Vrtáky CZ-EN 2008.indd - Profit Tool
Vrtáky CZ-EN 2008.indd - Profit Tool
Vrtáky CZ-EN 2008.indd - Profit Tool

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
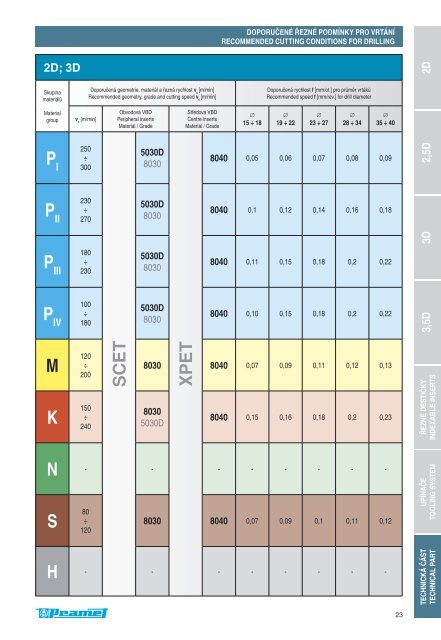
2D; 3D<br />
Skupina<br />
materiálů<br />
Material<br />
group<br />
P I<br />
P II<br />
P III<br />
P IV<br />
v c [m/min]<br />
250<br />
÷<br />
300<br />
230<br />
÷<br />
270<br />
180<br />
÷<br />
230<br />
100<br />
÷<br />
180<br />
M 120<br />
÷<br />
200<br />
K<br />
150<br />
÷<br />
240<br />
Doporučená geometrie, materiál a řezná rychlost v c [m/min]<br />
Recommended geometry, grade and cutting speed v c [m/min]<br />
Obvodová VBD<br />
Peripheral inserts<br />
Materiál / Grade<br />
SCET<br />
5030D<br />
8030<br />
5030D<br />
8030<br />
5030D<br />
8030<br />
5030D<br />
8030<br />
XPET<br />
Středová VBD<br />
Centre inserts<br />
Materiál / Grade<br />
DOPORUČ<strong>EN</strong>É ŘEZNÉ PODMÍNKY PRO VRTÁNÍ<br />
RECOMM<strong>EN</strong>DED CUTTING CONDITIONS FOR DRILLING<br />
∅<br />
15 ÷ 18<br />
Doporučená rychlost f [mm/ot.] pro průměr vrtáků<br />
Recommended speed f [mm/rev.] for drill diameter<br />
∅<br />
19 ÷ 22<br />
∅<br />
23 ÷ 27<br />
∅<br />
28 ÷ 34<br />
∅<br />
35 ÷ 40<br />
8040 0,05 0,06 0,07 0,08 0,09<br />
8040 0,1 0,12 0,14 0,16 0,18<br />
8040 0,11 0,15 0,18 0,2 0,22<br />
8040 0,10 0,15 0,18 0,2 0,22<br />
8030 8040 0,07 0,09 0,11 0,12 0,13<br />
8030<br />
5030D<br />
8040 0,15 0,16 0,18 0,2 0,23<br />
N - - - - - - - -<br />
S<br />
80<br />
÷<br />
120<br />
8030 8040 0,07 0,09 0,1 0,11 0,12<br />
H - - - - - - - -<br />
23<br />
2D<br />
2,5D<br />
3D<br />
3,5D<br />
ŘEZNÉ DESTIČKY<br />
INDEXABLE INSERTS<br />
UPÍNAČE<br />
TOOLING SYSTEM<br />
TECHNICKÁ ČÁST<br />
TECHNICAL PART