proyecto para la reducción de desperdicios en el proceso de ...
proyecto para la reducción de desperdicios en el proceso de ...
proyecto para la reducción de desperdicios en el proceso de ...

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
3. PLANTEAMIENTO DE MEJORAS EN LOS PROCESOS<br />
PRODUCTIVOS<br />
3.1 ELABORACIÓN DE PROYECTOS<br />
En este capitulo se lleva a cabo <strong>el</strong> <strong>de</strong>sarrollo <strong>de</strong> <strong>la</strong> etapa 3 <strong>de</strong> <strong>la</strong> propuesta g<strong>en</strong>eral 38 . La<br />
pre<strong>para</strong>ción y evaluación <strong>de</strong> <strong>proyecto</strong>s <strong>para</strong> <strong>el</strong> p<strong>la</strong>nteami<strong>en</strong>to <strong>de</strong> mejoras <strong>de</strong>ntro <strong>de</strong> los<br />
<strong>proceso</strong> productivos, se ha transformado <strong>en</strong> un instrum<strong>en</strong>to <strong>de</strong> uso prioritario <strong>en</strong>tre los<br />
ag<strong>en</strong>tes económicos que participan <strong>en</strong> cualquiera <strong>de</strong> <strong>la</strong>s etapas <strong>de</strong> <strong>la</strong> asignación <strong>de</strong> recursos<br />
<strong>para</strong> implem<strong>en</strong>tar iniciativas <strong>de</strong> inversión.<br />
Un <strong>proyecto</strong> es <strong>la</strong> búsqueda <strong>de</strong> una solución int<strong>el</strong>ig<strong>en</strong>te al p<strong>la</strong>nteami<strong>en</strong>to <strong>de</strong> un problema<br />
t<strong>en</strong>di<strong>en</strong>te a resolver. Cualquiera que sea <strong>la</strong> i<strong>de</strong>a que se pret<strong>en</strong><strong>de</strong> implem<strong>en</strong>tar, <strong>la</strong> inversión,<br />
<strong>la</strong> metodología o <strong>la</strong> tecnología por aplicar, <strong>el</strong><strong>la</strong> conlleva necesariam<strong>en</strong>te <strong>la</strong> búsqueda <strong>de</strong><br />
proposiciones coher<strong>en</strong>tes <strong>de</strong>stinadas a resolver <strong>la</strong>s necesida<strong>de</strong>s <strong>de</strong> <strong>la</strong> empresa.<br />
Mediante <strong>el</strong> análisis realizado <strong>en</strong> los dos capítulos anteriores se estableció <strong>la</strong> e<strong>la</strong>boración<br />
<strong>de</strong> dos <strong>proyecto</strong>s; <strong>el</strong> primero que busca reducir <strong>la</strong> cantidad <strong>de</strong> <strong>de</strong>sperdicios <strong>de</strong> aluminio<br />
g<strong>en</strong>erado <strong>en</strong> <strong>el</strong> <strong>proceso</strong> <strong>de</strong> embutición y <strong>el</strong> segundo que busca disminuir al máximo <strong>el</strong><br />
porc<strong>en</strong>taje <strong>de</strong> pérdidas <strong>de</strong> aire comprimido originado por fugas y accesorios <strong>en</strong> mal estado<br />
y otros que se <strong>en</strong>cu<strong>en</strong>tran fuera <strong>de</strong> servicio.<br />
3.1.1 PROYECTO DE REDISEÑO DE LA RED DE AIRE COMPRIMIDO<br />
El pres<strong>en</strong>te <strong>proyecto</strong> busca reducir <strong>el</strong> alto índice <strong>de</strong> perdidas exist<strong>en</strong>tes a lo <strong>la</strong>rgo <strong>de</strong> toda <strong>la</strong><br />
red <strong>de</strong> distribución <strong>de</strong> aire comprimido, a<strong>de</strong>más <strong>de</strong> diseñar una propuesta <strong>para</strong> una mejor<br />
distribución <strong>de</strong> esta forma <strong>de</strong> <strong>en</strong>ergía, logrando así optimizar este recurso que a<strong>de</strong>más<br />
involucra costos re<strong>la</strong>tivam<strong>en</strong>te altos <strong>para</strong> <strong>la</strong> empresa.<br />
38 Ver: Etapas <strong>de</strong>l <strong>proyecto</strong>, Capítulo 1, p. 19.<br />
144
Para empezar se levanta <strong>el</strong> diseño actual <strong>de</strong> <strong>la</strong> red <strong>de</strong> aire comprimido <strong>el</strong> mismo que lo<br />
po<strong>de</strong>mos observar <strong>en</strong> <strong>el</strong> p<strong>la</strong>no 3 <strong>de</strong>l Anexo 1, <strong>de</strong> acuerdo a este se constata que <strong>el</strong> t<strong>en</strong>dido<br />
<strong>de</strong> <strong>la</strong> red no es <strong>el</strong> más a<strong>de</strong>cuado, <strong>de</strong>bido a que <strong>la</strong>s distancias a los puntos <strong>de</strong> utilización no<br />
son <strong>la</strong>s más cortas y <strong>la</strong>s conducciones no son lo más rectas posibles.<br />
Por otro <strong>la</strong>do, <strong>el</strong> circuito no ti<strong>en</strong>e válvu<strong>la</strong>s <strong>de</strong> cierre, <strong>la</strong>s mismas que son muy necesarias <strong>en</strong><br />
<strong>el</strong> mom<strong>en</strong>to que se necesite realizar algún tipo <strong>de</strong> re<strong>para</strong>ción o mant<strong>en</strong>imi<strong>en</strong>to sobre <strong>el</strong><br />
circuito, <strong>de</strong> ser así se t<strong>en</strong>dría que cortar <strong>el</strong> suministro <strong>de</strong> aire <strong>en</strong> toda <strong>la</strong> línea cuando se<br />
pres<strong>en</strong>te un inconv<strong>en</strong>i<strong>en</strong>te <strong>de</strong> este tipo. Luego se proce<strong>de</strong> al nuevo <strong>de</strong>lineado <strong>de</strong> <strong>la</strong> tubería<br />
t<strong>en</strong>i<strong>en</strong>do pres<strong>en</strong>te <strong>la</strong>s observaciones p<strong>la</strong>nteadas.<br />
Para realizar <strong>la</strong> <strong>el</strong>ección <strong>de</strong>l tipo <strong>de</strong> circuito es posible escoger <strong>en</strong>tre dos opciones: circuito<br />
cerrado o circuito abierto. En un circuito cerrado exist<strong>en</strong> algunos inconv<strong>en</strong>i<strong>en</strong>tes como:<br />
impi<strong>de</strong> que <strong>el</strong> filtro sea montado <strong>de</strong>ntro <strong>de</strong>l circuito <strong>en</strong> razón a su unidireccionalidad, <strong>en</strong><br />
este tipo <strong>de</strong> circuito <strong>en</strong> ningún mom<strong>en</strong>to queda asegurado <strong>el</strong> s<strong>en</strong>tido <strong>de</strong> proce<strong>de</strong>ncia <strong>de</strong>l<br />
aire, por esto <strong>el</strong> aire pue<strong>de</strong> ingresar por cualquiera <strong>de</strong> los orificios <strong>de</strong> <strong>en</strong>trada o salida con<br />
los que cu<strong>en</strong>ta un filtro quedando nu<strong>la</strong> <strong>la</strong> función principal <strong>de</strong>l se<strong>para</strong>dor.<br />
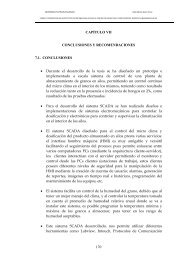
Para este nuevo diseño se adopta un circuito abierto (figura 41) <strong>en</strong> primer lugar porque <strong>la</strong><br />
<strong>de</strong>nsidad <strong>de</strong> <strong>la</strong>s máquinas o dicho <strong>de</strong> otra forma los puntos <strong>de</strong> utilización <strong>de</strong>l aire no están<br />
conc<strong>en</strong>trados <strong>en</strong> un área específica, mas bi<strong>en</strong> están distribuidos <strong>en</strong> casi toda <strong>la</strong> p<strong>la</strong>nta, ver<br />
p<strong>la</strong>no 1 <strong>de</strong>l Anexo 1, y <strong>en</strong> segundo lugar porque facilita <strong>para</strong> disponer <strong>la</strong>s tuberías <strong>de</strong> tal<br />
manera que <strong>el</strong> con<strong>de</strong>nsado no ingrese a <strong>la</strong>s herrami<strong>en</strong>tas.<br />
145
1. Compresor.<br />
2. Refrigerador posterior.<br />
3. Cal<strong>de</strong>rón con purga automática.<br />
4. Secador (frigorífico o <strong>de</strong> adsorción).<br />
5. Purgas <strong>en</strong> finales <strong>de</strong> ramal con válvu<strong>la</strong> automática o manual.<br />
6. Tubería <strong>de</strong> servicio (bajantes) con purga manual y <strong>en</strong>chufes.<br />
→ Flechas indicadoras <strong>de</strong> <strong>la</strong> p<strong>en</strong>di<strong>en</strong>te <strong>en</strong> <strong>la</strong> dirección <strong>de</strong>l flujo <strong>de</strong> aire, con <strong>la</strong> misión<br />
<strong>de</strong> conducir <strong>el</strong> agua a los puntos <strong>de</strong> dr<strong>en</strong>aje establecidos <strong>de</strong> antemano.<br />
39 CARNICER, Enrique, op. cit.; p. 214.<br />
Figura 41. Diseño <strong>de</strong> <strong>la</strong> red <strong>en</strong> circuito cerrado 39<br />
146
3.1.1.1 Caudal Necesario <strong>en</strong> <strong>el</strong> Circuito <strong>de</strong> Aire Comprimido<br />
Para <strong>la</strong> <strong>de</strong>terminación <strong>de</strong>l caudal necesario es viable que se lo haga con <strong>la</strong>s condiciones <strong>de</strong><br />
trabajo <strong>de</strong> <strong>la</strong>s máquinas a pl<strong>en</strong>a carga con <strong>el</strong> fin <strong>de</strong> obt<strong>en</strong>er un circuito seguro.<br />
La mayoría <strong>de</strong> <strong>la</strong>s máquinas y herrami<strong>en</strong>tas ti<strong>en</strong><strong>en</strong> los datos <strong>de</strong> caudal necesario <strong>para</strong> su<br />
funcionami<strong>en</strong>to, pero <strong>la</strong> Bril<strong>la</strong>dora automática no posee, por lo tanto se calcu<strong>la</strong> <strong>el</strong> consumo<br />
que necesitan sus cilindros neumáticos <strong>en</strong> función <strong>de</strong> sus características con <strong>la</strong> ayuda <strong>de</strong> <strong>la</strong><br />
sigui<strong>en</strong>te fórmu<strong>la</strong>:<br />
Don<strong>de</strong>:<br />
Q = Consumo <strong>de</strong> aire <strong>de</strong>l cilindro [N m 3 /min.]<br />
147<br />
a s n q<br />
Q (9)<br />
1000<br />
a = Factor (1 <strong>para</strong> cilindros <strong>de</strong> simple efecto, 2 <strong>para</strong> cilindros <strong>de</strong> doble efecto)<br />
s = Longitud <strong>de</strong> carrera <strong>de</strong>l cilindro [cm.]<br />
n = Número <strong>de</strong> carreras por minuto<br />
q = Consumo <strong>de</strong> aire por c<strong>en</strong>tímetro <strong>de</strong> carrera [N litros/min.] (véase <strong>la</strong> tab<strong>la</strong> 27)<br />
Para <strong>el</strong> caso <strong>de</strong> <strong>la</strong> máquina <strong>en</strong> cuestión se ti<strong>en</strong>e cuatro pistones <strong>de</strong> doble efecto, que<br />
necesitan una presión <strong>de</strong> trabajo <strong>de</strong> 6 bar, con <strong>la</strong>s características citadas <strong>en</strong> <strong>la</strong> tab<strong>la</strong> 26:
Tab<strong>la</strong> 26. Datos <strong>de</strong> pistones <strong>de</strong> <strong>la</strong> Bril<strong>la</strong>dora automática Código: 01 – 06 – 01.<br />
a = 2<br />
s = 20<br />
n = 1,57<br />
Piston A<br />
FESTO DNC-80-200-PPV<br />
Diámetro = 80 mm<br />
q = 0,353 (mediante interpo<strong>la</strong>ción)<br />
a = 2<br />
s = 18<br />
Piston B<br />
GENERAL MECCANICA<br />
100 150TI DR IBRnc PEnc<br />
n = 15,7<br />
Diámetro = 100mm<br />
q = 0,535<br />
En base a los datos <strong>de</strong> <strong>la</strong> tab<strong>la</strong> anterior, y empleando <strong>la</strong> fórmu<strong>la</strong> 9, se ti<strong>en</strong>e:<br />
Q<br />
Q<br />
Q<br />
