

Mole diamantate e CBN a legante resinoide, metallico ... - STI.COM.PT
Mole diamantate e CBN a legante resinoide, metallico ... - STI.COM.PT
Mole diamantate e CBN a legante resinoide, metallico ... - STI.COM.PT

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
RAVVIVATURA E RETTIFICA<br />
DELLE MOLE<br />
A- SITUAZIONE:<br />
mola lucida o sporca, perdita di taglienza<br />
RIMEDIO:<br />
❏ mole a <strong>legante</strong> <strong>resinoide</strong> e <strong>metallico</strong> = ravvivare<br />
a mano così come indicato sulla figura a destra,<br />
con pietra abrasiva in corindone bianco grana<br />
180H7V per mole fino a D o B 46, grana<br />
600J5V per grane più fini.<br />
❏ mole a <strong>legante</strong> galvanico = verificare che la<br />
mola non sia esaurita, in tal caso ritornarla per<br />
una nuova ricopertura, se ciò è fattibile. Se è<br />
solo intasata, ravvivare con una spazzola a filo<br />
<strong>metallico</strong> o abrasivo ( chiedere alla nostra<br />
assistenza tecnica )<br />
B- SITUAZIONE:<br />
mola fuori planarità o centratura o con profilo<br />
deformato<br />
RIMEDIO:<br />
❏ mole a <strong>legante</strong> <strong>resinoide</strong> e <strong>metallico</strong> = montare<br />
la mola su macchina rettificatrice universale<br />
così come indicato sulla figura a sinistra,<br />
usando una mola rettificatrice in corindone<br />
bianco, in generale di grana 180H7V.<br />
Di preferenza rettificare in emulsione a getto<br />
molto ridotto, velocità intorno a 30 m/sec.<br />
Velocità di rotazione della mola da rettificare<br />
intorno a 1,5 m/sec. Profondità di ogni doppia<br />
passata intorno a 0,1 mm.<br />
Pendolazione intorno a 2 m/min. Terminata<br />
questa operazione, per maggior sicurezza,<br />
ripetere la ravvivatura a mano della parte<br />
rettificata come indicato in A.<br />
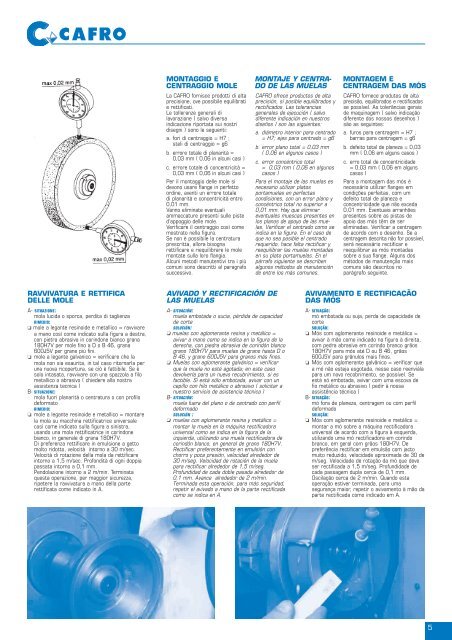
MONTAGGIO E<br />
CENTRAGGIO MOLE<br />
La CAFRO fornisce prodotti di alta<br />
precisione, ove possibile equilibrati<br />
e rettificati.<br />
Le tolleranze generali di<br />
lavorazione ( salvo diversa<br />
indicazione riportata sui nostri<br />
disegni ) sono le seguenti:<br />
a. fori di centraggio = H7 ;<br />
steli di centraggio = g6<br />
b. errore totale di planarità =<br />
0,03 mm ( 0,06 in alcuni casi )<br />
c. errore totale di concentricità =<br />
0,03 mm ( 0,06 in alcuni casi )<br />
Per il montaggio delle mole si<br />
devono usare flange in perfetto<br />
ordine, aventi un errore totale<br />
di planarità e concentricità entro<br />
0,01 mm.<br />
Vanno eliminate eventuali<br />
ammaccature presenti sulle piste<br />
d’appoggio delle mole.<br />
Verificare il centraggio così come<br />
mostrato nella figura.<br />
Se non è possibile la centratura<br />
prescritta, allora bisogna<br />
rettificare e riequilibrare le mole<br />
montate sulla loro flangia.<br />
Alcuni metodi manutentivi tra i più<br />
comuni sono descritti al paragrafo<br />
successivo.<br />
AVIVADO Y RECTIFICACIÓN DE<br />
LAS MUELAS<br />
A- SITUACIÓN:<br />
muela embotada o sucia, pérdida de capacidad<br />
de corte<br />
SOLUCIÓN:<br />
❏ muelas con aglomerante resina y metálico =<br />
avivar a mano como se indica en la figura de la<br />
derecha, con piedra abrasiva de corindón blanco<br />
grano 180H7V para muelas de grano hasta D o<br />
B 46, y grano 600J5V para granos más finos.<br />
❏ Muelas con aglomerante galvánico = verificar<br />
que la muela no esté agotada; en este caso<br />
devolverla para un nuevo recubrimiento, si es<br />
factible. Si está sólo embotada, avivar con un<br />
cepillo con hilo metálico o abrasivo ( solicitar a<br />
nuestro servicio de asistencia técnica )<br />
B- SITUACIÓN:<br />
muela fuera del plano o de centrado con perfil<br />
deformado<br />
SOLUCIÓN :<br />
❏ muelas con aglomerante resina y metálico =<br />
montar la muela en la máquina rectificadora<br />
universal como se indica en la figura de la<br />
izquierda, utilizando una muela rectificadora de<br />
corindón blanco, en general de grano 180H7V.<br />
