Strip cladding - Esab
Strip cladding - Esab
Strip cladding - Esab

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
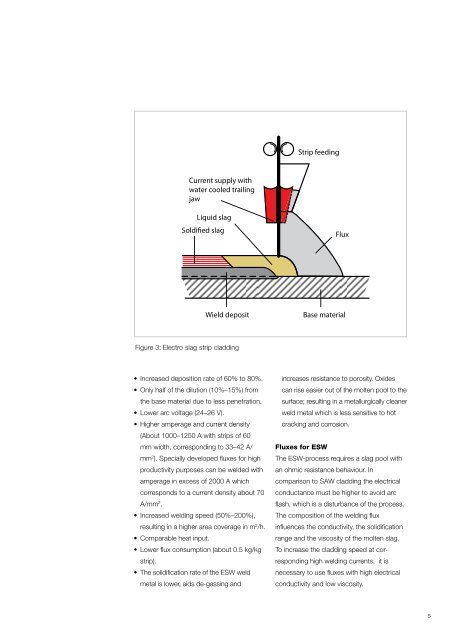
<strong>Strip</strong> feedingCurrent supply withwater cooled trailingjawLiquid slagSoldified slagFluxWield depositBase materialFigure 3: Electro slag strip <strong>cladding</strong>• Increased deposition rate of 60% to 80%.• Only half of the dilution (10%–15%) fromthe base material due to less penetration.• Lower arc voltage (24–26 V).• Higher amperage and current density(About 1000–1250 A with strips of 60mm width, corresponding to 33–42 A/mm 2 ). Specially developed fluxes for highproductivity purposes can be welded withamperage in excess of 2000 A whichcorresponds to a current density about 70A/mm 2 .• Increased welding speed (50%–200%),resulting in a higher area coverage in m 2 /h.• Comparable heat input.• Lower flux consumption (about 0.5 kg/kgstrip).• The solidification rate of the ESW weldmetal is lower, aids de-gassing andincreases resistance to porosity. Oxidescan rise easier out of the molten pool to thesurface; resulting in a metallurgically cleanerweld metal which is less sensitive to hotcracking and corrosion.Fluxes for ESWThe ESW-process requires a slag pool withan ohmic resistance behaviour. Incomparison to SAW <strong>cladding</strong> the electricalconductance must be higher to avoid arcflash, which is a disturbance of the process.The composition of the welding fluxinfluences the conductivity, the solidificationrange and the viscosity of the molten slag.To increase the <strong>cladding</strong> speed at correspondinghigh welding currents, it isnecessary to use fluxes with high electricalconductivity and low viscosity.5