaturbeständigkeit<br />
und Biegewechselfestigkeit. Eine partielle Behandlung kann durchgeführt werden.<br />
EFD Härterei , K. Hirsch HH-R01-D03-<strong>Nitrieren</strong>.pdf<br />
Versionsdatum : 31.01.2006 Seite 1<br />
Quellen: EFD- Archiv , Rübig , Ipsen , Industrieverband für Härtetechnik (IHT)<br />
Nitriertechniken
EFD Härterei Härterei Handbuch<br />
Plasmanitrieren:<br />
Das Plasmanitrieren bewirkt die Einlagerung von Stickstoff in Eisenwerkstoffen, bei EFD Härterei<br />
üblicherweise bei 420 – 520°C und findet im Vakuum unter Zuhilfenahme des mit einer<br />
Glimmentladung erzeugten Plasmas an der Werkstückoberfläche statt. Hauptziele sind die bei der<br />
Gasnitrierung bereits genannten Eigenschaften.<br />
Das Verfahren eignet sich besonders für hochlegierte Werkstoffe (> 13% Cr) unter<br />
Berücksichtigung einer sich ggf. einstellenden Verschlechterung der Korrosionsbeständigkeit.<br />
Enge Spalten oder Bohrungen sind nicht immer gleichmäßig nitrierbar.<br />
Ausführliche Informationen über das Plasmanitrieren entnehmen Sie bitte dem Infoblatt<br />
„Plasmanitrieren“.<br />
Oxydieren<br />
Bei Abkühlung in oxidierenden Atmosphären kann die Korrosionsbeständigkeit noch zusätzlich<br />
verbessert werden. Die Nht liegt bei 0,1 – 0,35 mm.<br />
Die Oxidationsbehandlung nach der Nitrocarburierung ist nach allen Verfahrensvarianten möglich.<br />
Partielle Behandlungen sind bei Gas- oder Plasmabehandlungen möglich.<br />
Für alle Nitrocarburierverfahren gilt: Die Behandlung erfolgt zur Erzeugung der gewünschten<br />
Verbindungsschicht (VS), die Ausscheidungsschicht ist normalerweise von untergeordneter<br />
Bedeutung.<br />
Die komplette Gas - Nitrierschicht in der Vergrößerung<br />
EFD Härterei , K. Hirsch HH-R01-D03-<strong>Nitrieren</strong>.pdf<br />
Versionsdatum : 31.01.2006 Seite 2<br />
Quellen: EFD- Archiv , Rübig , Ipsen , Industrieverband für Härtetechnik (IHT)<br />
Nitriertechniken
EFD Härterei Härterei Handbuch<br />
Vakuumnitrieren:<br />
Die Vakuumnitrierung ist ein Spezialnitrierprozeß mit Ammoniak und Lachgas bei 450 – 550°C im<br />
Unterdruck. Sie dient zur Erzielung maximaler Härten bei Werkzeugstählen und hochlegierten<br />
Werkstoffen. Übliche Nht’s liegen bei 0,05 – 0,2mm. Eine Teilnitrierung ist nicht möglich.<br />
Gegenüber der Behandlung im Plasma werden aber bessere allseitige und gleichmäßige<br />
Nitrierergebnisse bei scharfen Kanten und Stegen sowie engen, tiefen Bohrungen bzw. Spalten<br />
erreicht.<br />
Nitrocarburierung im Gas oder Plasma:<br />
Dieser Prozess erfolgt vorzugsweise bei 570 – 580°C in einem Gasgemisch Stickstoff-Kohlenstoff<br />
abgebender Medien und stellt eine Alternative zur Salzbadnitrocarburierung mit langsamerer<br />
Chargenabkühlung dar. Hauptziel ist der Verschleiß- und Korrosionsschutz.<br />
Salzbadnitrocarburierung:<br />
In einer Salzschmelze wird bei 570 - 580°C eine Nitrocarburierbehandlung durchgeführt. Die<br />
Behandlungszeit beträgt üblicherweise 60 - 120 Min., die Abkühlung erfolgt werkstoffabhängig im<br />
Wasser- oder Salzwarmbad.<br />
Die Nht beträgt ca. 0,1 - 0,25 mm (je nach verwendetem Werkstoff). Die Behandlung erfolgt<br />
vorwiegend zum Verschleiß- und Korrosionsschutz, für hohe Belastungen ist das<br />
Salzbadnitrocarburieren weniger geeignet. Partielles Salzbadnitrocarburieren ist nicht möglich.<br />
2. Geeignete Werkstoffe<br />
Salzbadnitrocarburieren, Plasmanitrieren und Plasmanitrocarburieren:<br />
Es können alle gebräuchlichen Stahl-, Guss- und Sinterwerkstoffe behandelt werden. Geeignet<br />
sind sowohl unlegierte als auch niedrig und hochlegierte Stähle.<br />
Gasnitrieren, Gasnitrocarburieren:<br />
Es können alle gebräuchlichen Stahl-, Guss- und Sinterwerkstoffe nitriert werden. Geeignet sind<br />
unlegierte, niedrig legierte und mittellegierte Werkstoffe; hochlegierte Werkstoffe (> 13% Cr)<br />
sind aufgrund ihrer Oberflächenpassivitäten - eher ungeeignet. Hier kommt dann bei EFD<br />
Härterei das Plasmanitrieren zum Einsatz.<br />
3. Prüfungen<br />