Q<br />
Q<br />
Q<br />
Q<br />
A<br />
A<br />
B<br />
B<br />
2<br />
20 1,<br />
57 0,<br />
353<br />
1000<br />
0,<br />
0221<br />
2<br />
18<br />
0,<br />
3023<br />
2( Q<br />
A<br />
2(0,0221<br />
0,6489<br />
15,<br />
7<br />
N m<br />
min<br />
1000<br />
Q<br />
3<br />
N m<br />
min<br />
B<br />
)<br />
N m<br />
min<br />
0,<br />
535<br />
3<br />
0,3023)<br />
3<br />
148
DIAMETRO DEL<br />
CILINDRO<br />
[mm]<br />
Tab<strong>la</strong> 27. Consumo De Aire Para Cilindros Neumáticos 40<br />
PRESION DE TRABAJO [bar]<br />
1 2 3 4 5 6 7 8 9 10 11 12<br />
Consumo <strong>de</strong> aire <strong>en</strong> litros por cm <strong>de</strong> carrera <strong>de</strong>l cilindro<br />
6 0,0005 0,0008 0,0011 0,0014 0,0016 0,0019 0,0022 0,0025 0,0027 0,0030 0,0033 0,0036<br />
12 0,002 0,003 0,004 0,006 0,007 0,008 0,009 0,010 0,011 0,012 0,013 0,014<br />
16 0,004 0,006 0,008 0,010 0,011 0,014 0,016 0,018 0,020 0,022 0,024 0,026<br />
25 0,010 0,014 0,019 0,024 0,029 0,033 0,038 0,043 0,048 0,052 0,057 0,062<br />
35 0,019 0,028 0,038 0,047 0,056 0,066 0,075 0,084 0,093 0,103 0,112 0,121<br />
40 0,025 0,037 0,049 0,061 0,073 0,085 0,097 0,110 0,122 0,135 0,146 0,157<br />
50 0,039 0,058 0,077 0,096 0,115 0,134 0,153 0,172 0,191 0,210 0,229 0,248<br />
70 0,076 0,113 0,150 0,187 0,225 0,262 0,299 0,335 0,374 0,411 0,448 0,485<br />
100 0,155 0,231 0,307 0,383 0,459 0,535 0,611 0,687 0,763 0,839 0,915 0,991<br />
140 0,303 0,452 0,601 0,750 0,899 1,048 1,197 1,346 1,495 1,644 1,793 1,942<br />
200 0,618 0,923 1,227 1,531 1,835 2,139 2,443 2,747 3,052 3,356 3,660 3,964<br />
250 0,966 1,441 1,916 2,392 2,867 3,342 3,817 4,292 4,768 5,243 5,718 6,193<br />
40 CARNICER, Enrique, op. cit.; p. 202.<br />
149
Tab<strong>la</strong> 28. Consumos <strong>de</strong> Aire Comprimido <strong>de</strong> Diversas Máquinas Herrami<strong>en</strong>tas 41<br />
DESIGNACIÓN<br />
CONSUMO<br />
[N m 3 /min]<br />
Martillos <strong>de</strong> servicio ligero 0,16<br />
Martillo remachador ligero 0,22 / 0,33<br />
Martillo remachador, 13 mm <strong>de</strong> diámetro <strong>de</strong>l remache 0,56 / 0,67<br />
Martillo remachador, 26 mm <strong>de</strong> diámetro <strong>de</strong>l remache 0,84<br />
Martillo cince<strong>la</strong>dor 0,16 / 0,22<br />
Pison, mol<strong>de</strong>o a mano, tipo banco 0,33<br />
Pison, mol<strong>de</strong>o a mano, mediano 9 kg 0,62<br />
Ta<strong>la</strong>dros hasta 7 mm <strong>de</strong> diámetro <strong>en</strong> acero 0,195<br />
Ta<strong>la</strong>dros hasta 10 mm <strong>de</strong> diámetro 0,450<br />
Ta<strong>la</strong>dros hasta 13 mm <strong>de</strong> diámetro <strong>en</strong> acero 0,560<br />
Ta<strong>la</strong>dros hasta 32 mm <strong>de</strong> diámetro <strong>en</strong> acero 1,41 / 1,69<br />
Ta<strong>la</strong>dros hasta 50 mm <strong>de</strong> diámetro <strong>en</strong> acero 1,41 / 1,69<br />
Atornil<strong>la</strong>dores, no reversibles, hasta 7 mm <strong>de</strong> diámetro 0,195<br />
Atornil<strong>la</strong>dores, reversibles, hasta 7mm <strong>de</strong> diámetro 0,300<br />
Atornil<strong>la</strong>dores <strong>de</strong> diámetro 8 mm 0,350<br />
Roscadoras hasta 10 mm <strong>de</strong> diámetro 0,350<br />
Pulidoras, disco <strong>de</strong> pulir <strong>de</strong> 125 m <strong>de</strong> diámetro 0,30<br />
L<strong>la</strong>ves <strong>de</strong> impacto con arbol cuadrado <strong>de</strong> 10 mm 0,30<br />
L<strong>la</strong>ves <strong>de</strong> impacto con arbol cuadrado <strong>de</strong> 13 mm 0,50<br />
Motores neumáticos 0,45 CV 0,50<br />
Motores neumáticos 1 CV 0,875<br />
Bomba neumática 2,26 / 2,40<br />
Pistoleta sop<strong>la</strong>nte 0,15<br />
Pisto<strong>la</strong>s <strong>de</strong> pintar 0,15<br />
Las máquinas y herrami<strong>en</strong>tas que utilizan <strong>el</strong> aire comprimido <strong>en</strong> INDALUM, con su<br />
respectivo caudal se <strong>en</strong>listan <strong>en</strong> <strong>la</strong> tab<strong>la</strong> 29:<br />
41 CARNICER, Enrique, op. cit.; p. 202.<br />
150
Tab<strong>la</strong> 29. Caudales requeridos <strong>en</strong> <strong>la</strong> p<strong>la</strong>nta.<br />
CÓDIGO DESCRIPCIÓN<br />
CAUDAL<br />
[N m 3 /min.] ***<br />
01 08 01 Remachadora CAP 66 CE* 0,98<br />
01 – 08 – 02 Remachadora CAP 140* 1,24<br />
01 – 07 – 01 Pr<strong>en</strong>sa Excéntrica 1 LEN 40 C* 0,82<br />
01 – 07 – 02 Pr<strong>en</strong>sa Excéntrica 2 LEN 40 C* 0,82<br />
01 – 06 – 01 Bril<strong>la</strong>dora Automática 0,65<br />
03 – 03 – 02 Pisto<strong>la</strong> atornil<strong>la</strong>dora** 0,30<br />
03 – 05 – 04 Pisto<strong>la</strong> <strong>de</strong> aplicación <strong>de</strong> pintura** 0,15<br />
01 – 04 – 08 Pisto<strong>la</strong> <strong>de</strong> limpieza** 0,15<br />
01 – 05 – 03 Pisto<strong>la</strong> <strong>de</strong> limpieza** 0,15<br />
04 – 02 – 20 Pisto<strong>la</strong> <strong>de</strong> limpieza** 0,15<br />
CAUDAL TOTAL 5,41<br />
* Datos tomados <strong>de</strong> los catálogos respectivos<br />
** Datos tomados <strong>de</strong> <strong>la</strong> tab<strong>la</strong> 28<br />
*** EL término N <strong>en</strong> <strong>la</strong>s unida<strong>de</strong>s repres<strong>en</strong>ta cifras <strong>en</strong> condiciones normales (aire libre)<br />
Una vez <strong>de</strong>terminado <strong>el</strong> caudal requerido <strong>en</strong> <strong>el</strong> circuito <strong>de</strong> aire comprimido se proce<strong>de</strong> a<br />
calcu<strong>la</strong>r <strong>el</strong> caudal que <strong>de</strong>be suministrar <strong>el</strong> compresor que va a ser insta<strong>la</strong>do:<br />
151<br />
Qcompresor Qrequerido [ Factor S ( Expansión Fugas Desgaste)] (10)<br />
En don<strong>de</strong> <strong>el</strong> Factor S es <strong>el</strong> factor <strong>de</strong> simultaneidad que nos dice cuantas herrami<strong>en</strong>tas o<br />
equipos que requier<strong>en</strong> aire comprimido trabajarán simultáneam<strong>en</strong>te <strong>el</strong> cual lo adoptamos<br />
como un 85%. Para <strong>la</strong>s expansiones se estima un 25%, <strong>para</strong> <strong>la</strong>s fugas (analizadas <strong>en</strong> <strong>el</strong><br />
Capitulo 2) un 15% y <strong>para</strong> <strong>el</strong> <strong>de</strong>sgaste <strong>de</strong> <strong>la</strong>s herrami<strong>en</strong>tas y maquinarias a través <strong>de</strong>l<br />
tiempo se toma un 5%, quedando.
Qcompresor<br />
Qcompresor<br />
5,<br />
41[<br />
0,<br />
85<br />
7,<br />
033<br />
N m<br />
min<br />
( 0,25<br />
0,15<br />
0,05)]<br />
En <strong>el</strong> Capitulo 2 se ti<strong>en</strong>e <strong>la</strong> ficha técnica <strong>de</strong>l compresor <strong>de</strong> tornillo <strong>en</strong> <strong>la</strong> cual nos dice que<br />
<strong>el</strong> caudal <strong>de</strong> aire libre que nos brinda es <strong>de</strong> 7,4 N m 3 /min, pudi<strong>en</strong>do concluir que <strong>el</strong><br />
compresor es <strong>el</strong> a<strong>de</strong>cuado <strong>para</strong> <strong>la</strong> red <strong>de</strong> aire diseñada.<br />
3.1.1.2 Tubería a utilizar 42<br />
Se recomi<strong>en</strong>da utilizar prefer<strong>en</strong>tem<strong>en</strong>te los tubos soldados porque pres<strong>en</strong>tan m<strong>en</strong>os<br />
escamas <strong>de</strong> recocimi<strong>en</strong>to que los tubos sin costura. Exist<strong>en</strong> también tubos hidráulicos, que<br />
son e<strong>la</strong>borados <strong>en</strong> frío, totalm<strong>en</strong>te limpios y <strong>de</strong> bu<strong>en</strong>a calidad.<br />
Cuando <strong>la</strong>s exig<strong>en</strong>cias <strong>en</strong> <strong>la</strong> pureza <strong>de</strong>l aire son gran<strong>de</strong>s se recomi<strong>en</strong>da <strong>la</strong> utilización <strong>de</strong><br />
tubería <strong>de</strong> cobre. Por otro <strong>la</strong>do, los tubos poliméricos <strong>de</strong> PVC no son recom<strong>en</strong>dables<br />
porque se romp<strong>en</strong> con mucha facilidad ocasionando fugas.<br />
En <strong>el</strong> mom<strong>en</strong>to <strong>de</strong> <strong>la</strong> <strong>el</strong>ección <strong>de</strong> <strong>la</strong> tubería también se <strong>de</strong>be t<strong>en</strong>er <strong>en</strong> cu<strong>en</strong>ta <strong>la</strong> v<strong>el</strong>ocidad <strong>de</strong><br />
flujo <strong>de</strong>l aire, ya que <strong>la</strong>s pérdidas <strong>de</strong> presión durante todo <strong>el</strong> recorrido son directam<strong>en</strong>te<br />
proporcionales al diámetro <strong>de</strong> <strong>la</strong> tubería. Estas v<strong>el</strong>ocida<strong>de</strong>s osci<strong>la</strong>n <strong>en</strong>tre 3 y 10 m/s<br />
<strong>de</strong>p<strong>en</strong>di<strong>en</strong>do <strong>de</strong> <strong>la</strong> situación:<br />
Estas tuberías, <strong>en</strong>cargadas <strong>de</strong> llevar <strong>el</strong> aire a su <strong>de</strong>stino final ti<strong>en</strong><strong>en</strong> <strong>la</strong> sigui<strong>en</strong>te<br />
<strong>de</strong>signación:<br />
3.1.1.2.1 Tubería principal<br />
Es <strong>la</strong> <strong>de</strong> mayor dim<strong>en</strong>sión y es <strong>la</strong> <strong>en</strong>cargada <strong>de</strong> canalizar <strong>la</strong> totalidad <strong>de</strong>l caudal <strong>de</strong> aire; <strong>en</strong><br />
esta <strong>la</strong> v<strong>el</strong>ocidad máxima permisible <strong>de</strong>l aire es <strong>de</strong> 8 m/seg.<br />
3.1.1.2.2 Tubería secundaria<br />
42 CARNICER, Enrique, op. cit.; p. 208.<br />
3<br />
152
Toma <strong>el</strong> aire <strong>de</strong> <strong>la</strong> tubería principal y lo distribuye por <strong>la</strong>s zonas <strong>de</strong> trabajo, al igual que <strong>la</strong><br />
anterior <strong>la</strong> v<strong>el</strong>ocidad máxima <strong>de</strong>l aire es <strong>de</strong> 8 m/seg.<br />
3.1.1.2.3 Tubería <strong>de</strong> Servicio 43<br />
Estas son <strong>la</strong>s que alim<strong>en</strong>tan a <strong>la</strong>s herrami<strong>en</strong>tas o equipos neumáticos, no <strong>de</strong>b<strong>en</strong> ser m<strong>en</strong>ores<br />
a ½” <strong>de</strong> diámetro, ya que si <strong>el</strong> aire esta sucio pue<strong>de</strong> producirse taponami<strong>en</strong>tos. La<br />
v<strong>el</strong>ocidad <strong>de</strong> circu<strong>la</strong>ción no <strong>de</strong>be exce<strong>de</strong>r los 15 m/seg.<br />
3.1.1.3 Determinación <strong>de</strong> <strong>la</strong> V<strong>el</strong>ocidad <strong>de</strong> Circu<strong>la</strong>ción<br />
Para po<strong>de</strong>r <strong>de</strong>terminar <strong>la</strong> v<strong>el</strong>ocidad a <strong>la</strong> que se transporta <strong>el</strong> aire se parte <strong>de</strong>l diámetro <strong>de</strong> <strong>la</strong><br />
tubería a <strong>la</strong> salida <strong>de</strong>l compresor que es <strong>de</strong> 2” y <strong>de</strong>l caudal <strong>de</strong> aire requerido <strong>en</strong> <strong>la</strong> p<strong>la</strong>nta,<br />
