ÐонолиÑнÑе ÑвеÑдоÑпланÑе ÑÑезÑ
ÐонолиÑнÑе ÑвеÑдоÑпланÑе ÑÑезÑ
ÐонолиÑнÑе ÑвеÑдоÑпланÑе ÑÑезÑ

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
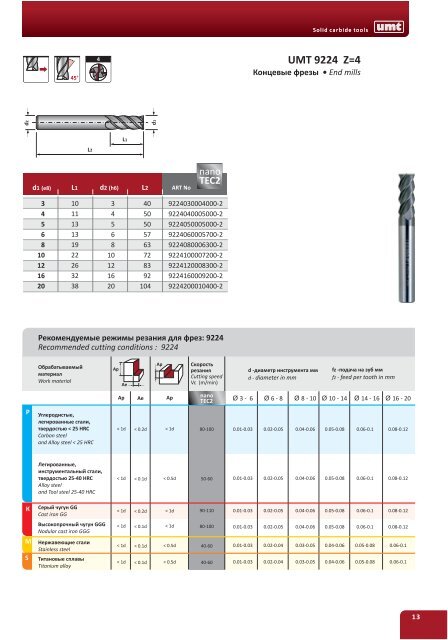
S o l i d carbide tools454UMT 9224 Z=4Концевые фрезы • End millsd2d1L1L2d1 (е8) L1 d2 (h6) L2 ART NonanoTEC23456810121620101113131922263238345681012162040505057637283921049224030004000-29224040005000-29224050005000-29224060005700-29224080006300-29224100007200-29224120008300-29224160009200-29224200010400-2Рекомендуемые режимы резания для фрез: 9224Recommended cutting conditions : 9224ОбрабатываемыйматериалWork materialApAeApСкоростьрезанияCutting speedVc (m/min)d -диаметр инструмента ммd - diameter in mmfz -подача на зуб ммfz - feed per tooth in mmApAeApnanoTEC2Ø 3 - 6 Ø 6 - 8Ø 8 - 10 Ø 10 - 14 Ø 14 - 16 Ø 16 - 20РУглеродистые,легированные стали,твердостью < 25 HRCCarbon steeland Alloy steel < 25 HRC< 1d< 0.2d< 1d80-1000.01-0.03 0.02-0.05 0.04-0.06 0.05-0.08 0.06-0.1 0.08-0.12Легированные,инструментальный стали,твердостью 25-40 HRCAlloy steeland Tool steel 25-40 HRC< 1d< 0.1d< 0.5d50-600.01-0.03 0.02-0.05 0.04-0.06 0.05-0.08 0.06-0.1 0.08-0.12КMSСерый чугун GGCast iron GGВысокопрочный чугун GGGNodular cast iron GGGНержавеющие сталиStainless steelТитановые сплавыTitanium alloy< 1d < 0.2d < 1d 90-110 100-120 0.01-0.03 0.02-0.05 0.04-0.06 0.05-0.08 0.06-0.1 0.08-0.12< 1d< 1d< 0.1d< 0.1d< 1d< 0.5d80-10040-600.01-0.030.01-0.030.02-0.050.02-0.040.04-0.060.03-0.050.05-0.080.04-0.060.06-0.10.05-0.080.08-0.120.06-0.1< 1d < 0.1d < 0.5d 40-60 0.01-0.03 0.02-0.04 0.03-0.05 0.04-0.06 0.05-0.08 0.06-0.113