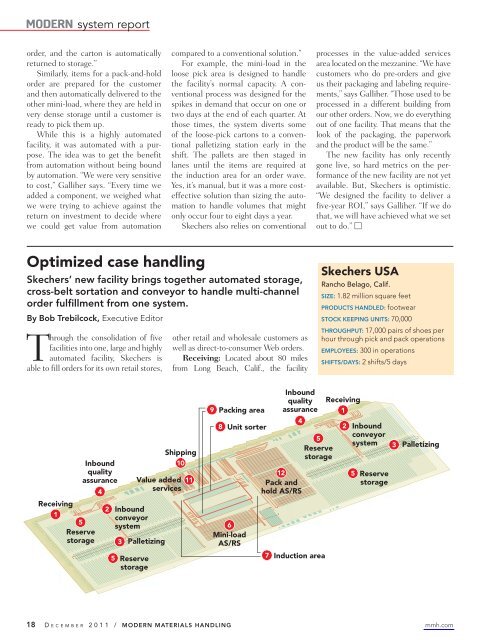
modern system reportIn the receiving department, cartonsare palletized for putaway in a verynarrow aisle reserve storage area.facilities were added on an as-neededbasis. Those buildings varied in ceilingheight and in equipment, with somebuildings sporting conventional aislestorage, some with narrow aisle storageand some with very narrow aisle storage.What’s more, product was receivedfrom the ports in one building, pickedand packed in another and potentiallypicked up in a third. “We were constantlyshipping product from onebuilding to the next until it got to theright place,” Galliher explains. “Wewere our best transportation customer.”Growth-driven designSkechers began the design process forthe new facility just ahead of the financialmeltdown, signing a lease for thebuilding in 2007. After an extendedpermitting process, Skechers brokeground in June of 2010.According to Galliher, there wereseveral key goals that resulted in thefinal design of the system.One roof: Yes, Skechers wanted toconsolidate a hodge-podge of operationsunder one roof, but it also wantedto maintain one central point for NorthAmerican distribution rather thandevelop a distribution network. “Ourbelief is that when you have regionalDCs, you end up with inventory on theEast Coast that you need on the WestCoast and vice versa,” Galliher says.“There are challenges to positioning theright inventory in the right places.”Just as important, he adds, Skechersstill operates a close-knit operation.“We’re a public corporation, but westill think of our associates as family,”Galliher says. “That would have beenlost if we developed a regional model.”Skechers does work with two 3PLs todistribute to Canada.Keep it scalable: The buildings andthe automation systems were designedso that Skechers could put in a pieceof equipment and generate savings nowand still add on to those systems at alater point as the business grows. Forinstance, both AS/RS units are expandable.Moreover, Skechers purchased anadjacent lot big enough for another facilityshould it outgrow this one.Keep it green: To earn LEED certification,the facility features solar panelsthat generate electricity; a reflective roofand a natural ventilation system thatrelies on prevailing winds maintain acomfortable working environment evenin desert heat; native plants and plumbingfixtures that conserve water; andplug-in stations for electric vehicles.Rationalize labor: Like most retailersand manufacturers of consumer products,Skechers distribution processeshave to accommodate seasonal swingsin demand and labor. “During our peakseason, we would have as many as 1,200employees, most of whom were temporaryemployees,” Galliher says. “Trainingand managing that many people for seasonalspikes is always a challenge.”What’s more, bringing on seasonallabor in conventional systems has animpact on throughput and order accuracy.One of the goals then was to developa system that could handle the day-todayorder activity with a core group ofassociates—in this case about 300—andaccommodate seasonal spikes with aminimum amount of temporary help.Automate with a purposeAutomation, including the two miniloadAS/RS units and the cross-beltsorter, were central to controlling laborin the new facility.For instance, packing and shippingwere two areas that required a large laborcomponent under the old model. Shoesare shipped to Skechers in master packsof six pairs of adult shoes or 12 pairs ofchildren’s shoes in a solid color. Mostcustomers, however, order an assortmentof styles, sizes and colors. To fill thoseorders required breaking down the prepacks,picking and re-packing the numberof “loose pairs” required for an order, andreturning the partially depleted carton tostorage. All that processing required a lotof hands and touches.Similarly, Skechers often