- Page 1 and 2:
NORTONIndustrialProduction MArketEf
- Page 3 and 4:
machine indexRight Angle/Vertical S
- Page 5 and 6:
Catalog navigationJWhat are the Lea
- Page 7 and 8:
www.nortonabrasives.com7
- Page 9 and 10:
depressed center wheelsMaterial/App
- Page 11 and 12:
Depressed center wheelsFeatured pro
- Page 13 and 14:
depressed center wheelsMACHINE USED
- Page 15 and 16:
Depressed center wheelsMACHINE USED
- Page 17 and 18:
Small DiameterReinforced Cut-offwww
- Page 19 and 20:
Small DiameterReinforced Cut-offCro
- Page 21 and 22:
Small DiameterReinforced cut-offMAC
- Page 23 and 24:
Small DiameterReinforced cut-offMAC
- Page 25 and 26:
High SpeedReinforced Cut-offCross R
- Page 27 and 28:
Walk-BehindReinforced Cut-offMACHIN
- Page 29 and 30:
Chop SawReinforced Cut-offCategory
- Page 31 and 32:
Stationary SawReinforced Cut-offCat
- Page 33 and 34:
Foundry Cut-offFeatured productsNor
- Page 35 and 36:
Toolroom Cut-offFeatured productsTo
- Page 37 and 38:
Portable SnaggingWheels, Cones & Pl
- Page 39 and 40:
Portable SnaggingWheels, Cones & Pl
- Page 41 and 42:
Floorstand and SwingframeSnagging W
- Page 43 and 44:
Bench and Pedestal WheelsMACHINES U
- Page 45 and 46:
Mounted PointsCategory DefinitionRe
- Page 47 and 48:
Mounted PointsMACHINES USEDNorton Q
- Page 49 and 50:
Mounted PointsMACHINES USEDAvailabi
- Page 51 and 52:
Sharpening StonesCategory Definitio
- Page 53:
Sharpening StonesMACHINE USEDFeatur
- Page 56 and 57:
Sharpening StonesMACHINE USEDDiamon
- Page 58 and 59:
Sharpening StonesMACHINE USEDSharpe
- Page 60 and 61:
Sharpening StonesMACHINE USEDAbrasi
- Page 62 and 63:
Sharpening StonesMACHINE USEDAbrasi
- Page 64 and 65:
48"Sharpening StonesMACHINE USED36"
- Page 66 and 67:
Fiber discs66NORTON
- Page 68 and 69:
Fiber discsCategory definitionMACHI
- Page 70 and 71:
Fiber discsMACHINES USEDAvailabilit
- Page 72 and 73:
Fiber discsMACHINES USEDSpeed-Chang
- Page 74 and 75:
74 NORTONFlap discs
- Page 76 and 77:
Flap discsCategory definitionMACHIN
- Page 78 and 79:
Flap DiscsMACHINE USEDFeatured prod
- Page 80 and 81:
Flap discsMACHINE USEDAvailabilityT
- Page 82 and 83:
Flap discsMACHINE USEDNorZon 20X Hi
- Page 84 and 85:
Paper DiscsCategory definitionMACHI
- Page 86 and 87:
Paper DiscsMACHINES USEDAvailabilit
- Page 88 and 89:
Paper DiscsMACHINES USEDAvailabilit
- Page 90 and 91:
Paper DiscsMACHINES USEDAvailabilit
- Page 92 and 93:
Paper Disc AccessoriesMACHINES USED
- Page 94 and 95:
Cloth PSA DiscsAnd AccessoriesMACHI
- Page 96 and 97:
Cloth PSA DiscsAnd AccessoriesMACHI
- Page 98 and 99:
98 NORTONQuick-Change Discs
- Page 100 and 101:
Quick-Change DiscsMaterial/APPLICAT
- Page 102 and 103:
Quick-Change DiscsMACHINE USEDMerit
- Page 104 and 105:
Quick-Change DiscsMACHINE USEDMerit
- Page 106 and 107:
Quick-Change DiscsMACHINE USEDMerit
- Page 108 and 109:
Quick-Change DiscsMACHINE USEDMerit
- Page 110 and 111:
Quick-Change DiscAccessoriesQuick-C
- Page 112 and 113:
Paper Sheets & RollsCross Reference
- Page 114 and 115:
Paper Sheets & RollsMACHINES USEDWa
- Page 116 and 117:
Paper Sheets & RollsMACHINES USEDAv
- Page 118 and 119:
Cloth Sheets & RollsMACHINES USEDCa
- Page 120 and 121:
Abrasive SpongesMACHINE USEDCategor
- Page 122 and 123:
Flexible DiamondHand PadsMACHINE US
- Page 124 and 125:
File BeltsMACHINE USEDCategory defi
- Page 126 and 127:
File BeltsMACHINE USEDAvailabilityT
- Page 128 and 129:
Portable BeltsMACHINES USEDPortable
- Page 130 and 131:
Featured ProductsNarrow BeltsMACHIN
- Page 132 and 133:
Narrow beltsMACHINE USED1" to 6" wi
- Page 134 and 135:
Narrow beltsMACHINES USED2" to 10"
- Page 136 and 137:
Featured productsWide BeltsNorton B
- Page 138 and 139:
Norax BeltsMACHINE USEDCategory def
- Page 140 and 141:
FasTtRack ServiceMade-To-Order Belt
- Page 142 and 143:
Flap WheelsMACHINES USEDFeatured pr
- Page 144 and 145:
Flap WheelsMACHINES USEDMini Flap W
- Page 146 and 147:
Flap WheelsMACHINES USEDMini Flap W
- Page 148 and 149:
Flap WheelsMACHINES USED3-1/2" - 8"
- Page 150 and 151:
Flap WheelsMACHINES USED10" - 16" L
- Page 152 and 153:
Flap WheelsMACHINES USEDSand-O-Flex
- Page 154 and 155:
Spiral BandsMACHINE USEDAvailabilit
- Page 156 and 157:
Cartridge Rolls, SpiralRolls, Cone
- Page 158 and 159:
Cartridge Rolls, SpiralRolls, Cone
- Page 160 and 161:
Cartridge Rolls, SpiralRolls, Cone
- Page 162 and 163:
Square & Cross Pads,Overlap Slotted
- Page 164 and 165:
Bore PolishersCategory definitionMA
- Page 166 and 167:
FlexDrumCategory definitionFlexDrum
- Page 168 and 169:
FlexDrumHub Units• FlexDrum hubs
- Page 170 and 171:
Non-Woven Abrasives170NORTON
- Page 172 and 173:
Non-WovenRight Angle DiscsMACHINES
- Page 174 and 175:
Non-WovenRight Angle DiscsMACHINES
- Page 176 and 177:
Non-Woven DiscsMACHINES USEDCategor
- Page 178 and 179:
Non-Woven DiscsFeatured ProductsDeb
- Page 180 and 181:
Non-Woven DiscsFeatured ProductsSur
- Page 182 and 183:
Non-Woven DiscsFeatured ProductsBac
- Page 184 and 185:
Non-Woven Hand Pads,Rolls and Spong
- Page 186 and 187:
Non-Woven WheelsMACHINES USEDCatego
- Page 188 and 189: Non-Woven WheelsMACHINES USEDRapid
- Page 190 and 191: Non-Woven WheelsMACHINES USEDConvol
- Page 192 and 193: Non-Woven WheelsMACHINES USEDConvol
- Page 194 and 195: Non-Woven BeltsMACHINES USEDCategor
- Page 196 and 197: Non-Woven Flap WheelsMACHINES USEDC
- Page 198 and 199: Non-abrasive products198NORTON
- Page 200 and 201: Wire BrushesMACHINES USEDCategory D
- Page 202 and 203: Wire BrushesMACHINES USEDFeatured p
- Page 204 and 205: Non-Abrasive ProductsMicro-Fiber Cl
- Page 206 and 207: 206 NORTONPrecision Production
- Page 208 and 209: Vitrified WheelsCategory Definition
- Page 210 and 211: Vitrified WheelsTroubleshooting Gui