nótese que <strong>el</strong> caudal <strong>en</strong>contrado <strong>en</strong> <strong>la</strong> tab<strong>la</strong> 29 se refiere a aire libre, por lo tanto, <strong>de</strong>bemos<br />
<strong>en</strong>contrar su equival<strong>en</strong>te a <strong>la</strong> presión <strong>de</strong> trabajo que es <strong>de</strong> 6 bar (6,12 kg/cm 2 ) con <strong>la</strong> ayuda<br />
<strong>de</strong> <strong>la</strong> fórmu<strong>la</strong> 6 expuesta <strong>en</strong> <strong>el</strong> capítulo 2:<br />
Q<br />
al <strong>de</strong>spejar<br />
Q<br />
Q<br />
Q<br />
1<br />
1<br />
1<br />
Q<br />
Q<br />
1<br />
5,41<br />
0,781<br />
P 1,<br />
033<br />
1,<br />
033<br />
Q queda :<br />
1<br />
1,<br />
033<br />
P 1,<br />
033<br />
6,<br />
12<br />
1,<br />
033<br />
3<br />
m<br />
min<br />
1,<br />
033<br />
Con <strong>el</strong> caudal obt<strong>en</strong>ido ya se pue<strong>de</strong> calcu<strong>la</strong>r <strong>la</strong> v<strong>el</strong>ocidad <strong>de</strong> transporte <strong>de</strong>l aire comprimido<br />
a <strong>la</strong> presión <strong>de</strong> trabajo con <strong>la</strong> sigui<strong>en</strong>te fórmu<strong>la</strong>:<br />
43 CARNICER, Enrique, op. cit.; p. 209.<br />
(6)<br />
153
V<br />
V<br />
V<br />
Q1<br />
A<br />
π<br />
4<br />
6,42<br />
0,<br />
781<br />
60<br />
2 2,<br />
54<br />
100<br />
Debido a que esta v<strong>el</strong>ocidad se <strong>en</strong>cu<strong>en</strong>tra <strong>de</strong>ntro <strong>de</strong>l rango permisible, se concluye que<br />
m<br />
seg<br />
correcto utilizar una tubería principal <strong>de</strong> diámetro 2 pulgadas.<br />
3.1.1.4 Calculo <strong>de</strong> <strong>la</strong> Caída <strong>de</strong> Presión<br />
Para <strong>el</strong> efecto se emplea <strong>la</strong> sigui<strong>en</strong>te fórmu<strong>la</strong> 44 :<br />
<strong>en</strong> don<strong>de</strong>:<br />
Δp<br />
∆p = Caída <strong>de</strong> presión [bar]<br />
p = Presión absoluta [bar]<br />
β<br />
R T<br />
2<br />
V<br />
D<br />
R = Constante <strong>de</strong> los gases, 29,27 <strong>para</strong> <strong>el</strong> aire<br />
T = Temperatura absoluta (T ºC + 273)<br />
D = Diámetro interior <strong>de</strong> <strong>la</strong> tubería [mm]<br />
L = Longitud <strong>de</strong> <strong>la</strong> tubería [m]<br />
V = V<strong>el</strong>ocidad <strong>de</strong>l aire [m/seg.]<br />
L<br />
2<br />
p<br />
(11)<br />
β = Índice <strong>de</strong> resist<strong>en</strong>cia, grado medio <strong>de</strong> rugosidad, <strong>de</strong>p<strong>en</strong>di<strong>en</strong>te <strong>de</strong> <strong>la</strong> cantidad<br />
suministrada G (ver tab<strong>la</strong> 32).<br />
G = Cantidad <strong>de</strong> aire suministrado <strong>en</strong> [kg/hora]<br />
44 CARNICER, Enrique, op. cit.; p 217.<br />
154<br />
(12)
3.1.1.5 Longitud <strong>de</strong> <strong>la</strong> Tubería<br />
ACCESORIOS PARA<br />
TUBERIA<br />
Tab<strong>la</strong> 30. Pérdida <strong>de</strong> presión <strong>en</strong> los accesorios <strong>de</strong> tubería,<br />
expresada <strong>en</strong> metros equival<strong>en</strong>tes <strong>de</strong> tubería recta 45<br />
LONGITUD EQUIVALENTE EN [metros]<br />
DIAMETRO INTERIOR DE LA TUBERIA [pulgadas]<br />
1 1½ 2 3 4 5 6<br />
Válvu<strong>la</strong> <strong>de</strong> Diafragma 1,5 2 3 4,5 6 8 10<br />
Válvu<strong>la</strong> <strong>de</strong> Compuerta 0,3 0,5 0,7 1 1,5 2 2,5<br />
Curvas <strong>de</strong> 90º 0,3 0,5 0,6 1 1,5 2 2,5<br />
Curvas <strong>de</strong> 45º 0,15 0,25 0,3 0,5 0,8 1 1,5<br />
Codos Redondos 1,5 2,5 3,5 5 7 10 15<br />
Codos con <strong>en</strong><strong>la</strong>ce 1 2 2,5 4 6 7,5 10<br />
Tes 2 3 4 7 10 15 20<br />
Manguitos <strong>de</strong> <strong>reducción</strong> 0,5 0,7 1 2 2,5 3,5 4<br />
Salida <strong>para</strong> línea <strong>de</strong> servicio 1,5 2,4 3,0 - - - -<br />
Filtro se<strong>para</strong>dor 4 6 7 11 15 18 22<br />
De a cuerdo al diseño <strong>de</strong>l p<strong>la</strong>no 3 <strong>de</strong>l anexo 1, <strong>la</strong> longitud <strong>de</strong> <strong>la</strong> tubería recta es <strong>de</strong> 83,50<br />
metros a <strong>la</strong> que se le <strong>de</strong>be sumar <strong>la</strong> longitud equival<strong>en</strong>te <strong>de</strong> los accesorios que se <strong>en</strong>listan<br />
<strong>en</strong> <strong>la</strong> tab<strong>la</strong> 31, los mismos que se obtuvieron <strong>de</strong> <strong>la</strong> tab<strong>la</strong> 30:<br />
Tab<strong>la</strong> 31. Longitu<strong>de</strong>s equival<strong>en</strong>tes <strong>de</strong> <strong>la</strong> red propuesta.<br />
ACCESORIO CANTIDAD LONG. EQUIVALENTE<br />
Filtro se<strong>para</strong>dor 1 [m] 7<br />
Codos Redondos 2 7<br />
Tes 5 20<br />
Válvu<strong>la</strong>s <strong>de</strong> compuerta 2 1,4<br />
Salidas <strong>para</strong> linea <strong>de</strong> servicio 4 12<br />
TOTAL: 47,4<br />
En consecu<strong>en</strong>cia <strong>la</strong> longitud <strong>de</strong> <strong>la</strong> tubería es:<br />
45 CARNICER, Enrique, op. cit.; p 221.<br />
155
3.1.1.6 Índice <strong>de</strong> Resist<strong>en</strong>cia<br />
156<br />
L = Lrecta + Lequiv (13)<br />
L = 83,5 + 47,4<br />
L = 130,9 metros<br />
Para <strong>en</strong>contrar <strong>el</strong> valor <strong>de</strong> este, primero hay que <strong>de</strong>terminar <strong>el</strong> valor <strong>de</strong> G <strong>el</strong> mismo que se<br />
lo hal<strong>la</strong> a partir <strong>de</strong>l caudal <strong>de</strong> aire libre que se necesita <strong>en</strong> <strong>la</strong> red que se está estudiando,<br />
quedando:<br />
G<br />
G<br />
G<br />
1,3<br />
1,3<br />
5,41<br />
421,98<br />
Con <strong>el</strong> valor <strong>de</strong> G hal<strong>la</strong>do vamos a <strong>la</strong> sigui<strong>en</strong>te tab<strong>la</strong>, <strong>en</strong> <strong>la</strong> que por medio <strong>de</strong> interpo<strong>la</strong>ción<br />
<strong>de</strong>terminamos <strong>el</strong> índice <strong>de</strong> resist<strong>en</strong>cia β = 1,173<br />
Q<br />
60<br />
60<br />
kg<br />
hora<br />
Tab<strong>la</strong> 32. Índices <strong>de</strong> resist<strong>en</strong>cia β <strong>para</strong> G kg. <strong>de</strong> peso<br />
<strong>de</strong>l aire comprimido que circu<strong>la</strong> <strong>en</strong> cada hora.<br />
G β G β G β G β<br />
10 2,03 100 1,45 1000 1,03 10000 0,73<br />
15 1,92 150 1,36 1500 0,97 15000 0,69<br />
25 1,78 250 1,26 2500 0,90 25000 0,64<br />
40 1,66 400 1,18 4000 0,84 40000 0,595<br />
65 1,54 650 1,10 6500 0,78 65000 0,555<br />
Con todos los datos obt<strong>en</strong>idos y consi<strong>de</strong>rando que Cu<strong>en</strong>ca, ciudad ubicada a 2535 msnm<br />
ti<strong>en</strong>e una presión atmosférica <strong>de</strong> 0,744 bar y una temperatura promedio <strong>de</strong> 15 ºC, se<br />
sustituye los valores <strong>en</strong> <strong>la</strong> fórmu<strong>la</strong> 12, quedando <strong>de</strong> <strong>la</strong> sigui<strong>en</strong>te manera:<br />
(14)
Δp<br />
Δp<br />
Δp<br />
R<br />
β<br />
T<br />
2<br />
V<br />
D<br />
1,<br />
173<br />
29,27 288<br />
0,099 bar<br />
L<br />
p<br />
2<br />
6,42<br />
50,8<br />
130,9<br />
(6<br />
0,744)<br />
Algo que falta consi<strong>de</strong>rar es que durante <strong>el</strong> funcionami<strong>en</strong>to los filtros reti<strong>en</strong><strong>en</strong> <strong>la</strong>s<br />
impurezas, esto implica por lo tanto, una caída <strong>de</strong> presión <strong>de</strong> 0,3 bar. Conoci<strong>en</strong>do que <strong>la</strong><br />
presión <strong>de</strong> trabajo <strong>de</strong> <strong>la</strong>s máquinas y herrami<strong>en</strong>tas es <strong>de</strong> 6 bar, y si le sumamos a esta <strong>la</strong>s<br />
pérdidas t<strong>en</strong>emos:<br />
Presión <strong>de</strong> trabajo 6,00 bar<br />
Caída <strong>de</strong> presión <strong>en</strong> <strong>el</strong> punto más lejano 0,10 bar<br />
Caída <strong>de</strong> presión <strong>en</strong> <strong>el</strong> Filtro 0,30 bar<br />
TOTAL 6,40 bar<br />
Esto significa que <strong>el</strong> compresor <strong>de</strong>be abastecer a <strong>la</strong> línea principal con una presión mínima<br />
<strong>de</strong> 6,40 bar, aquí se <strong>de</strong>be t<strong>en</strong>er pres<strong>en</strong>te que <strong>la</strong> presión <strong>de</strong> funcionami<strong>en</strong>to <strong>de</strong>l compresor<br />
<strong>de</strong>be ser mayor <strong>para</strong> así po<strong>de</strong>r comp<strong>en</strong>sar <strong>la</strong> caída <strong>de</strong> presión que se ocasiona <strong>en</strong> <strong>el</strong> sistema<br />
mismo <strong>de</strong> compresión <strong>de</strong>l aire. Este se cumple satisfactoriam<strong>en</strong>te porque <strong>el</strong> compresor con<br />
<strong>el</strong> que cu<strong>en</strong>ta nos brinda una presión <strong>de</strong> 7 bar, es más ti<strong>en</strong>e un pequeño exceso por así<br />
<strong>de</strong>cirlo que sirve como marg<strong>en</strong> seguridad.<br />
Una vez que se han <strong>de</strong>finido todos los parámetros <strong>para</strong> <strong>el</strong> correcto funcionami<strong>en</strong>to <strong>de</strong>l<br />
nuevo circuito <strong>de</strong> aire comprimido, se m<strong>en</strong>ciona ciertas consi<strong>de</strong>raciones que se <strong>de</strong>b<strong>en</strong> t<strong>en</strong>er<br />
pres<strong>en</strong>te <strong>en</strong> <strong>la</strong> insta<strong>la</strong>ción misma <strong>de</strong>l circuito.<br />
Por más que una insta<strong>la</strong>ción cu<strong>en</strong>te con un post<strong>en</strong>friador, se<strong>para</strong>dor <strong>de</strong> agua con<strong>de</strong>nsada y<br />
<strong>de</strong>pósito <strong>de</strong> aire, parte <strong>de</strong> <strong>la</strong> humedad se con<strong>de</strong>nsa <strong>en</strong> <strong>la</strong>s tuberías. Como es <strong>de</strong><br />
conocimi<strong>en</strong>to <strong>el</strong> agua es una impureza y como tal perjudica <strong>la</strong> lubricación <strong>de</strong> <strong>la</strong>s<br />
herrami<strong>en</strong>tas y <strong>la</strong> vida útil <strong>de</strong> todo <strong>el</strong> circuito. En virtud <strong>de</strong> lo m<strong>en</strong>cionado t<strong>en</strong>emos:<br />
157
Las líneas <strong>de</strong> tuberías, tanto primarias como secundarias, <strong>de</strong>b<strong>en</strong> t<strong>en</strong>er una<br />
inclinación <strong>de</strong> al m<strong>en</strong>os <strong>el</strong> 1% <strong>en</strong> <strong>la</strong> dirección <strong>de</strong>l flujo 46 , esto se facilita porque es<br />
un circuito abierto.<br />
Las líneas <strong>de</strong> servicio <strong>de</strong>b<strong>en</strong> unirse a <strong>la</strong> línea secundaria por <strong>la</strong> parte superior, con<br />
esto logramos que <strong>el</strong> con<strong>de</strong>nsado y <strong>la</strong>s impurezas llegu<strong>en</strong> a <strong>la</strong> salida (figura 42).<br />