Rectificar preferentemente en emulsión con<br />
chorro y poca presión, velocidad alrededor de<br />
30 m/seg. Velocidad de rotación de la muela<br />
para rectificar alrededor de 1,5 m/seg.<br />
Profundidad de cada doble pasada alrededor de<br />
0,1 mm. Avance alrededor de 2 m/min.<br />
Terminada esta operación, para más seguridad,<br />
repetir el avivado a mano de la parte rectificada<br />
como se indica en A.<br />
MONTAJE Y CENTRA-<br />
DO DE LAS MUELAS<br />
CAFRO ofrece productos de alta<br />
precisión, si posible equilibrados y<br />
rectificados. Las tolerancias<br />
generales de ejecución ( salvo<br />
diferente indicación en nuestros<br />
diseños ) son las siguientes:<br />
a. diámetro interior para centrado<br />
= H7; ejes para centrado = g6<br />
b. error plano total = 0,03 mm<br />
( 0,06 en algunos casos )<br />
c. error concéntrico total<br />
= 0,03 mm ( 0,06 en algunos<br />
casos )<br />
Para el montaje de las muelas es<br />
necesario utilizar platos<br />
portamuelas en perfectas<br />
condiciones, con un error plano y<br />
concéntrico total no superior a<br />
0,01 mm. Hay que eliminar<br />
eventuales muescas presentes en<br />
los planos de apoyo de las muelas.<br />
Verificar el centrado como se<br />
indica en la figura. En el caso de<br />
que no sea posible el centrado<br />
requerido, hace falta rectificar y<br />
reequilibrar las muelas montadas<br />
en su plato portamuelas. En el<br />
párrafo siguiente se describen<br />
algunos métodos de manutención<br />
de entre los más comunes.<br />
MONTAGEM E<br />
CENTRAGEM DAS MÓS<br />
CAFRO fornece produtos de alta<br />
precisão, equilibrados e rectificados<br />
se possível. As tolerâncias gerais<br />
de maquinagem ( salvo indicação<br />
diferente dos nossos desenhos )<br />
são as seguintes:<br />
a. furos para centragem = H7 ;<br />
barras para centragem = g6<br />
b. defeito total de planeza = 0,03<br />
mm ( 0,06 em alguns casos )<br />
c. erro total de concentricidade<br />
= 0,03 mm ( 0,06 em alguns<br />
casos )<br />
Para a montagem das mós é<br />
necessário utilizar flanges em<br />
condições perfeitas, com um<br />
defeito total de planeza e<br />
concentricidade que não exceda<br />
0,01 mm. Eventuais arranhões<br />
presentes sobre as pistas de<br />
apoio das mós têm de ser<br />
eliminadas. Verificar a centragem<br />
de acordo com o desenho. Se a<br />
centragem descrita não for possível,<br />
será necessário rectificar e<br />
reequilibrar as mós montadas<br />
sobre a sua flange. Alguns dos<br />
métodos de manutenção mais<br />
comuns são descritos no<br />
parágrafo seguinte.<br />
AVIVAMENTO E RECTIFICAÇÃO<br />
DAS MÓS<br />
A- SITUAÇÃO:<br />
mó embotada ou suja, perda de capacidade de<br />
corte<br />
SOLUÇÃO:<br />
❏ Mós com aglomerante <strong>resinoide</strong> e metálico =<br />
avivar à mão como indicado na figura à direita,<br />
com pedra abrasiva em corindo branco grãos<br />
180H7V para mós até D ou B 46, grãos<br />
600J5V para grânulos mais finos.<br />
❏ Mós com aglomerante galvânico = verificar que<br />
a mó não esteja esgotada, nesse caso reenviála<br />
para um novo recobrimento, se possível. Se<br />
está só embotada, avivar com uma escova de<br />
fio metálico ou abrasivo ( pedir à nossa<br />
assistência técnica )<br />
B- SITUAÇÃO:<br />
mó fora de planeza, centragem ou com perfil<br />
deformado<br />
SOLUÇÃO:<br />
❏ Mós com aglomerante <strong>resinoide</strong> e metálico =<br />
montar a mó sobre a máquina rectificadora<br />
universal de acordo com a figura à esquerda,<br />
utilizando uma mó rectificadora em corindo<br />
branco, em geral com grãos 180H7V. De<br />
preferência rectificar em emulsão com jacto<br />
muito reduzido, velocidade aproximada de 30 de<br />
m/seg. Velocidade de rotação da mó que deve<br />
ser rectificada a 1,5 m/seg. Profundidade de<br />
cada passagem dupla cerca de 0,1 mm.<br />
Oscilação cerca de 2 m/min. Quando esta<br />
operação estiver terminada, para uma<br />
segurança maior, repetir o avivamento à mão da<br />
parte rectificada como indicado em A.<br />
5