SPIRO GILLS Products Brochure - L.B.L Trading Ltd.
SPIRO GILLS Products Brochure - L.B.L Trading Ltd.
SPIRO GILLS Products Brochure - L.B.L Trading Ltd.
- No tags were found...

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
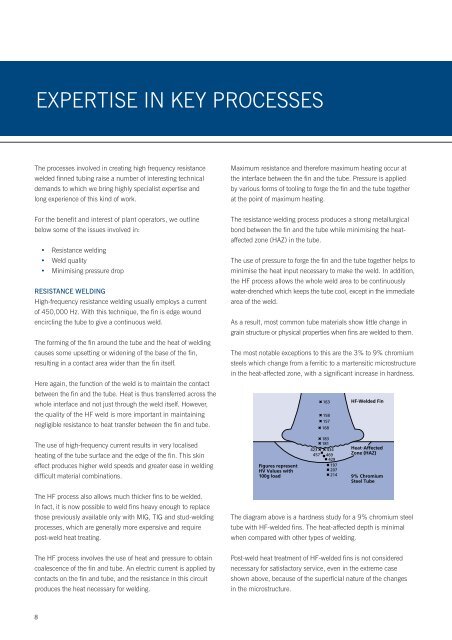
EXPERTISE IN KEY PROCESSESThe processes involved in creating high frequency resistancewelded finned tubing raise a number of interesting technicaldemands to which we bring highly specialist expertise andlong experience of this kind of work.Maximum resistance and therefore maximum heating occur atthe interface between the fin and the tube. Pressure is appliedby various forms of tooling to forge the fin and the tube togetherat the point of maximum heating.For the benefit and interest of plant operators, we outlinebelow some of the issues involved in:• Resistance welding• Weld quality• Minimising pressure dropRESISTANCE WELDINGHigh-frequency resistance welding usually employs a currentof 450,000 Hz. With this technique, the fin is edge woundencircling the tube to give a continuous weld.The forming of the fin around the tube and the heat of weldingcauses some upsetting or widening of the base of the fin,resulting in a contact area wider than the fin itself.Here again, the function of the weld is to maintain the contactbetween the fin and the tube. Heat is thus transferred across thewhole interface and not just through the weld itself. However,the quality of the HF weld is more important in maintainingnegligible resistance to heat transfer between the fin and tube.The resistance welding process produces a strong metallurgicalbond between the fin and the tube while minimising the heataffectedzone (HAZ) in the tube.The use of pressure to forge the fin and the tube together helps tominimise the heat input necessary to make the weld. In addition,the HF process allows the whole weld area to be continuouslywater-drenched which keeps the tube cool, except in the immediatearea of the weld.As a result, most common tube materials show little change ingrain structure or physical properties when fins are welded to them.The most notable exceptions to this are the 3% to 9% chromiumsteels which change from a ferritic to a martensitic microstructurein the heat-affected zone, with a significant increase in hardness.The use of high-frequency current results in very localisedheating of the tube surface and the edge of the fin. This skineffect produces higher weld speeds and greater ease in weldingdifficult material combinations.The HF process also allows much thicker fins to be welded.In fact, it is now possible to weld fins heavy enough to replacethose previously available only with MIG, TIG and stud-weldingprocesses, which are generally more expensive and requirepost-weld heat treating.The diagram above is a hardness study for a 9% chromium steeltube with HF-welded fins. The heat-affected depth is minimalwhen compared with other types of welding.The HF process involves the use of heat and pressure to obtaincoalescence of the fin and tube. An electric current is applied bycontacts on the fin and tube, and the resistance in this circuitproduces the heat necessary for welding.Post-weld heat treatment of HF-welded fins is not considerednecessary for satisfactory service, even in the extreme caseshown above, because of the superficial nature of the changesin the microstructure.8