Las líneas <strong>de</strong> servicio <strong>de</strong>b<strong>en</strong> ser lo más cortas posibles y se <strong>de</strong>b<strong>en</strong> evitar <strong>la</strong>s<br />
mangueras <strong>la</strong>rgas conectadas a <strong>la</strong>s herrami<strong>en</strong>tas.<br />
PUNTO DE ROCÍO:<br />
Figura 42. P<strong>en</strong>di<strong>en</strong>te <strong>de</strong> tuberías.<br />
El punto <strong>de</strong> rocío sirve <strong>para</strong> conocer <strong>la</strong> temperatura, t, a <strong>la</strong> cual <strong>el</strong> aire se convierte <strong>en</strong> aire<br />
saturado, esto es, <strong>el</strong> aire adquiere una humedad re<strong>la</strong>tiva <strong>de</strong>l 100 % lo cual indica una<br />
pres<strong>en</strong>cia <strong>de</strong> con<strong>de</strong>nsados <strong>en</strong> <strong>el</strong> aire. Por lo tanto este es <strong>el</strong> parámetro <strong>para</strong> <strong>de</strong>terminar <strong>el</strong><br />
grado <strong>de</strong> sequedad <strong>de</strong>l aire. Los puntos <strong>de</strong> rocío bajos indican que se trata <strong>de</strong> aire muy<br />
seco y, <strong>en</strong> consecu<strong>en</strong>cia <strong>de</strong> gran calidad; los puntos <strong>de</strong> rocío <strong>el</strong>evados reve<strong>la</strong>n aire con altas<br />
humeda<strong>de</strong>s re<strong>la</strong>tivas.<br />
El valor <strong>de</strong> este se pue<strong>de</strong> obt<strong>en</strong>er por medio <strong>de</strong> formu<strong>la</strong>s, parti<strong>en</strong>do <strong>de</strong> <strong>la</strong> humedad re<strong>la</strong>tiva<br />
hr, y <strong>de</strong> <strong>la</strong> temperatura ambi<strong>en</strong>te, t.<br />
Las fórmu<strong>la</strong>s empleadas son <strong>la</strong>s sigui<strong>en</strong>tes:<br />
Don<strong>de</strong>:<br />
h<br />
s<br />
Pa<br />
0,625<br />
(P - P )<br />
(15)<br />
hs = Humedad <strong>de</strong> saturación<br />
46 ATLAS COPCO ECUATORIANA, Aire Guía <strong>de</strong> Insta<strong>la</strong>ción, 1986.<br />
a<br />
h<br />
ab<br />
hr<br />
h<br />
100<br />
s<br />
(16)<br />
158
hr = Humedad re<strong>la</strong>tiva (<strong>en</strong> Cu<strong>en</strong>ca es <strong>de</strong> 50 %)<br />
hab = Humedad absoluta<br />
P = Presión total <strong>de</strong>l sistema, 742,85 mm Hg (ver tab<strong>la</strong> 33)<br />
Pa = Presión parcial <strong>de</strong> vapor <strong>de</strong> agua, 12,788 mm Hg (ver tab<strong>la</strong> anexo 2, a<br />
15 ºC)<br />
TABLA 33. Presión Atmosférica a difer<strong>en</strong>tes Alturas<br />
Altitud (m) bar mm Hg<br />
0 1013 760<br />
500 954 716<br />
1000 898 674<br />
1500 845 634<br />
2000 795 596<br />
2500 746 560<br />
3000 701 525<br />
3500 657 493<br />
4000 616 462<br />
4500 577 433<br />
5000 540 405<br />
5500 505 379<br />
6000 472 354<br />
6500 440 330<br />
7000 411 308<br />
7500 382 287<br />
8000 356 267<br />
8500 331 248<br />
9000 308 231<br />
9500 285 214<br />
10000 264 198<br />
Entonces <strong>la</strong> aplicando <strong>la</strong> formu<strong>la</strong> (15), t<strong>en</strong>emos:<br />
h<br />
h<br />
s<br />
s<br />
0,625<br />
12,788<br />
(742,85-<br />
12,788)<br />
este valor se reemp<strong>la</strong>za <strong>en</strong> 16, quedando:<br />
0,01094 (kg <strong>de</strong> vapor <strong>de</strong> agua por kg <strong>de</strong> aire seco)<br />
159
h<br />
h<br />
ab<br />
ab<br />
50<br />
0,01094<br />
100<br />
0.0054738<br />
(kg <strong>de</strong> vapor <strong>de</strong> agua por kg <strong>de</strong> aire seco)<br />
Debido que <strong>en</strong> <strong>el</strong> punto <strong>de</strong> rocío, <strong>la</strong> humedad re<strong>la</strong>tiva es <strong>de</strong> 100%, <strong>en</strong>tonces, esto implica<br />
que <strong>la</strong> humedad absoluta es igual a <strong>la</strong> humedad <strong>de</strong> saturación, hab = hs, <strong>en</strong> virtud <strong>de</strong> esto<br />
reemp<strong>la</strong>zamos esta igualdad <strong>en</strong> (15), y <strong>de</strong>spejamos Pa, quedando:<br />
h<br />
h<br />
P<br />
P<br />
ab<br />
ab<br />
a<br />
a<br />
P<br />
Pa<br />
0,625<br />
(P - P )<br />
(P - P )<br />
a<br />
a<br />
hab<br />
0,625<br />
0,625<br />
P<br />
h<br />
ab<br />
0,<br />
0054738 742,85<br />
0,625 0,<br />
0054738<br />
6,449 mm Hg<br />
Con este valor, vamos nuevam<strong>en</strong>te a <strong>la</strong> tab<strong>la</strong> <strong>de</strong> Presiones <strong>de</strong> Vapor <strong>de</strong> Agua <strong>de</strong>l anexo 2,<br />
<strong>en</strong> <strong>la</strong> que por medio <strong>de</strong> interpo<strong>la</strong>ción obt<strong>en</strong>emos <strong>el</strong> valor <strong>de</strong>l punto <strong>de</strong> rocío que es <strong>de</strong> 4,78<br />
ºC, esto quiere <strong>de</strong>cir que cuando <strong>la</strong> temperatura se acerca a este niv<strong>el</strong> (lo cual si se da <strong>en</strong><br />
nuestro medio), va a aum<strong>en</strong>tar <strong>la</strong> cantidad <strong>de</strong> con<strong>de</strong>nsado, <strong>en</strong> <strong>el</strong> circuito <strong>de</strong> aire<br />
comprimido, por lo tanto se <strong>de</strong>be t<strong>en</strong>er mucha precaución <strong>en</strong> <strong>el</strong> cuidado <strong>en</strong> los filtros<br />
se<strong>para</strong>dores y <strong>la</strong>s purgas, con <strong>el</strong> fin <strong>de</strong> evitar que <strong>el</strong> agua llegue a <strong>la</strong>s máquinas y<br />
herrami<strong>en</strong>tas <strong>para</strong> no t<strong>en</strong>er daños prematuros <strong>de</strong> <strong>la</strong>s mismas.<br />
a<br />
P<br />
a<br />
160
3.1.2 PROYECTO DE REDUCCIÓN DE LIMALLA DE ALUMINIO<br />
Este <strong>proyecto</strong> ti<strong>en</strong>e como finalidad establecer los parámetros necesarios <strong>para</strong> que <strong>la</strong>s condiciones<br />
<strong>de</strong> embutición se <strong>de</strong>n bajo un correcto cálculo técnico que cu<strong>en</strong>te con <strong>el</strong> respaldo a<strong>de</strong>cuado. Con<br />
esto se pret<strong>en</strong><strong>de</strong> lograr un ahorro significativo <strong>en</strong> cuanto a lo que a material <strong>de</strong> discos <strong>de</strong> aluminio<br />
se refiere, logrando disminuir <strong>la</strong> cantidad <strong>de</strong> limal<strong>la</strong> <strong>de</strong> aluminio g<strong>en</strong>erada.<br />
La razón por <strong>la</strong> cual se ha pres<strong>en</strong>tado <strong>el</strong> pres<strong>en</strong>te <strong>proyecto</strong> se basa a <strong>la</strong> gran cantidad <strong>de</strong> limal<strong>la</strong><br />
g<strong>en</strong>erada anualm<strong>en</strong>te. Con ayuda <strong>de</strong> <strong>la</strong> información <strong>de</strong> los dos capítulos anteriores fue posible<br />
establecer los puntos <strong>de</strong> g<strong>en</strong>eración <strong>de</strong> estos <strong>de</strong>sperdicios. Si bi<strong>en</strong> es cierto, <strong>el</strong> <strong>de</strong>sperdicio es<br />
g<strong>en</strong>erado <strong>en</strong> <strong>la</strong> operación <strong>de</strong> corte y bor<strong>de</strong>ado este no refleja <strong>el</strong> verda<strong>de</strong>ro problema. Si se parte <strong>de</strong><br />
que <strong>el</strong> disco es calcu<strong>la</strong>do <strong>en</strong> función <strong>de</strong> <strong>la</strong>s dim<strong>en</strong>siones que <strong>de</strong>be t<strong>en</strong>er <strong>el</strong> artículo, es cierto también<br />
que los conceptos básicos <strong>de</strong> embutición influy<strong>en</strong> bastante sobre dicho calculo. Es por esto que a<br />
continuación se citan algunos <strong>de</strong> estos conceptos que serán <strong>de</strong> gran importancia <strong>para</strong> respaldar los<br />
resultados que sean obt<strong>en</strong>idos.<br />
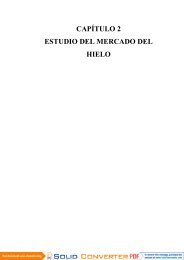
3.1.2.1 Descripción G<strong>en</strong>eral <strong>de</strong>l Proceso <strong>de</strong> Embutición <strong>de</strong> Doble Efecto<br />
El disco <strong>de</strong> aluminio queda cogido <strong>en</strong>tre <strong>el</strong> aro <strong>de</strong> embutir (matriz <strong>de</strong> embutición) y <strong>el</strong> pisón <strong>de</strong><br />
sujeción <strong>de</strong>l disco (pisap<strong>la</strong>nchas), <strong>el</strong> cual posee un agujero c<strong>en</strong>tral que permite <strong>el</strong> paso <strong>de</strong>l punzón<br />
<strong>de</strong> embutir, este al ejercer presión sobre <strong>el</strong> disco, lo hun<strong>de</strong> transformándolo <strong>en</strong> un cuerpo hueco.<br />
Aro <strong>para</strong> embutir<br />
(matriz <strong>de</strong> embutición)<br />
Disco <strong>de</strong> aluminio<br />
Pisón <strong>de</strong> sujeción<br />
Ve<strong>la</strong>s guía<br />
Figura 43. Esquema <strong>de</strong> los <strong>el</strong>em<strong>en</strong>tos que intervi<strong>en</strong><strong>en</strong><br />
<strong>en</strong> <strong>la</strong> operación <strong>de</strong> embutición.<br />
161
La figura 43 repres<strong>en</strong>ta un esquema g<strong>en</strong>eral <strong>de</strong> <strong>la</strong> operación <strong>de</strong> embutición <strong>de</strong> doble efecto.<br />
3.1.2.2 Etapas <strong>de</strong> Embutición<br />
En <strong>la</strong> sigui<strong>en</strong>te figura se <strong>de</strong>tal<strong>la</strong> <strong>la</strong>s etapas que intervi<strong>en</strong><strong>en</strong> <strong>en</strong> <strong>el</strong> <strong>proceso</strong> <strong>de</strong> embutición, así como<br />
los <strong>el</strong>em<strong>en</strong>tos que actúan <strong>en</strong> cada fase:<br />
162<br />
El disco <strong>de</strong> aluminio D es colocado sobre <strong>el</strong> pisón<br />
<strong>de</strong> sujeción.<br />
El aro <strong>de</strong> embutir <strong>de</strong>sci<strong>en</strong><strong>de</strong> tomando contacto con <strong>el</strong><br />
disco y lo sujeta contra <strong>el</strong> pisón ejerci<strong>en</strong>do presión sobre<br />
su contorno exterior.<br />
El punzón toma contacto con <strong>el</strong> disco y,<br />
presionando, lo embute a través <strong>de</strong> <strong>la</strong> abertura <strong>de</strong>l<br />
aro <strong>para</strong> embutir, <strong>de</strong> tal forma que <strong>el</strong> material <strong>de</strong>l<br />
disco “fluye” por <strong>en</strong>cima <strong>de</strong> <strong>la</strong> arista <strong>de</strong> embutición<br />
<strong>de</strong> radio r, y <strong>el</strong> diámetro inicial <strong>de</strong>l disco <strong>de</strong><br />
aluminio D disminuye hasta alcanzar <strong>el</strong> valor D’.<br />
La corona circu<strong>la</strong>r que se forma queda aún <strong>en</strong>tre <strong>el</strong><br />
aro <strong>para</strong> embutir y <strong>el</strong> pisón sujetador, a <strong>la</strong> que se<br />
<strong>de</strong>nomina brida <strong>de</strong> chapa, <strong>la</strong> misma que disminuye<br />
su diámetro a medida que <strong>el</strong> punzón continúa<br />
introduciéndose y se consigue limitando <strong>la</strong><br />
profundidad <strong>de</strong> embutición.
