6.2. Extrusión
6.2. Extrusión
6.2. Extrusión

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
D<br />
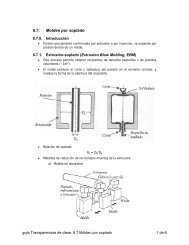
Relación de soplado: estirado transversal R =<br />
Relación de estirado longitudinal:<br />
V<br />
T<br />
R T = =<br />
Vh<br />
burbuja<br />
S<br />
D hilera<br />
ρ<br />
ρ<br />
h<br />
T<br />
H/s<br />
R<br />
o Orientación biaxial equilibrada si Rs ≈ RT ≈ (H/s) 1/2 (≈1,8-4,5)<br />
o Aconsejado: leer Ejercicio 6.6.<br />
• Filmes soplados más irregulares (±8%) que los laminados (±4%), peor barrera<br />
al oxígeno y mejores propiedades mecánicas.<br />
3. Estirado biaxial: estirado longitudinal + calentamiento y estirado<br />
transversal con sistema de cremallera. Para materiales con burbuja no<br />
estable: PP, PA, PET.<br />
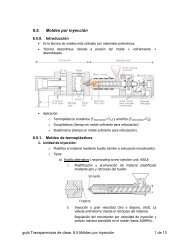
<strong>6.2.</strong>9.5. Recubrimiento de sustratos (extrusion coating)<br />
• Recubrimiento de lámina de otro material (papel, cartón, tejido, aluminio,…)<br />
con film de plástico.<br />
• LDPE empleado en ~90% de los casos.<br />
• Proceso: se hace pasar el film+material base entre rodillos.<br />
• Adherencia del recubrimiento:<br />
o Necesidad de alta temperatura.<br />
o En polímeros poco adherentes, oxidación al salir de la extrusora.<br />
<strong>6.2.</strong>9.6. Extrusiones especiales<br />
o Se pueden obtener redes a partir de esta técnica:<br />
Mediante hileras dotadas de partes móviles<br />
grpb Transparenicas de clase. 6.2 <strong>Extrusión</strong>. 17 de 18<br />
S