
You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
Technical Guide of Mach long <strong>drill</strong><br />
Special features of MLD<br />
Tool for <strong>drill</strong>ing over 20D<br />
Special cutting edge preparation for low cutting load provides strong cutting edge.<br />
Special flute design focused on smooth chip evacuation.<br />
Rigid <strong>drill</strong> prevents bending of it when firstly enter the work piece.<br />
New TiAlN coating provides excellent lubrication property.<br />
Extremely smooth surface of coated layer by post treatment on top of coating.<br />
It is possible to <strong>drill</strong> over 20D depth, at one time with out step.<br />
Maximum qulaity could be acquired when using MQL system.<br />
Consistent tool life.<br />
Informations<br />
Work piece Carbon steel, alloy steel, mould steel, cast iron<br />
Recommendation (valid for 6 x 120(cutting edge length) x 170(total length)) Code system for Mach long <strong>drill</strong> (ex. MLD 0590-20A)<br />
Work piece Carbon steel<br />
(S45C)<br />
Notice for MLD<br />
Drill for machining over 20D<br />
Centering tolerance of Mach long <strong>drill</strong> from previously machined center of pilot <strong>drill</strong> should be within 0.01mm.<br />
The tolerance affects sudden facture of long <strong>drill</strong>.<br />
Composition for MQL system.<br />
MLD<br />
MQL System : Air in, 6bar(0.6Mpa) MQL system : Air in, 6bar(0.6Mpa), Coolant : Water soluble.<br />
Machining sequence for tilted face : Endmilling to make flat face Pilot <strong>drill</strong> Mach long <strong>drill</strong><br />
In case of tilted face, sphere shape, convex or concave face should have endmill process first.<br />
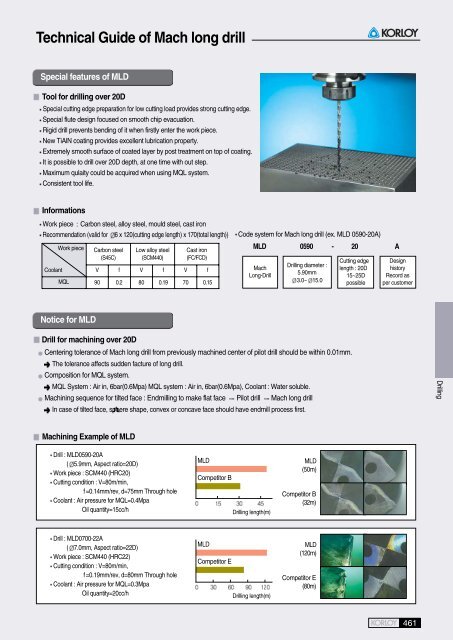
Machining Example of MLD<br />
Low alloy steel<br />
(SCM440)<br />
Drill : MLD0590-20A<br />
( 5.9mm, Aspect ratio=20D)<br />
Work piece : SCM440 (HRC20)<br />
Cutting condition : V=80m/min,<br />
f =0.14mm/rev, d=75mm Through hole<br />
Coolant : Air pressure for MQL=0.4Mpa<br />
Oil quantity=15cc/h<br />
Drill : MLD0700-22A<br />
( 7.0mm, Aspect ratio=22D)<br />
Work piece : SCM440 (HRC22)<br />
Cutting condition : V=80m/min,<br />
f =0.19mm/rev, d=80mm Through hole<br />
Coolant : Air pressure for MQL=0.3Mpa<br />
Oil quantity=20cc/h<br />
Cast iron<br />
(FC/FCD)<br />
Coolant V f V f V f<br />
MQL 90 0.2 80 0.19 70 0.15<br />
MLD<br />
Competitor B<br />
MLD<br />
Competitor E<br />
Mach<br />
Long-Drill<br />
Drilling length(m)<br />
Drilling length(m)<br />
0590<br />
Drilling diameter :<br />
5.90mm<br />
3.0~ 15.0<br />
MLD<br />
(50m)<br />
Competitor B<br />
(32m)<br />
MLD<br />
(120m)<br />
Competitor E<br />
(80m)<br />
-<br />
20<br />
Cutting edge<br />
length : 20D<br />
15~25D<br />
possible<br />
A<br />
Design<br />
history<br />
Record as<br />
per customer<br />
461<br />
Drilling