163<br />
Conseguida <strong>la</strong> forma hueca <strong>de</strong>finitiva, <strong>el</strong> aro y <strong>el</strong><br />
pisón vu<strong>el</strong>v<strong>en</strong> a subir. La pieza embutida queda<br />
tomada <strong>de</strong>l aro y <strong>la</strong> base <strong>de</strong> esta tropieza contra un<br />
vástago <strong>de</strong> expulsión.<br />
Figura 44. Etapas <strong>de</strong> embutición.<br />
El cuerpo hueco obt<strong>en</strong>ido, <strong>de</strong> altura h, está compuesto por <strong>el</strong> fondo y una camisa cilíndrica<br />
<strong>de</strong>signada como pared <strong>la</strong>teral. El espesor inicial s <strong>de</strong>l disco <strong>de</strong> aluminio so<strong>la</strong>m<strong>en</strong>te se<br />
conserva <strong>en</strong> <strong>el</strong> fondo, ya que <strong>de</strong>bido al a<strong>la</strong>rgami<strong>en</strong>to, se a<strong>de</strong>lgaza s<strong>en</strong>siblem<strong>en</strong>te <strong>en</strong> <strong>el</strong><br />
contorno <strong>de</strong>l mismo, razón por <strong>la</strong> cual es <strong>en</strong> esta zona <strong>en</strong> <strong>la</strong> que mas a m<strong>en</strong>udo sufr<strong>en</strong><br />
roturas <strong>la</strong>s piezas embutidas.<br />
Figura 45. Pieza embutida.<br />
Una vez que <strong>el</strong> material ha sido estirado por <strong>en</strong>cima <strong>de</strong> <strong>la</strong> arista <strong>de</strong> embutición y ha dado<br />
lugar a <strong>la</strong> pared <strong>la</strong>teral, <strong>el</strong> espesor <strong>de</strong>l material aum<strong>en</strong>ta gradualm<strong>en</strong>te hasta <strong>el</strong> bor<strong>de</strong><br />
superior <strong>de</strong>l cuerpo hueco. Esto se lo apreciar con mucha mas c<strong>la</strong>ridad al tomar <strong>en</strong><br />
consi<strong>de</strong>ración <strong>la</strong> figura 46.
Figura 46. Variaciones <strong>de</strong> espesor <strong>en</strong> piezas embutidas.<br />
El aum<strong>en</strong>to <strong>de</strong> espesor o <strong>la</strong> formación <strong>de</strong> pliegues se evitan por <strong>la</strong> presión <strong>de</strong>l pisón <strong>de</strong><br />
sujeción. Al iniciarse <strong>la</strong> operación <strong>de</strong> embutido se produce una compresión <strong>la</strong>teral <strong>de</strong> <strong>la</strong>s<br />
molécu<strong>la</strong>s, con lo que estas solo pue<strong>de</strong>n <strong>de</strong>sp<strong>la</strong>zarse <strong>en</strong> s<strong>en</strong>tido radial, tal como se ilustra<br />
<strong>en</strong> <strong>la</strong> figura 47. En <strong>el</strong> tramo BC <strong>la</strong> t<strong>en</strong>sión <strong>de</strong> <strong>la</strong> chapa evita <strong>la</strong> formación <strong>de</strong> pliegues. El<br />
tramo AB disminuye <strong>en</strong> su espesor <strong>de</strong>bido a <strong>la</strong> inercia <strong>de</strong> <strong>la</strong> chapa cuando <strong>el</strong> punzón ataca.<br />
Figura 47. Compresión molecu<strong>la</strong>r <strong>en</strong> piezas embutidas.<br />
164
3.1.2.3 Radios <strong>de</strong> <strong>la</strong>s Aristas <strong>de</strong> Embutición<br />
Si <strong>el</strong> radio <strong>de</strong> <strong>la</strong> arista <strong>de</strong> embutición es <strong>de</strong>masiado pequeño se produc<strong>en</strong> roturas <strong>en</strong> <strong>el</strong><br />
fondo, ya que <strong>la</strong> matriz <strong>de</strong> embutir trabaja como si fuera una matriz <strong>de</strong> corte. Por otro <strong>la</strong>do<br />
si <strong>el</strong> radio <strong>de</strong> <strong>la</strong> arista es <strong>de</strong>masiado gran<strong>de</strong> se forman pliegues, lo que pue<strong>de</strong> causar<br />
atascami<strong>en</strong>tos <strong>en</strong> <strong>el</strong> juego <strong>de</strong> embutición, ap<strong>la</strong>nami<strong>en</strong>tos <strong>de</strong> los pliegues y rotura <strong>de</strong> <strong>la</strong>s<br />
pare<strong>de</strong>s <strong>la</strong>terales. Un radio exacto permite <strong>el</strong> <strong>de</strong>slizami<strong>en</strong>to normal y un a<strong>la</strong>rgami<strong>en</strong>to débil<br />
que es comp<strong>en</strong>sado por <strong>la</strong> compresión <strong>la</strong>teral.<br />
Para calcu<strong>la</strong>r <strong>el</strong> radio <strong>de</strong> <strong>la</strong> arista <strong>de</strong> embutición se aplica <strong>la</strong> sigui<strong>en</strong>te fórmu<strong>la</strong> 47 :<br />
Don<strong>de</strong>:<br />
s = Espesor <strong>de</strong>l disco.<br />
D = Diámetro <strong>de</strong>l recorte.<br />
165<br />
0,<br />
04 D<br />
M [ 50 ( D d )] s<br />
(17)<br />
d β<br />
r p<br />
dp = Diámetro <strong>de</strong>l punzón <strong>de</strong> embutición <strong>en</strong> mm.<br />
p<br />
100<br />
β100 = Re<strong>la</strong>ción <strong>de</strong> embutición máxima admisible o <strong>de</strong> gradiación (anexo 2).<br />
Se obti<strong>en</strong><strong>en</strong> también bu<strong>en</strong>os resultados al darle al perfil <strong>de</strong> <strong>la</strong> arista <strong>de</strong>l aro <strong>de</strong> embutición<br />
<strong>la</strong> forma <strong>de</strong> un cuarto <strong>de</strong> <strong>el</strong>ipse (figura 48), ubicando <strong>el</strong> valor <strong>de</strong> rM <strong>en</strong> <strong>el</strong> semieje horizontal<br />
y, 1,6 rM <strong>en</strong> <strong>el</strong> semieje vertical.<br />
Figura 48. Arista <strong>de</strong> embutición.<br />
47 OEHLER, KAISER, Herrami<strong>en</strong>tas <strong>de</strong> Troque<strong>la</strong>r, Estampar y Embutir; Sexta edición, Barc<strong>el</strong>ona, Editorial<br />
Gustavo Gili, S.A., 1977; p. 330.
3.1.2.4 V<strong>el</strong>ocidad <strong>de</strong> Embutición 48<br />
La v<strong>el</strong>ocidad <strong>de</strong>l <strong>el</strong>em<strong>en</strong>to móvil ya sea este punzón o matriz no ti<strong>en</strong>e gran importancia <strong>en</strong><br />
<strong>la</strong> embutición <strong>de</strong> piezas cilíndricas. Sin embargo se han establecido los sigui<strong>en</strong>tes valores:<br />
Zinc y acero inoxidable 200 mm/seg.<br />
Acero dulce 280 mm/seg.<br />
Aluminio 500 mm/seg.<br />
Latón 750 mm/seg.<br />
Con <strong>el</strong> fin <strong>de</strong> conseguir mejores resultados es recom<strong>en</strong>dable trabajar a <strong>la</strong> mitad <strong>de</strong> estos<br />
valores dando <strong>el</strong> tiempo sufici<strong>en</strong>te <strong>para</strong> que <strong>el</strong> material vaya or<strong>de</strong>nando su estructura.<br />
3.1.2.4 Fuerza <strong>de</strong>l Pisón <strong>de</strong> Sujeción<br />
Para obt<strong>en</strong>er una pieza correctam<strong>en</strong>te embutida es necesario establecer <strong>el</strong> ajuste preciso <strong>de</strong>l<br />
pisón sujetador <strong>de</strong> chapa y <strong>la</strong> graduación cuidadosa que éste ha <strong>de</strong> ejercer. Si <strong>la</strong> presión es<br />
<strong>de</strong>masiado gran<strong>de</strong> <strong>el</strong> pisón queda <strong>de</strong>masiado fr<strong>en</strong>ado y se produce roturas por <strong>la</strong> arista <strong>de</strong><br />
embutición. Por <strong>el</strong> contrario si <strong>el</strong> pisón ejerce poca presión, se forman pliegues <strong>en</strong> <strong>la</strong> zona<br />
<strong>de</strong> <strong>la</strong> brida <strong>de</strong> chapa, <strong>en</strong>tre <strong>el</strong> bor<strong>de</strong> exterior <strong>de</strong>l recorte y <strong>la</strong> arista <strong>de</strong> embutición.<br />
Si se obti<strong>en</strong><strong>en</strong> pliegues <strong>en</strong> un solo <strong>la</strong>do <strong>de</strong> <strong>la</strong> pieza hay que comp<strong>en</strong>sar <strong>el</strong> niv<strong>el</strong> <strong>de</strong>l pisón<br />
empleando suplem<strong>en</strong>tos que pue<strong>de</strong>n ser trozos <strong>de</strong> tira <strong>de</strong> chapa o incluso pap<strong>el</strong><br />
<strong>de</strong>p<strong>en</strong>di<strong>en</strong>do <strong>de</strong> <strong>la</strong> variación. Esta se produce g<strong>en</strong>eralm<strong>en</strong>te <strong>de</strong>bido a un <strong>de</strong>scaste <strong>de</strong> <strong>la</strong>s<br />
ve<strong>la</strong>s guías o a <strong>la</strong> compresión a <strong>la</strong> que son sometidas durante <strong>el</strong> trabajo, si bi<strong>en</strong> es cierto <strong>el</strong><br />
valor no es muy gran<strong>de</strong> pero es lo sufici<strong>en</strong>te <strong>para</strong> g<strong>en</strong>erar problemas durante <strong>el</strong> trabajo.<br />
48 DE KONINCK, J. , GUTTER, D., Manual <strong>de</strong>l Técnico Matricero, Montesó Editor.<br />
166
Figura 49. Esquema <strong>de</strong> pisón sujetador <strong>de</strong> chapa.<br />
Según Sieb<strong>el</strong> 49 <strong>la</strong> presión <strong>de</strong>l pisón sujetador <strong>de</strong> chapa se obti<strong>en</strong>e aplicando <strong>la</strong> sigui<strong>en</strong>te<br />
expresión:<br />
Don<strong>de</strong>:<br />
167<br />
2 d<br />
p pisón c β 1 0,<br />
5 σ B<br />
(18)<br />
100 s<br />
β = Re<strong>la</strong>ción <strong>de</strong> diámetros D/d antes <strong>de</strong> iniciar <strong>la</strong> <strong>de</strong>formación.<br />
d = Diámetro <strong>de</strong>l punzón.<br />
σB = Resist<strong>en</strong>cia <strong>de</strong>l material <strong>en</strong> kp/mm 2 .<br />
c = Coefici<strong>en</strong>te compr<strong>en</strong>dido <strong>en</strong>tre 0,2 – 0,3.<br />
s = Espesor <strong>de</strong>l disco o recorte.<br />
3.1.2.5 Hu<strong>el</strong>go <strong>de</strong> Embutición<br />
El hu<strong>el</strong>go <strong>de</strong> embutición es <strong>la</strong> distancia exist<strong>en</strong>te <strong>en</strong>tre <strong>el</strong> punzón y <strong>el</strong> aro <strong>de</strong> embutición.<br />
Por lo g<strong>en</strong>eral <strong>para</strong> <strong>el</strong> calculo <strong>de</strong>l hu<strong>el</strong>go <strong>de</strong> embutición uz, se parte <strong>de</strong>l espesor <strong>de</strong>l disco s<br />
<strong>en</strong> mm, y <strong>de</strong> un coefici<strong>en</strong>te a, <strong>en</strong> base a <strong>la</strong> sigui<strong>en</strong>te fórmu<strong>la</strong> empírica:<br />
49 OEHLER, KAISER, Herrami<strong>en</strong>tas <strong>de</strong> Troque<strong>la</strong>r, Estampar y Embutir; Sexta edición, Barc<strong>el</strong>ona, Editorial<br />
Gustavo Gili, S.A., 1977; p. 338.