packedorders and staged them on the shippingdock for customers who did their ownpick ups. The process not only requiredlabor, it consumed valuable real estatein the shipping area.The mini-loads addressed both ofthose issues. One system is designatedto store and deliver partially depletedloose pick cartons to an induction platformfor the cross-belt sorter. “It tooka lot of people to pull those pairs fromthe shelves and repack them,” saysGalliher. “Now, the mini-load deliversa carton to the induction station, anassociate picks the pairs needed for anmmh.com <strong>Modern</strong> <strong>Materials</strong> <strong>Handling</strong> / D e c e m b e r 2 0 1 1 17
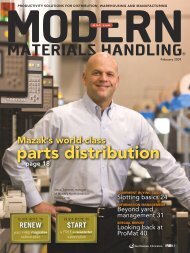
modern system reportorder, and the carton is automaticallyreturned to storage.”Similarly, items for a pack-and-holdorder are prepared for the customerand then automatically delivered to theother mini-load, where they are held invery dense storage until a customer isready to pick them up.While this is a highly automatedfacility, it was automated with a purpose.The idea was to get the benefitfrom automation without being boundby automation. “We were very sensitiveto cost,” Galliher says. “Every time weadded a component, we weighed whatwe were trying to achieve against thereturn on investment to decide wherewe could get value from automationcompared to a conventional solution.”For example, the mini-load in theloose pick area is designed to handlethe facility’s normal capacity. A conventionalprocess was designed for thespikes in demand that occur on one ortwo days at the end of each quarter. Atthose times, the system diverts someof the loose-pick cartons to a conventionalpalletizing station early in theshift. The pallets are then staged inlanes until the items are required atthe induction area for an order wave.Yes, it’s manual, but it was a more costeffectivesolution than sizing the automationto handle volumes that mightonly occur four to eight days a year.Skechers also relies on conventionalprocesses in the value-added servicesarea located on the mezzanine. “We havecustomers who do pre-orders and giveus their packaging and labeling requirements,”says Galliher. “Those used to beprocessed in a different building fromour other orders. Now, we do everythingout of one facility. That means that thelook of the packaging, the paperworkand the product will be the same.”The new facility has only recentlygone live, so hard metrics on the performanceof the new facility are not yetavailable. But, Skechers is optimistic.“We designed the facility to deliver afive-year ROI,” says Galliher. “If we dothat, we will have achieved what we setout to do.” MOptimized case handlingSkechers’ new facility brings together automated storage,cross-belt sortation and conveyor to handle multi-channelorder fulfillment from one system.By Bob Trebilcock, Executive EditorThrough the consolidation of fivefacilities into one, large and highlyautomated facility, Skechers isable to fill orders for its own retail stores,other retail and wholesale customers aswell as direct-to-consumer Web orders.Receiving: Located about 80 milesfrom Long Beach, Calif., the facilitySkechers USARancho Belago, Calif.Size: 1.82 million square feetProducts handled: footwearStock keeping units: 70,000Throughput: 17,000 pairs of shoes perhour through pick and pack operationsEmployees: 300 in operationsShifts/Days: 2 shifts/5 daysInboundqualityassurance4Receiving15Reservestorage2 Inboundconveyorsystem5 ReservestorageShipping10Value addedservices3 Palletizing119 Packing area8 Unit sorter6Mini-loadAS/RSInboundqualityassurance412Pack andhold AS/RS5Reservestorage7 Induction areaReceiving12 Inboundconveyorsystem5 Reservestorage3 Palletizing18 D e c e m b e r 2 0 1 1 / <strong>Modern</strong> <strong>Materials</strong> <strong>Handling</strong> mmh.com