Layout 1
Layout 1
Layout 1

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
This technique requires little equipment<br />
other than the bed, a source of air, and a<br />
means of heating the parts. A variation of this<br />
technique is to apply a negative electrostatic<br />
charge to the powder which draws the powder<br />
particles to the part via electrostatic attraction.<br />
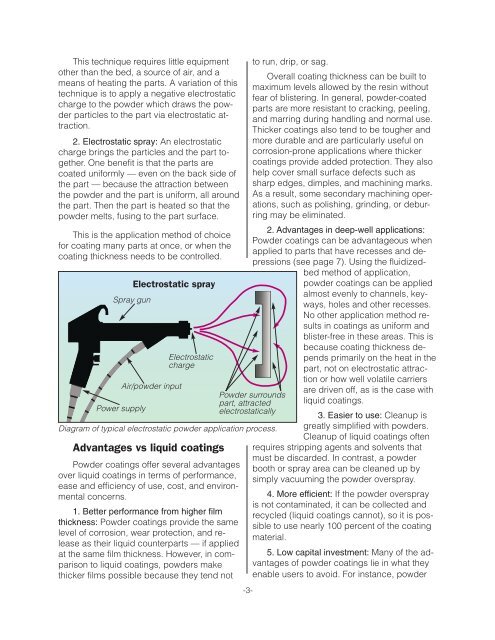
2. Electrostatic spray: An electrostatic<br />
charge brings the particles and the part together.<br />
One benefit is that the parts are<br />
coated uniformly — even on the back side of<br />
the part — because the attraction between<br />
the powder and the part is uniform, all around<br />
the part. Then the part is heated so that the<br />
powder melts, fusing to the part surface.<br />
This is the application method of choice<br />
for coating many parts at once, or when the<br />
coating thickness needs to be controlled.<br />
Spray gun<br />
Power supply<br />
Electrostatic spray<br />
Air/powder input<br />
Electrostatic<br />
charge<br />
Diagram of typical electrostatic powder application process.<br />
Advantages vs liquid coatings<br />
Powder coatings offer several advantages<br />
over liquid coatings in terms of performance,<br />
ease and efficiency of use, cost, and environmental<br />
concerns.<br />
1. Better performance from higher film<br />
thickness: Powder coatings provide the same<br />
level of corrosion, wear protection, and release<br />
as their liquid counterparts — if applied<br />
at the same film thickness. However, in comparison<br />
to liquid coatings, powders make<br />
thicker films possible because they tend not<br />
-3-<br />
to run, drip, or sag.<br />
Overall coating thickness can be built to<br />
maximum levels allowed by the resin without<br />
fear of blistering. In general, powder-coated<br />
parts are more resistant to cracking, peeling,<br />
and marring during handling and normal use.<br />
Thicker coatings also tend to be tougher and<br />
more durable and are particularly useful on<br />
corrosion-prone applications where thicker<br />
coatings provide added protection. They also<br />
help cover small surface defects such as<br />
sharp edges, dimples, and machining marks.<br />
As a result, some secondary machining operations,<br />
such as polishing, grinding, or deburring<br />
may be eliminated.<br />
2. Advantages in deep-well applications:<br />
Powder coatings can be advantageous when<br />
applied to parts that have recesses and depressions<br />
(see page 7). Using the fluidizedbed<br />
method of application,<br />
powder coatings can be applied<br />
almost evenly to channels, keyways,<br />
holes and other recesses.<br />
No other application method results<br />
in coatings as uniform and<br />
blister-free in these areas. This is<br />
because coating thickness depends<br />
primarily on the heat in the<br />
part, not on electrostatic attraction<br />
or how well volatile carriers<br />
Powder surrounds<br />
part, attracted<br />
electrostatically<br />
are driven off, as is the case with<br />
liquid coatings.<br />
3. Easier to use: Cleanup is<br />
greatly simplified with powders.<br />
Cleanup of liquid coatings often<br />
requires stripping agents and solvents that<br />
must be discarded. In contrast, a powder<br />
booth or spray area can be cleaned up by<br />
simply vacuuming the powder overspray.<br />
4. More efficient: If the powder overspray<br />
is not contaminated, it can be collected and<br />
recycled (liquid coatings cannot), so it is possible<br />
to use nearly 100 percent of the coating<br />
material.<br />
5. Low capital investment: Many of the advantages<br />
of powder coatings lie in what they<br />
enable users to avoid. For instance, powder