Don<strong>de</strong>:<br />
168<br />
u z s 0,<br />
02 a 10 s <strong>para</strong> chapa <strong>de</strong> aluminio b<strong>la</strong>nda (19)<br />
Para <strong>el</strong> caso <strong>de</strong> embuticiones cilíndricas se cumple que:<br />
D = Diámetro <strong>de</strong>l recorte.<br />
dp = Diámetro <strong>de</strong>l punzón <strong>de</strong> embutición <strong>en</strong> mm.<br />
a<br />
β<br />
100<br />
β100 = Re<strong>la</strong>ción <strong>de</strong> embutición máxima admisible o re<strong>la</strong>ción <strong>de</strong> gradación. (anexo<br />
2).<br />
A m<strong>en</strong>udo se observa que con una misma chapa y <strong>la</strong> misma matriz, algunas piezas se<br />
romp<strong>en</strong> <strong>de</strong>bido a que <strong>el</strong> hu<strong>el</strong>go <strong>de</strong> <strong>la</strong> matriz es <strong>de</strong>masiado estrecho, mi<strong>en</strong>tras que al mismo<br />
tiempo <strong>en</strong> otras piezas se forman pliegues al embutir <strong>de</strong>bido a que <strong>el</strong> hu<strong>el</strong>go es <strong>de</strong>masiado<br />
gran<strong>de</strong>. El resultado <strong>de</strong> este tipo <strong>de</strong> fal<strong>la</strong>s raram<strong>en</strong>te se <strong>de</strong>be a un error <strong>de</strong> dim<strong>en</strong>sionado<br />
<strong>de</strong>l hu<strong>el</strong>go <strong>de</strong> embutición, ya que <strong>en</strong> <strong>la</strong> mayoría <strong>de</strong> los casos, <strong>el</strong> motivo se <strong>en</strong>cu<strong>en</strong>tra <strong>en</strong> <strong>la</strong>s<br />
difer<strong>en</strong>cias <strong>de</strong> espesor <strong>de</strong>l disco.<br />
En <strong>la</strong> sigui<strong>en</strong>te grafica se pue<strong>de</strong> observar <strong>la</strong>s fal<strong>la</strong>s que ocasiona un mal dim<strong>en</strong>sionado <strong>de</strong>l<br />
hu<strong>el</strong>go y <strong>la</strong> influ<strong>en</strong>cia que este ti<strong>en</strong>e sobre <strong>la</strong> pieza embutida.<br />
Figura 50. Influ<strong>en</strong>cia <strong>de</strong>l hu<strong>el</strong>go <strong>de</strong> embutición.<br />
D<br />
d<br />
p<br />
(20)
3.1.2.6 Lubricación<br />
La lubricación es necesaria <strong>para</strong> <strong>la</strong> operación <strong>de</strong> embutición, ya que evita que <strong>la</strong> resist<strong>en</strong>cia<br />
opuesta al <strong>de</strong>slizami<strong>en</strong>to <strong>de</strong>l disco sea excesiva y provoque estirami<strong>en</strong>to <strong>de</strong>l material que<br />
pue<strong>de</strong> llegar hasta su rotura. Lubricar <strong>el</strong> disco contribuye a una mejor conservación <strong>de</strong> <strong>la</strong><br />
herrami<strong>en</strong>ta disminuy<strong>en</strong>do su <strong>de</strong>sgaste y también <strong>el</strong> esfuerzo <strong>de</strong> embutición.<br />
Las grasas animales son <strong>la</strong>s que pres<strong>en</strong>tan <strong>el</strong> m<strong>en</strong>or coefici<strong>en</strong>te <strong>de</strong> rozami<strong>en</strong>to. La forma<br />
<strong>de</strong> <strong>la</strong> pieza a embutir es muy importante <strong>para</strong> <strong>la</strong> <strong>el</strong>ección <strong>de</strong>l lubricante, <strong>para</strong> cuerpos<br />
huecos s<strong>en</strong>cillos cilíndricos no precisan una lubricación tan int<strong>en</strong>siva como <strong>la</strong>s formas<br />
irregu<strong>la</strong>res. La tab<strong>la</strong> <strong>de</strong>l anexo 2 conti<strong>en</strong>e mas datos <strong>de</strong> lubricantes empleados <strong>para</strong> <strong>la</strong><br />
embutición.<br />
Para aluminio g<strong>en</strong>eralm<strong>en</strong>te se emplea Aceite soluble diluido al 1/10. una mezc<strong>la</strong> <strong>de</strong><br />
Aceite <strong>de</strong> colza y <strong>de</strong> grasa animal (30%) o <strong>de</strong> aceite <strong>de</strong> colza y <strong>la</strong>nolina.<br />
El efecto <strong>de</strong> lubricación se int<strong>en</strong>sifica cobreando o bon<strong>de</strong>rizando <strong>la</strong>s superficies <strong>de</strong> <strong>la</strong>s<br />
chapas.<br />
Se recomi<strong>en</strong>da que los lubricantes sean retirados <strong>de</strong> p<strong>la</strong>nta y almac<strong>en</strong>ados <strong>en</strong> recipi<strong>en</strong>tes<br />
una vez que se ha terminado <strong>el</strong> trabajo <strong>para</strong> evitar los olores <strong>de</strong>sagradables que estos<br />
<strong>de</strong>spi<strong>de</strong>n.<br />
A<strong>de</strong>más <strong>la</strong> humedad <strong>de</strong>l aire ejerce un efecto negativo sobre los lubricantes solubles <strong>en</strong><br />
agua, es por esto que al mant<strong>en</strong>er limpios los recipi<strong>en</strong>tes y consumi<strong>en</strong>do rápidam<strong>en</strong>te los<br />
lubricantes se evita que estos llegu<strong>en</strong> a corromperse.<br />
169
3.1.2.7 Geometría <strong>de</strong> Artículos <strong>de</strong> Aluminio<br />
En principio es necesario establecer formas geométricas g<strong>en</strong>erales <strong>de</strong> los artículos ya que <strong>de</strong>bido a<br />
<strong>la</strong> gran variedad <strong>de</strong> estos pue<strong>de</strong>n tomarse a muchos bajo un mismo grupo. A estas formas se <strong>la</strong>s<br />
l<strong>la</strong>mará “forma base” y serán <strong>la</strong>s que regirán <strong>el</strong> cálculo, mas allá <strong>de</strong> <strong>la</strong>s dim<strong>en</strong>siones que t<strong>en</strong>ga <strong>el</strong><br />
articulo <strong>en</strong> cuestión. Las formas base <strong>en</strong> <strong>la</strong>s que se ha c<strong>la</strong>sificado los artículos se <strong>en</strong>cu<strong>en</strong>tran <strong>en</strong> <strong>la</strong><br />
sigui<strong>en</strong>te tab<strong>la</strong>:<br />
Tab<strong>la</strong> 34. Formas base <strong>de</strong> artículos <strong>de</strong> Aluminio INDALUM.<br />
Articulo Esquema Dim<strong>en</strong>siones<br />
Recto con<br />
brida <strong>de</strong><br />
chapa<br />
Ova<strong>la</strong>do con<br />
brida <strong>de</strong><br />
chapa<br />
170
Recortado<br />
Una vez <strong>de</strong>finidas <strong>la</strong>s formas base, se proce<strong>de</strong> a establecer <strong>la</strong> fórmu<strong>la</strong> g<strong>en</strong>eral <strong>para</strong> <strong>el</strong><br />
cálculo <strong>de</strong>l disco que corresponda a cada una <strong>el</strong><strong>la</strong>s, se recomi<strong>en</strong>da dividir <strong>el</strong> cuerpo <strong>en</strong><br />
superficies in<strong>de</strong>p<strong>en</strong>di<strong>en</strong>tes a fin <strong>de</strong> facilitar <strong>el</strong> calculo. En <strong>la</strong> tab<strong>la</strong> 35 se <strong>en</strong>cu<strong>en</strong>tran 17<br />
<strong>el</strong>em<strong>en</strong>tos, que <strong>en</strong> gran parte, son sufici<strong>en</strong>tes <strong>para</strong> <strong>el</strong> calculo <strong>de</strong>l diámetro <strong>de</strong>l disco que<br />
<strong>de</strong>be embutirse.<br />
Para <strong>el</strong> calculo <strong>de</strong>l diámetro <strong>de</strong>l disco <strong>de</strong> Aluminio, <strong>en</strong> lugar <strong>de</strong> emplear <strong>la</strong> superficie (F),<br />
es más útil <strong>la</strong> expresión 4/π · F, puesto que, sacando <strong>la</strong> raíz cuadrada <strong>de</strong> este valor, se<br />
obti<strong>en</strong>e <strong>el</strong> diámetro citado <strong>para</strong> cada uno <strong>de</strong> los <strong>el</strong>em<strong>en</strong>tos <strong>de</strong> superficie característica. A<br />
continuación se citan los <strong>el</strong>em<strong>en</strong>tos <strong>de</strong> superficie necesarios <strong>para</strong> <strong>el</strong> calculo <strong>de</strong>l recorte.<br />
171
Tab<strong>la</strong> 35. Elem<strong>en</strong>tos <strong>de</strong> superficie <strong>para</strong> <strong>el</strong> cálculo <strong>de</strong>l recorte.<br />
Elem<strong>en</strong>to <strong>de</strong> superficie Área F 4/π · F<br />
π e<br />
2<br />
( d<br />
1<br />
d<br />
2<br />
)<br />
4<br />
π<br />
4<br />
2<br />
d<br />
π 2 2<br />
2 2<br />
( d1<br />
d 2 )<br />
( d1<br />
d 2 )<br />
π<br />
( d<br />
π d h<br />
4 d h<br />
1<br />
2<br />
d<br />
2<br />
)<br />
h<br />
2<br />
π<br />
( d<br />
1<br />
4<br />
d<br />
2<br />
)<br />
2<br />
2e<br />
( d<br />
1<br />
d<br />
2<br />
)<br />
2<br />
( d<br />
1<br />
2<br />
d<br />
d<br />
2<br />
)<br />
h<br />
2<br />
π<br />
( d<br />
1<br />
4<br />
d<br />
172<br />
2<br />
)<br />
2
173<br />
2<br />
2<br />
h<br />
4<br />
d<br />
2<br />
d<br />
π<br />
2<br />
e<br />
d<br />
π<br />
2<br />
2<br />
h<br />
4<br />
d<br />
d<br />
2<br />
e<br />
d<br />
2<br />
2<br />
d<br />
π<br />
2<br />
2<br />
d<br />
2<br />
h<br />
d<br />
π h<br />
d<br />
4<br />
)<br />
i<br />
4<br />
s<br />
(<br />
4<br />
π<br />
π<br />
i<br />
R<br />
2<br />
i<br />
d<br />
π<br />
2<br />
2 2<br />
2<br />
i<br />
4<br />
s<br />
i<br />
R<br />
8<br />
i<br />
d<br />
4<br />
)<br />
r<br />
7<br />
,<br />
0<br />
D<br />
(<br />
2<br />
r<br />
π<br />
)<br />
r<br />
3<br />
,<br />
1<br />
d<br />
(<br />
2<br />
r<br />
π<br />
2<br />
2<br />
)<br />
r<br />
7<br />
,<br />
0<br />
D<br />
(<br />
r<br />
π<br />
2<br />
)<br />
r<br />
3<br />
,<br />
1<br />
d<br />
(<br />
r<br />
π<br />
2<br />
)<br />
r<br />
3<br />
,<br />
1<br />
D<br />
(<br />
2<br />
r<br />
π<br />
)<br />
r<br />
7<br />
,<br />
0<br />
d<br />
(<br />
2<br />
r<br />
π<br />
2<br />
2<br />
)<br />
r<br />
3<br />
,<br />
1<br />
D<br />
(<br />
r<br />
π<br />
2<br />
)<br />
r<br />
7<br />
,<br />
0<br />
d<br />
(<br />
r<br />
π<br />
2
174<br />
)<br />
r<br />
2<br />
,<br />
0<br />
D<br />
(<br />
4<br />
r<br />
π<br />
)<br />
r<br />
4<br />
,<br />
0<br />
d<br />
(<br />
4<br />
r<br />
π<br />
2<br />
2<br />
)<br />
r<br />
2<br />
,<br />
0<br />
D<br />
(<br />
r<br />
π<br />
)<br />
r<br />
4<br />
,<br />
0<br />
d<br />
(<br />
r<br />
π<br />
)<br />
r<br />
68<br />
,<br />
0<br />
D<br />
(<br />
4<br />
r<br />
π<br />
)<br />
r<br />
74<br />
,<br />
0<br />
d<br />
(<br />
4<br />
r<br />
π<br />
2<br />
2<br />
)<br />
r<br />
68<br />
,<br />
0<br />
D<br />
(<br />
r<br />
π<br />
)<br />
r<br />
74<br />
,<br />
0<br />
d<br />
(<br />
r<br />
π<br />
)<br />
r<br />
4<br />
,<br />
0<br />
D<br />
(<br />
4<br />
r<br />
π<br />
)<br />
r<br />
2<br />
,<br />
0<br />
d<br />
(<br />
4<br />
r<br />
π<br />
2<br />
2<br />
)<br />
r<br />
4<br />
,<br />
0<br />
D<br />
(<br />
r<br />
π<br />
)<br />
r<br />
2<br />
,<br />
0<br />
d<br />
(<br />
r<br />
π<br />
)<br />
r<br />
74<br />
,<br />
0<br />
D<br />
(<br />
4<br />
r<br />
π<br />
)<br />
r<br />
68<br />
,<br />
0<br />
d<br />
(<br />
4<br />
r<br />
π<br />
2<br />
2<br />
)<br />
r<br />
74<br />
,<br />
0<br />
D<br />
(<br />
r<br />
π<br />
)<br />
r<br />
68<br />
,<br />
0<br />
d<br />
(<br />
r<br />
π<br />
d<br />
r<br />
π 2<br />
d<br />
r<br />
π<br />
4<br />
)<br />
r<br />
73<br />
,<br />
0<br />
D<br />
(<br />
r<br />
π<br />
)<br />
r<br />
27<br />
,<br />
1<br />
d<br />
(<br />
r<br />
π<br />
2<br />
2<br />
)<br />
r<br />
73<br />
,<br />
0<br />
D<br />
(<br />
r<br />
π<br />
4<br />
)<br />
r<br />
27<br />
,<br />
1<br />
d<br />
(<br />
r<br />
π<br />
4
0,<br />
73<br />
3.1.2.8 Calculo <strong>de</strong> Formu<strong>la</strong>s G<strong>en</strong>erales según <strong>la</strong> Forma Base<br />
π<br />
2<br />
r<br />
( d<br />
r)<br />
π<br />
2<br />
r<br />
( D<br />
El calculo se realiza con <strong>la</strong> división <strong>de</strong> <strong>la</strong>s formas base <strong>en</strong> <strong>el</strong>em<strong>en</strong>tos <strong>de</strong> geometría conocida e i<strong>de</strong>ntificable con <strong>la</strong> tab<strong>la</strong> (), a<strong>de</strong>más se maneja<br />
<strong>la</strong> sigui<strong>en</strong>te igualdad:<br />
Según <strong>la</strong> forma <strong>de</strong> cada artículo y empleando <strong>la</strong> tab<strong>la</strong> anterior, se obti<strong>en</strong>e los sigui<strong>en</strong>tes resultados:<br />
3.1.2.8.1 Articulo Recto con Brida <strong>de</strong> Chapa<br />
1,<br />
27<br />
r)<br />
4<br />
π<br />
r<br />
( d<br />
0,<br />
73<br />
r)<br />
4<br />
π<br />
r<br />
( D<br />
1,<br />
27<br />
r)<br />
175<br />
4<br />
D d F<br />
(21)<br />
π<br />
Valiéndose <strong>de</strong> <strong>la</strong> figura 51 y según <strong>la</strong> división <strong>de</strong> superficies que esta indicada, se obti<strong>en</strong>e: <strong>el</strong> disco anu<strong>la</strong>r B, seguidam<strong>en</strong>te <strong>de</strong>l bor<strong>de</strong><br />
redon<strong>de</strong>ado K, <strong>la</strong> pared <strong>la</strong>teral cilíndrica C, <strong>el</strong> bor<strong>de</strong> redon<strong>de</strong>ado I y, finalm<strong>en</strong>te, <strong>el</strong> disco A.
