

HAHN CAT 0207 (VG):HAHN CAT 0207
HAHN CAT 0207 (VG):HAHN CAT 0207
HAHN CAT 0207 (VG):HAHN CAT 0207

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
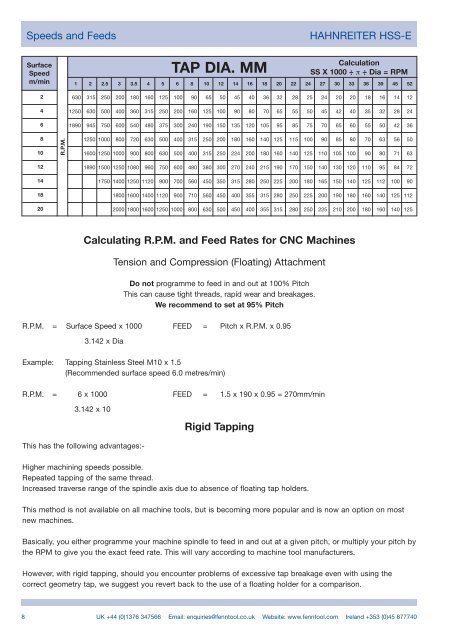
Speeds and Feeds <strong>HAHN</strong>REITER HSS-E<br />
Surface<br />
Speed<br />
m/min<br />
2<br />
4<br />
6<br />
8<br />
10<br />
12<br />
14<br />
18<br />
20<br />
R.P.M.<br />
Calculating R.P.M. and Feed Rates for CNC Machines<br />
Tension and Compression (Floating) Attachment<br />
Do not programme to feed in and out at 100% Pitch<br />
This can cause tight threads, rapid wear and breakages.<br />
We recommend to set at 95% Pitch<br />
R.P.M. = Surface Speed x 1000 FEED = Pitch x R.P.M. x 0.95<br />
3.142 x Dia<br />
Example: Tapping Stainless Steel M10 x 1.5<br />
(Recommended surface speed 6.0 metres/min)<br />
R.P.M. = 6 x 1000 FEED = 1.5 x 190 x 0.95 = 270mm/min<br />
3.142 x 10<br />
This has the following advantages:-<br />
TAP DIA. MM<br />
Rigid Tapping<br />
Higher machining speeds possible.<br />
Repeated tapping of the same thread.<br />
Increased traverse range of the spindle axis due to absence of floating tap holders.<br />
Calculation<br />
SS X 1000 ÷ π ÷ Dia = RPM<br />
1 2 2.5 3 3.5 4 5 6 8 10 12 14 16 18 20 22 24 27 30 33 36 39 45 52<br />
630 315 250 200 180 160 125 100 90 65 50 45 40 36 32 28 25 24 20 20 18 16 14 12<br />
1250 630 500 400 360 315 250 200 160 125 100 90 80 70 65 55 50 45 42 40 35 32 28 24<br />
1890 945 750 600 540 480 375 300 240 190 150 135 120 105 95 85 75 70 65 60 55 50 42 36<br />
1250 1000 800 720 630 500 400 315 250 200 180 160 140 125 115 100 90 85 80 70 63 56 50<br />
1600 1250 1000 900 800 630 500 400 315 250 224 200 180 160 140 125 110 105 100 90 80 71 63<br />
1890 1500 1250 1080 960 750 600 480 380 300 270 240 215 190 170 150 140 130 120 110 95 84 72<br />
1750 1400 1250 1120 900 700 560 450 350 315 280 250 225 200 180 165 150 140 125 112 100 90<br />
1800 1600 1400 1120 900 710 560 450 400 355 315 280 250 225 200 190 180 160 140 125 112<br />
2000 1800 1600 1250 1000 800 630 500 450 400 355 315 280 250 225 210 200 180 160 140 125<br />
This method is not available on all machine tools, but is becoming more popular and is now an option on most<br />
new machines.<br />
Basically, you either programme your machine spindle to feed in and out at a given pitch, or multiply your pitch by<br />
the RPM to give you the exact feed rate. This will vary according to machine tool manufacturers.<br />
However, with rigid tapping, should you encounter problems of excessive tap breakage even with using the<br />
correct geometry tap, we suggest you revert back to the use of a floating holder for a comparison.<br />
8 UK +44 (0)1376 347566 Email: enquiries@fenntool.co.uk Website: www.fenntool.com Ireland +353 (0)45 877740