Schlifferstellung – Prüfverfahren:<br />
Die Messung der Härte erfolgt in HV (Vickers). Die Messung der Nitrierhärtetiefe Nht nach DIN<br />
50190, Teil 3. Zur Beurteilung der Schichten werden klassische metallographische Prüfmethoden<br />
eingesetzt.<br />
4. Vorzüge dieser Wärmebehandlung<br />
- Hoher Verschleißwiderstand bei Adhäsion<br />
- Reduzierung der Reibungskoeffizienten<br />
- Einsparung von Schmiermitteln<br />
- Schaffung korrosionsbeständiger Schichten<br />
- Warmbeständigkeit der Nitrierschicht bis 400 °C<br />
- Teilnitrierungen möglich (Ausnahme: Salzbadnitrocarburieren)<br />
EFD Härterei , K. Hirsch HH-R01-D03-<strong>Nitrieren</strong>.pdf<br />
Versionsdatum : 31.01.2006 Seite 3<br />
Quellen: EFD- Archiv , Rübig , Ipsen , Industrieverband für Härtetechnik (IHT)<br />
Nitriertechniken
EFD Härterei Härterei Handbuch<br />
5. Kundenangaben zur Wärmebehandlung<br />
Neben der Angabe des Werkstoffes und der Wärmebehandlung vor der Nitrierung sollten als<br />
Qualitätsmaßstäbe in der Fertigungszeichnung genannt werden:<br />
- Sollhärte in HV (inkl. Prüflast)<br />
- Nitrierhärtetiefe (Nht) in mm<br />
- Dicke der Verbindungsschicht in µm (VS)<br />
- Ggf. Kennzeichnung der Bereiche, die nicht nitriert werden sollen.<br />
6. Beispiele aus der Praxis für gasnitrierte Teile<br />
Maschinenbau allgemein Werkstoffe<br />
Zahnräder (innen/außen) 16MnCr5 · 42CrMo4· 31CrMoV9<br />
Antriebswellen 16MnCr5 · 50CrV4 · 42CrMo4<br />
Führungsleisten X10CrNiS18-9 · X90CrCoMoV17<br />
Getriebeteile 31CrMoV9 · 16MnCr5 · 42CrMo4<br />
Extruderschnecken 31CrMoV9 X35CrMo17<br />
Spindeln 31CrMoV9 · 30CrMoV9 · 42CrMo4<br />
Kurvenscheiben 31CrMoV9<br />
Hydraulikzylinder/ Führungsleisten 16MnCr5 · 42CrMo4<br />
Werkzeugbau und Automotive<br />
Gesenke X45NiCrMo4<br />
Biegestempel und Matrizen X100CrMoV5-1, X155CrVMo12-1<br />
Spritzgußwerkzeuge 14CrMnMo7<br />
Nockenwellen 42CrMo4<br />
Kurbelwellen 42CrMo4<br />
Einspritzdüsen X155CrVMo12-1<br />
Die aktuellen Verfahren derzeit sind:<br />
Gasnitrieren Kurzzeit:<br />
Hier wird mit etwa 570°C eine Verbindungsschicht (VS) von 10 – 20 µm aufgebaut. Als Nht wird<br />
eine Tiefe von deutlich unter 0,2mm erreicht. Bei größeren Tiefen kommt der Langzeit<br />
Nitrierprozess zur Anwendung.<br />
Gasnitrieren Langzeit:<br />
In der aufgespalteten Ammoniakgasatmosphäre diffundiert üblicherweise bei 500 - 530°C<br />
Stickstoff in die Bauteile ein. Durch lange Behandlungsdauern von 10 – 160 Stunden werden,<br />
Nitrierhärtetiefen (Nht) von 0,1 - 0,9 mm erzielt.<br />
Eine partielle Behandlung kann durchgeführt werde, bedeutet jedoch Aufwand für Abdecken.<br />
Bei Kleinteilen hat sich hier die Verkupferung als günstige und saubere Methode erwiesen. Die<br />
Teile sind komplett verkupfert und danach an den zu härtenden Stellen bearbeitet. Nun bleibt bei<br />
der Härtung der verkupferte Teil ungehärtet und die Teile sehen optisch sehr gut aus.<br />
EFD Härterei , K. Hirsch HH-R01-D03-<strong>Nitrieren</strong>.pdf<br />
Versionsdatum : 31.01.2006 Seite 4<br />
Quellen: EFD- Archiv , Rübig , Ipsen , Industrieverband für Härtetechnik (IHT)<br />
Nitriertechniken
EFD Härterei Härterei Handbuch<br />
7. Gasnitrieranlage der EFD Härterei<br />
Stickstoffatome sättigen die Oberfläche der Werkstücke für hohe Härte, bei reduziertem<br />
Verschleiß. Gasnitrierte Werkstoffe erreichen einen hohen Korrosionsschutz. Anschließende<br />
Oxydiation kann diese Eigenschaft noch zusätzlich verbessern. Für das Gasnitrieren wird bei uns<br />
ein computergesteuerter Ofen der Fa. Ipsen eingesetzt, der aufgrund der modernen Technik und<br />
Prozessautomatisierung eine sehr gute Reproduzierbarkeit ermöglicht.<br />
Mit unserem Gasnitrierofen Ipsen VDR1714 können wir Bauteile mit einer Größe von bis zu<br />
850*850*1200mm bearbeiten.<br />
EFD Härterei , K. Hirsch HH-R01-D03-<strong>Nitrieren</strong>.pdf<br />
Versionsdatum : 31.01.2006 Seite 5<br />
Quellen: EFD- Archiv , Rübig , Ipsen , Industrieverband für Härtetechnik (IHT)<br />
Nitriertechniken