4<br />
π<br />
4<br />
π<br />
4<br />
π<br />
4<br />
π<br />
D<br />
D<br />
D<br />
F<br />
F<br />
F<br />
F<br />
2<br />
d<br />
d<br />
d<br />
A<br />
B<br />
(D-<br />
2<br />
(D-<br />
2<br />
(D-<br />
2<br />
(D-<br />
2<br />
(D-<br />
2<br />
(D-<br />
2<br />
r )<br />
r )<br />
r )<br />
r )<br />
1<br />
C<br />
1<br />
1<br />
1<br />
r )<br />
1<br />
2<br />
2<br />
2<br />
2<br />
r )<br />
Figura 51. Geometría <strong>de</strong> Articulo Recto con Brida <strong>de</strong> Chapa<br />
2<br />
I<br />
D<br />
D<br />
D<br />
D<br />
K<br />
2<br />
1<br />
2<br />
1<br />
2<br />
1<br />
2<br />
1<br />
D<br />
D<br />
2<br />
1<br />
2<br />
1<br />
3.1.2.8.2 Articulo Recortado<br />
1<br />
2<br />
D<br />
D<br />
D<br />
D<br />
D<br />
D<br />
2<br />
2<br />
2<br />
2<br />
r<br />
2<br />
2<br />
r<br />
r<br />
r<br />
2<br />
2<br />
2<br />
2<br />
r<br />
r<br />
2<br />
2<br />
2<br />
2<br />
2<br />
2<br />
2<br />
2<br />
4<br />
4<br />
4<br />
4<br />
4<br />
4<br />
D<br />
D<br />
D<br />
D<br />
D<br />
D<br />
h<br />
h<br />
h<br />
h<br />
h<br />
2<br />
2<br />
π<br />
π<br />
r<br />
r<br />
1<br />
1<br />
D<br />
D<br />
2 π D ( r<br />
2 π D ( r<br />
1<br />
1<br />
2 π D ( r<br />
1<br />
2 π D ( r<br />
1,<br />
4<br />
r<br />
r<br />
0,<br />
7<br />
2<br />
2<br />
)<br />
r<br />
r<br />
)<br />
2<br />
π<br />
)<br />
)<br />
r<br />
1<br />
2<br />
1<br />
r<br />
1,<br />
4<br />
1,<br />
4<br />
1,<br />
4<br />
1,<br />
4<br />
2<br />
2<br />
π<br />
π<br />
π ( r<br />
π ( r<br />
2<br />
2<br />
r<br />
2<br />
2<br />
π ( r<br />
2<br />
r<br />
2<br />
2<br />
π ( r<br />
Utilizando <strong>la</strong> figura 52 y según <strong>la</strong> división <strong>de</strong> superficies que esta indicada, se obti<strong>en</strong>e: <strong>el</strong><br />
bor<strong>de</strong> redon<strong>de</strong>ado K, seguidam<strong>en</strong>te <strong>de</strong> <strong>la</strong> pared <strong>la</strong>teral cilíndrica C, <strong>el</strong> bor<strong>de</strong> redon<strong>de</strong>ado I<br />
y, finalm<strong>en</strong>te, <strong>el</strong> disco A.<br />
h<br />
1<br />
2<br />
2<br />
2<br />
2<br />
r<br />
r<br />
D<br />
D<br />
2<br />
1<br />
2<br />
1<br />
r<br />
)<br />
)<br />
2<br />
1<br />
2<br />
1<br />
r<br />
)<br />
)<br />
176<br />
0,<br />
7<br />
1,<br />
4<br />
r<br />
π<br />
(22)<br />
2<br />
r<br />
2<br />
2
4<br />
π<br />
4<br />
π<br />
4<br />
π<br />
4<br />
π<br />
D<br />
D<br />
F<br />
F<br />
F<br />
F<br />
2<br />
d<br />
d<br />
A<br />
C<br />
(D-<br />
2<br />
(D-<br />
2<br />
(D-<br />
2<br />
(D-<br />
2<br />
(D-<br />
2<br />
r )<br />
r )<br />
r )<br />
r )<br />
1<br />
I<br />
1<br />
1<br />
1<br />
2<br />
r )<br />
1<br />
Figura 52. Geometría <strong>de</strong> Articulo Recortado.<br />
2<br />
2<br />
2<br />
2<br />
K<br />
4<br />
4<br />
4<br />
4<br />
4<br />
D<br />
D<br />
D<br />
D<br />
D<br />
h<br />
h<br />
h<br />
h<br />
h<br />
2<br />
2<br />
2<br />
2<br />
2<br />
π<br />
π<br />
π<br />
π<br />
D ( r<br />
π<br />
r<br />
r<br />
1<br />
1<br />
D<br />
D<br />
D ( r<br />
1<br />
1<br />
D ( r<br />
1<br />
0,<br />
7<br />
1,<br />
4<br />
r )<br />
r )<br />
2<br />
2<br />
π<br />
r )<br />
2<br />
r<br />
1<br />
r<br />
1,<br />
4<br />
1,<br />
4<br />
2<br />
1<br />
1,<br />
4<br />
2<br />
2<br />
π<br />
π ( r<br />
π ( r<br />
π<br />
2<br />
2<br />
r<br />
2<br />
2<br />
π ( r<br />
2<br />
r<br />
2<br />
2<br />
2<br />
r<br />
r<br />
D<br />
2<br />
1<br />
D<br />
2<br />
1<br />
r<br />
)<br />
)<br />
2<br />
1<br />
)<br />
0,<br />
7<br />
1,<br />
4<br />
r<br />
2<br />
π<br />
2<br />
2<br />
r<br />
177<br />
2<br />
Dd<br />
(D-<br />
2 r1)<br />
4 D h 2 π D ( r1<br />
r2)<br />
1,<br />
4 π ( r2<br />
r1<br />
)<br />
(23)<br />
3.1.2.8.2 Articulo Ova<strong>la</strong>do con Brida <strong>de</strong> Chapa<br />
Empleando <strong>la</strong> figura 53 y según <strong>la</strong> división <strong>de</strong> superficies que esta indicada, se obti<strong>en</strong>e: <strong>el</strong><br />
disco anu<strong>la</strong>r B, seguidam<strong>en</strong>te <strong>de</strong>l bor<strong>de</strong> redon<strong>de</strong>ado K, <strong>la</strong> pared <strong>la</strong>teral cilíndrica C, <strong>la</strong><br />
pared cónica cilíndrica G, <strong>el</strong> bor<strong>de</strong> redon<strong>de</strong>ado M y, finalm<strong>en</strong>te, <strong>el</strong> disco A.<br />
2<br />
2
4<br />
π<br />
4<br />
π<br />
D<br />
D<br />
F<br />
F<br />
2<br />
d<br />
d<br />
A<br />
d<br />
d<br />
2<br />
2<br />
d<br />
2<br />
B<br />
D<br />
D<br />
2<br />
1<br />
2<br />
1<br />
D<br />
C<br />
2<br />
1<br />
Figura 53. Geometría <strong>de</strong> Articulo Ova<strong>la</strong>do con Brida <strong>de</strong> Chapa.<br />
( D<br />
( D<br />
G<br />
( D<br />
M<br />
2<br />
2 r )<br />
2<br />
2 r )<br />
2<br />
2<br />
K<br />
2<br />
2 r )<br />
2<br />
( 4<br />
D<br />
h<br />
4 D ( h<br />
1<br />
2<br />
4 D ( h<br />
1<br />
)<br />
h<br />
2<br />
)<br />
h<br />
( 4<br />
2<br />
)<br />
D h )<br />
π<br />
π<br />
r<br />
1<br />
r<br />
1<br />
( d<br />
1<br />
( d<br />
π<br />
r<br />
1<br />
0,<br />
74<br />
0,<br />
74<br />
( d<br />
r )<br />
1<br />
r )<br />
1<br />
0,<br />
74<br />
D 2<br />
2<br />
2<br />
π<br />
r )<br />
π<br />
1<br />
r<br />
2<br />
r<br />
( D<br />
2<br />
2<br />
( D<br />
π<br />
0,<br />
7<br />
r<br />
2<br />
0,<br />
7<br />
( D<br />
r )<br />
2<br />
r )<br />
2<br />
0,<br />
7<br />
178<br />
2 2<br />
2<br />
d d D1<br />
( D 2 r2)<br />
4 D ( h1<br />
h2)<br />
π r1<br />
( d 0,<br />
74 r1)<br />
2 π r2<br />
( D 0,<br />
7 r ) (24)<br />
Empleando <strong>la</strong>s fórmu<strong>la</strong>s 22, 23 y 24 obt<strong>en</strong>idas anteriorm<strong>en</strong>te es posible <strong>de</strong>terminar <strong>el</strong><br />
diámetro <strong>de</strong>l disco necesario <strong>para</strong> <strong>la</strong> obt<strong>en</strong>ción <strong>de</strong> los artículos requeridos. Es muy<br />
importante <strong>el</strong> consi<strong>de</strong>rar que <strong>la</strong> embutición como tal no se da por igual <strong>en</strong> todos los casos<br />
ya que está influ<strong>en</strong>ciada por varios parámetros <strong>en</strong> los que están inmersos: <strong>la</strong> materia prima,<br />
los parámetros <strong>de</strong> montaje <strong>de</strong> los <strong>el</strong>em<strong>en</strong>tos <strong>de</strong> embutición, estado <strong>de</strong> <strong>la</strong> maquina,<br />
lubricante, <strong>en</strong>tre otros.<br />
Es <strong>de</strong> manejo g<strong>en</strong>eral, <strong>el</strong> hecho <strong>de</strong> que los contornos <strong>de</strong> <strong>la</strong>s piezas embutidas que pose<strong>en</strong><br />
brida <strong>de</strong> chapa no conserva un contorno exterior uniforme, lo cual se atribuye <strong>en</strong> primer<br />
lugar a <strong>la</strong> variación que ti<strong>en</strong><strong>en</strong> los discos o materia prima <strong>en</strong> su espesor y a<strong>de</strong>más al<br />
método <strong>de</strong> <strong>la</strong>minación que ti<strong>en</strong><strong>en</strong> los discos <strong>de</strong>s<strong>de</strong> su e<strong>la</strong>boración y más específicam<strong>en</strong>te al<br />
s<strong>en</strong>tido que ti<strong>en</strong><strong>en</strong> <strong>la</strong>s fibras.<br />
r )<br />
2
Si <strong>el</strong> material ha sido <strong>la</strong>minado <strong>en</strong> un solo s<strong>en</strong>tido <strong>la</strong>s irregu<strong>la</strong>rida<strong>de</strong>s se pres<strong>en</strong>tan <strong>en</strong><br />
mayor porc<strong>en</strong>taje que los que han sido <strong>la</strong>minados <strong>en</strong> cruz, aunque <strong>el</strong> caso optimo consi<strong>de</strong>ra<br />
un s<strong>en</strong>tido <strong>de</strong> <strong>la</strong>minación <strong>en</strong> diagonal a parte <strong>de</strong> los que están <strong>en</strong> cruz. Ciertam<strong>en</strong>te <strong>el</strong><br />
tratami<strong>en</strong>to <strong>de</strong> recocido que recib<strong>en</strong> los discos <strong>de</strong> aluminio <strong>para</strong> <strong>el</strong>iminar <strong>la</strong>s t<strong>en</strong>siones<br />
producto <strong>de</strong>l <strong>la</strong>minado ayuda a que <strong>el</strong> problema disminuya, pero no es posible <strong>el</strong>iminarlo<br />
<strong>de</strong>l todo ya que <strong>el</strong> s<strong>en</strong>tido que ti<strong>en</strong><strong>en</strong> <strong>la</strong>s fibras es un factor primario <strong>en</strong> <strong>el</strong> mom<strong>en</strong>to <strong>de</strong> <strong>la</strong><br />
operación <strong>de</strong> embutido.<br />
Para <strong>la</strong> obt<strong>en</strong>ción <strong>de</strong> <strong>la</strong> cantidad <strong>de</strong> materia prima que se ahorre empleando <strong>la</strong>s fórmu<strong>la</strong>s<br />
<strong>de</strong>terminadas anteriorm<strong>en</strong>te, se proce<strong>de</strong>rá a <strong>la</strong> <strong>el</strong>ección <strong>de</strong> una muestra 50 <strong>de</strong>bido a que <strong>el</strong><br />
análisis por producto se vu<strong>el</strong>ve muy ext<strong>en</strong>so. Exist<strong>en</strong> dos tipos <strong>de</strong> muestra: <strong>la</strong> no<br />
