STRAND
01 - wire r ope & strand - Bullivants
01 - wire r ope & strand - Bullivants
- No tags were found...

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
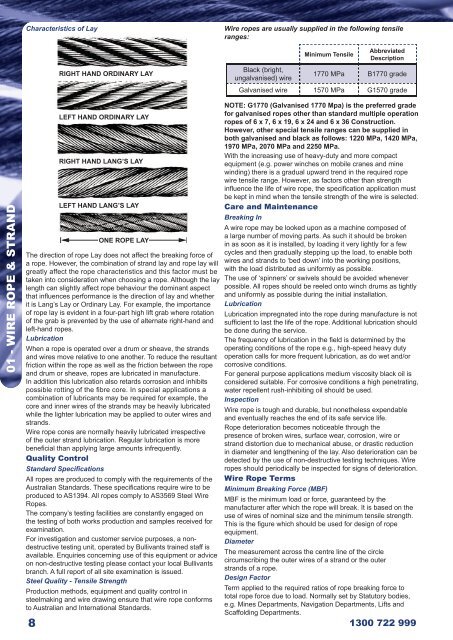
Characteristics of Lay<br />
RIGHT HAND ORDINARY LAY<br />
Wire ropes are usually supplied in the following tensile<br />
ranges:<br />
Black (bright,<br />
ungalvanised) wire<br />
Minimum Tensile<br />
Abbreviated<br />
Description<br />
1770 MPa B1770 grade<br />
Galvanised wire 1570 MPa G1570 grade<br />
01 - WIRE ROPE & <strong>STRAND</strong><br />
8<br />
LEFT HAND ORDINARY LAY<br />
RIGHT HAND LANG’S LAY<br />
LEFT HAND LANG’S LAY<br />
ONE ROPE LAY<br />
The direction of rope Lay does not affect the breaking force of<br />
a rope. However, the combination of strand lay and rope lay will<br />
greatly affect the rope characteristics and this factor must be<br />
taken into consideration when choosing a rope. Although the lay<br />
length can slightly affect rope behaviour the dominant aspect<br />
that infl uences performance is the direction of lay and whether<br />
it is Lang’s Lay or Ordinary Lay. For example, the importance<br />
of rope lay is evident in a four-part high lift grab where rotation<br />
of the grab is prevented by the use of alternate right-hand and<br />
left-hand ropes.<br />
Lubrication<br />
When a rope is operated over a drum or sheave, the strands<br />
and wires move relative to one another. To reduce the resultant<br />
friction within the rope as well as the friction between the rope<br />
and drum or sheave, ropes are lubricated in manufacture.<br />
In addition this lubrication also retards corrosion and inhibits<br />
possible rotting of the fi bre core. In special applications a<br />
combination of lubricants may be required for example, the<br />
core and inner wires of the strands may be heavily lubricated<br />
while the lighter lubrication may be applied to outer wires and<br />
strands.<br />
Wire rope cores are normally heavily lubricated irrespective<br />
of the outer strand lubrication. Regular lubrication is more<br />
benefi cial than applying large amounts infrequently.<br />
Quality Control<br />
Standard Specifications<br />
All ropes are produced to comply with the requirements of the<br />
Australian Standards. These specifi cations require wire to be<br />
produced to AS1394. All ropes comply to AS3569 Steel Wire<br />
Ropes.<br />
The company’s testing facilities are constantly engaged on<br />
the testing of both works production and samples received for<br />
examination.<br />
For investigation and customer service purposes, a nondestructive<br />
testing unit, operated by Bullivants trained staff is<br />
available. Enquiries concerning use of this equipment or advice<br />
on non-destructive testing please contact your local Bullivants<br />
branch. A full report of all site examination is issued.<br />
Steel Quality - Tensile Strength<br />
Production methods, equipment and quality control in<br />
steelmaking and wire drawing ensure that wire rope conforms<br />
to Australian and International Standards.<br />
NOTE: G1770 (Galvanised 1770 Mpa) is the preferred grade<br />
for galvanised ropes other than standard multiple operation<br />
ropes of 6 x 7, 6 x 19, 6 x 24 and 6 x 36 Construction.<br />
However, other special tensile ranges can be supplied in<br />
both galvanised and black as follows: 1220 MPa, 1420 MPa,<br />
1970 MPa, 2070 MPa and 2250 MPa.<br />
With the increasing use of heavy-duty and more compact<br />
equipment (e.g. power winches on mobile cranes and mine<br />
winding) there is a gradual upward trend in the required rope<br />
wire tensile range. However, as factors other than strength<br />
influence the life of wire rope, the specifi cation application must<br />
be kept in mind when the tensile strength of the wire is selected.<br />
Care and Maintenance<br />
Breaking In<br />
A wire rope may be looked upon as a machine composed of<br />
a large number of moving parts. As such it should be broken<br />
in as soon as it is installed, by loading it very lightly for a few<br />
cycles and then gradually stepping up the load, to enable both<br />
wires and strands to ‘bed down’ into the working positions,<br />
with the load distributed as uniformly as possible.<br />
The use of ‘spinners’ or swivels should be avoided whenever<br />
possible. All ropes should be reeled onto winch drums as tightly<br />
and uniformly as possible during the initial installation.<br />
Lubrication<br />
Lubrication impregnated into the rope during manufacture is not<br />
sufficient to last the life of the rope. Additional lubrication should<br />
be done during the service.<br />
The frequency of lubrication in the field is determined by the<br />
operating conditions of the rope e.g., high-speed heavy duty<br />
operation calls for more frequent lubrication, as do wet and/or<br />
corrosive conditions.<br />
For general purpose applications medium viscosity black oil is<br />
considered suitable. For corrosive conditions a high penetrating,<br />
water repellent rush-inhibiting oil should be used.<br />
Inspection<br />
Wire rope is tough and durable, but nonetheless expendable<br />
and eventually reaches the end of its safe service life.<br />
Rope deterioration becomes noticeable through the<br />
presence of broken wires, surface wear, corrosion, wire or<br />
strand distortion due to mechanical abuse, or drastic reduction<br />
in diameter and lengthening of the lay. Also deterioration can be<br />
detected by the use of non-destructive testing techniques. Wire<br />
ropes should periodically be inspected for signs of deterioration.<br />
Wire Rope Terms<br />
Minimum Breaking Force (MBF)<br />
MBF is the minimum load or force, guaranteed by the<br />
manufacturer after which the rope will break. It is based on the<br />
use of wires of nominal size and the minimum tensile strength.<br />
This is the figure which should be used for design of rope<br />
equipment.<br />
Diameter<br />
The measurement across the centre line of the circle<br />
circumscribing the outer wires of a strand or the outer<br />
strands of a rope.<br />
Design Factor<br />
Term applied to the required ratios of rope breaking force to<br />
total rope force due to load. Normally set by Statutory bodies,<br />
e.g. Mines Departments, Navigation Departments, Lifts and<br />
Scaffolding Departments.<br />
1300 722 999