- Page 212 and 213: Vitrified WheelsID and Race WheelsI
- Page 214 and 215: Vitrified WheelsVitrified Wheels Fo
- Page 216 and 217: Vitrified WheelsVitrified Wheels Fo
- Page 218 and 219: Vitrified WheelsVitrified Wheels Fo
- Page 220 and 221: Vitrified WheelsVitrified Wheels Fo
- Page 222 and 223: Vitrified WheelsCategory Definition
- Page 224 and 225: Surface Grinding SegmentsCategory D
- Page 226 and 227: Cylindrical WheelsCategory Definiti
- Page 228 and 229: Cylindrical WheelsAvailability Tier
- Page 230 and 231: Centerless andFeed xxx WheelsProper
- Page 232 and 233: Creepfeed Blank StockFastTrack Serv
- Page 234 and 235: 55A Blank StockFastTrack ServiceCat
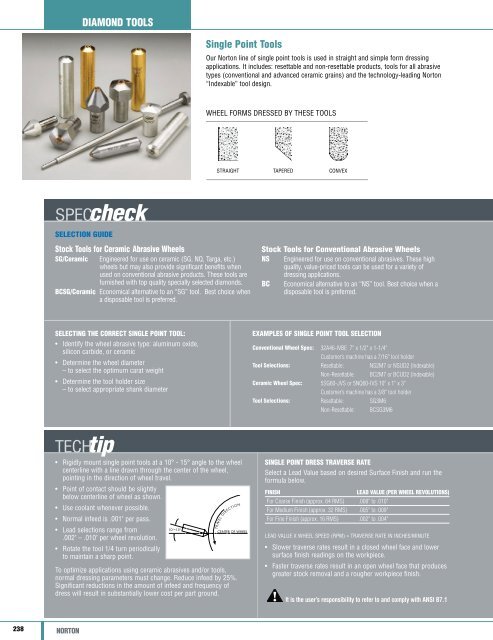
- Page 236 and 237: Diamond Tools236NORTON
- Page 240 and 241: Diamond ToolsSingle Point Tools con
- Page 242 and 243: Diamond ToolsSingle Point Tools con
- Page 244 and 245: Diamond ToolsMulti-Point (Grit) Too
- Page 246 and 247: Diamond ToolsMulti-Point (Grit) Too
- Page 248 and 249: Diamond ToolsBlade Tools continuedU
- Page 250 and 251: Diamond ToolsForm Tools continuedCh
- Page 252 and 253: Diamond ToolsToolroom Tools continu
- Page 254 and 255: Diamond ToolsAccessoriesTool holder
- Page 256 and 257: Diamond StationaryFliesen ToolsFuri
- Page 258 and 259: Diamond and cBN Wheels258NORTON
- Page 260 and 261: Norton Diamond / cBNStock WheelsCat
- Page 262 and 263: Norton Diamond / cBNStock WheelsHow
- Page 264 and 265: Norton Diamond / cBNStock WheelsApp
- Page 266 and 267: Norton Diamond / cBNStock WheelsTro
- Page 268 and 269: Norton Diamond / cBNStock WheelsSiz
- Page 270 and 271: Norton Diamond / cBNStock WheelsSiz
- Page 272 and 273: Norton Diamond / cBNStock WheelsASD
- Page 274 and 275: Norton Diamond / cBNStock WheelsSiz
- Page 276 and 277: Norton B99 ExpressDiamond / cBN Whe
- Page 278 and 279: Norton B99 ExpressDiamond / cBN Whe
- Page 280 and 281: CNCDiamond / cBN WheelsNorton CNC S
- Page 282 and 283: Saw GrindingDiamond / cBN WheelsCat
- Page 284 and 285: Truing and Dressing GuideDiamond an
- Page 286 and 287: Dressing xxx SticksVitrified Dressi
- Page 288 and 289:
ElectroplatedDiamond and cBN Produc
- Page 290 and 291:
ElectroplatedDiamond and cBN Produc
- Page 292 and 293:
ElectroplatedDiamond and cBN Produc
- Page 294 and 295:
ElectroplatedDiamond and cBN Produc
- Page 296 and 297:
ElectroplatedDiamond and cBN Produc
- Page 298 and 299:
ELECTROPLATEDDIAMOND AND cBN PRODUC
- Page 300 and 301:
DiamondLapping CompoundCategory Def
- Page 302 and 303:
General InformationHow to Read an A
- Page 304 and 305:
For additional information on this
- Page 306 and 307:
General InformationProper Grinding
- Page 308 and 309:
General xxx InformationSafety TipsD
- Page 310 and 311:
General InformationProduct Warranty
- Page 312:
NORTONfull line of stock abrasive p