probabilística y <strong>la</strong> probabilística, <strong>en</strong> esta última todos los <strong>el</strong>em<strong>en</strong>tos <strong>de</strong>l conjunto ti<strong>en</strong><strong>en</strong> <strong>la</strong><br />
misma posibilidad <strong>de</strong> ser <strong>el</strong>egidos y se los obti<strong>en</strong>e <strong>de</strong> forma aleatoria y/o mecánica según<br />
<strong>la</strong>s unida<strong>de</strong>s <strong>de</strong> análisis. Mi<strong>en</strong>tras que <strong>en</strong> <strong>la</strong>s muestras no probabilísticas <strong>la</strong> <strong>el</strong>ección <strong>de</strong> los<br />
<strong>el</strong>em<strong>en</strong>tos no <strong>de</strong>p<strong>en</strong><strong>de</strong> <strong>de</strong> <strong>la</strong> probabilidad, sino <strong>de</strong> <strong>la</strong> toma <strong>de</strong> <strong>de</strong>cisiones <strong>de</strong> una o un grupo<br />
<strong>de</strong> personas <strong>para</strong> este caso los investigadores y <strong>la</strong> ger<strong>en</strong>cia <strong>de</strong> operaciones <strong>de</strong> INDALUM,<br />
a<strong>de</strong>más <strong>de</strong> los objetivos <strong>de</strong>l estudio y <strong>de</strong> <strong>la</strong> contribución <strong>de</strong> lo que se pi<strong>en</strong>sa hacer con <strong>el</strong><strong>la</strong>.<br />
T<strong>en</strong>i<strong>en</strong>do pres<strong>en</strong>te esto se ha s<strong>el</strong>eccionado una muestra no probabilística bajo <strong>la</strong>s sigui<strong>en</strong>tes<br />
consi<strong>de</strong>raciones:<br />
Los <strong>el</strong>em<strong>en</strong>tos s<strong>el</strong>eccionados (artículos) repres<strong>en</strong>tan los consumos mas <strong>el</strong>evados<br />
durante <strong>el</strong> año 2004.<br />
Los <strong>el</strong>em<strong>en</strong>tos ti<strong>en</strong><strong>en</strong> una gran <strong>de</strong>manda <strong>de</strong>ntro <strong>de</strong>l mercado y por <strong>en</strong><strong>de</strong> <strong>en</strong> <strong>la</strong><br />
producción.<br />
Las cifras <strong>de</strong> ahorro que se logr<strong>en</strong> al implem<strong>en</strong>tar <strong>la</strong>s propuestas basadas <strong>en</strong> <strong>la</strong><br />
muestra s<strong>el</strong>eccionada, permitirán establecer criterios <strong>para</strong> <strong>la</strong> toma <strong>de</strong> <strong>de</strong>cisiones a<br />
fin <strong>de</strong> hacer participativa <strong>la</strong> mejora a todo <strong>el</strong> universo <strong>de</strong> productos.<br />
Los valores <strong>de</strong> com<strong>para</strong>ción correspondi<strong>en</strong>tes al consumo <strong>de</strong> discos <strong>de</strong> aluminio según sus<br />
dim<strong>en</strong>siones provi<strong>en</strong><strong>en</strong> <strong>de</strong>l ba<strong>la</strong>nce <strong>de</strong> materia y <strong>en</strong>ergía A cada uno <strong>de</strong> los <strong>el</strong>em<strong>en</strong>tos, se<br />
50 Se <strong>de</strong>nomina muestra al subconjunto <strong>de</strong> <strong>el</strong>em<strong>en</strong>tos o sujetos que repres<strong>en</strong>t<strong>en</strong> <strong>el</strong> conjunto-universo.<br />
179
ha realizado un seguimi<strong>en</strong>to <strong>en</strong> <strong>la</strong> operación <strong>de</strong> embutido, a fin <strong>de</strong> com<strong>para</strong>r los valores que<br />
sean obt<strong>en</strong>idos mediante cálculo. Para <strong>el</strong>lo se tomó <strong>la</strong> medición <strong>de</strong>l ancho máximo y<br />
mínimo <strong>de</strong> <strong>la</strong> brida <strong>de</strong> chapa resultante <strong>de</strong> ésta operación, <strong>de</strong>bido a <strong>la</strong> variación se<br />
s<strong>el</strong>eccionó <strong>de</strong> forma aleatoria 20 artículos <strong>en</strong> <strong>proceso</strong> <strong>para</strong> establecer un promedio y lograr<br />
así valores confiables.<br />
Las dim<strong>en</strong>siones <strong>de</strong> <strong>la</strong> brida <strong>de</strong> chapa irregu<strong>la</strong>r con valores máximos y mínimos tomados <strong>de</strong> un lote<br />
<strong>de</strong> 20 artículos embutidos <strong>en</strong> <strong>proceso</strong> <strong>de</strong> fabricación están listados <strong>en</strong> <strong>la</strong> tab<strong>la</strong> 36.<br />
Artículo<br />
Dim<strong>en</strong>siones<br />
<strong>de</strong>l artículo<br />
Consumo <strong>en</strong><br />
kg<br />
Disco<br />
empleado<br />
Tab<strong>la</strong> 36. Elem<strong>en</strong>tos <strong>de</strong> <strong>la</strong> muestra, dim<strong>en</strong>siones y parámetros.<br />
Cal<strong>de</strong>ro<br />
económico 24<br />
Ol<strong>la</strong> económica<br />
20<br />
180<br />
Ol<strong>la</strong> ova<strong>la</strong>da 40 Ol<strong>la</strong> económica 32<br />
d 170 d 144 d 280 d 260<br />
D1 265 D1 224 D1 468 D1 360<br />
D 230 D 190 D 415 D 320<br />
h1 80 h1 65 h1 158 h1 110<br />
h2 55 h2 50 h2 148 h2 56<br />
r1 18 r1 9 r1 26 r1 12<br />
r2 3 r2 3 r2 4,5 r2 4,5<br />
7437.5 kg 6449 kg 18281 kg 5735.5 kg
Variación <strong>de</strong>l<br />
ancho <strong>de</strong> <strong>la</strong><br />
brida <strong>de</strong><br />
chapa<br />
181<br />
D x e Peso D x e Peso D x e Peso D x e Peso<br />
430 x<br />
0,7<br />
274<br />
360 x<br />
0,6<br />
165 820 x 1 1426<br />
570 x<br />
0,8<br />
551<br />
Min.: ancho mínimo medido <strong>de</strong> <strong>la</strong> brida<br />
<strong>de</strong> chapa <strong>en</strong> mm.<br />
Máx.: ancho máximo medido <strong>de</strong> <strong>la</strong><br />
brida <strong>de</strong> chapa <strong>en</strong> mm.<br />
N° medición Mínima Máxima Mínima Máxima Mínima Máxima Mínima Máxima<br />
1 18 25 20 21 24 46 12 30<br />
2 18 31 19 22 20 40 11 28<br />
3 17 26 20 23 20 46 11 30<br />
4 17 36 19 23 21 42 13 29<br />
5 18 25 19 23 20 44 12 29<br />
6 19 29 20 23 20 43 11 29<br />
7 19 17 19 21 22 44 12 29<br />
8 17 25 20 23 20 43 11 28<br />
9 18 27 19 21 23 45 14 30<br />
10 19 27 19 22 23 46 13 32<br />
11 18 26 20 23 20 44 12 31<br />
12 18 27 19 23 24 46 11 30<br />
13 18 25 20 24 24 44 11 28<br />
14 17 28 21 24 20 44 12 28<br />
15 19 26 19 22 24 42 13 30<br />
16 19 28 19 21 24 41 13 29<br />
17 18 29 20 23 24 43 13 28<br />
18 18 26 20 22 20 46 12 30<br />
19 17 27 19 24 24 46 11 29
20 19 28 20 24 20 46 11 30<br />
PROMEDIO 18,05 26,9 19,55 22,60 21,85 44,05 11,95 29,35<br />
Para establecer <strong>la</strong>s medidas que son necesarias <strong>para</strong> <strong>el</strong> ancho <strong>de</strong> <strong>la</strong> brida <strong>de</strong> chapa, se<br />
emplean <strong>la</strong>s dim<strong>en</strong>siones <strong>de</strong> diámetro <strong>de</strong> bor<strong>de</strong>ado según <strong>la</strong> dim<strong>en</strong>sión <strong>de</strong>l artículo, <strong>la</strong>s<br />
mismas que se <strong>de</strong>tal<strong>la</strong>n <strong>en</strong> <strong>el</strong> sigui<strong>en</strong>te cuadro y <strong>en</strong> <strong>la</strong> tab<strong>la</strong> 37:<br />
Diámetro<br />
nominal<br />
(do)<br />
cm<br />
Figura 54. Dim<strong>en</strong>siones estándar <strong>de</strong> artículos según <strong>el</strong> diámetro interior.<br />
Tab<strong>la</strong> 37. Dim<strong>en</strong>siones estándar <strong>de</strong> artículos <strong>de</strong> aluminio.<br />
Radio<br />
(r)<br />
mm<br />
Ol<strong>la</strong>s ova<strong>la</strong>das y rectas bor<strong>de</strong>adas<br />
Espesor<br />
nominal<br />
<strong>de</strong>l disco<br />
mm<br />
Espesor<br />
mínimo <strong>de</strong><br />
pared<br />
(e)<br />
mm<br />
Bor<strong>de</strong>ado<br />
mínimo<br />
(b)<br />
mm<br />
182<br />
Cal<strong>de</strong>ros recortados y<br />
Espesor<br />
nominal<br />
<strong>de</strong>l disco<br />
mm<br />
bor<strong>de</strong>ados<br />
Espesor<br />
mínimo <strong>de</strong><br />
pared<br />
14 6,0 0,6 0,5 4,3 1,0 0,92<br />
16 6,0 0,6 0,5 4,5 1,0 0,92<br />
18 7,0 0,6 0,5 4,5 1,0 0,92<br />
20 7,0 0,6 0,5 5,2 1,0 0,92<br />
(e)<br />
mm
22 7,0 0,6 0,5 5,5 1,0 0,92<br />
24 7,0 0,7 0,5 5,8 1,0 1,02<br />
26 7,0 0,7 0,5 6,0 1,2 1,08<br />
28 8,0 0,7 0,5 6,0 1,2 1,08<br />
30 8,0 0,8 0,57 6,7 1,2 1,08<br />
32 8,5 0,9 0,63 7,0 1,3 1,17<br />
34 8,5 0,9 0,63 7,0 1,3 1,17<br />
36 8,5 0,9 0,63 8,0 1,3 1,17<br />
38 8,5 0,9 0,63 8,5 1,4 1,26<br />
40 10 0,9 0,63 9,0 1,4 1,26<br />
Se calcu<strong>la</strong> <strong>el</strong> ancho <strong>de</strong> <strong>la</strong> brida <strong>de</strong> chapa necesaria <strong>para</strong> cada articulo, <strong>el</strong> mismo que<br />
correspon<strong>de</strong> a los ¾ <strong>de</strong> <strong>la</strong> circunfer<strong>en</strong>cia <strong>de</strong>l diámetro establecido <strong>para</strong> <strong>el</strong> bor<strong>de</strong>ado, ya que<br />
cada artículo se conforma con un radio <strong>en</strong> <strong>el</strong> mom<strong>en</strong>to <strong>de</strong>l embutido. Como se muestra <strong>en</strong><br />
<strong>la</strong> figura <strong>la</strong> dim<strong>en</strong>sión se calcu<strong>la</strong> empleando <strong>la</strong> fórmu<strong>la</strong> 25:<br />
Don<strong>de</strong>:<br />
L = Ancho <strong>de</strong> <strong>la</strong> brida <strong>de</strong> chapa, necesario <strong>para</strong> <strong>el</strong> bor<strong>de</strong>ado.<br />
b = Diámetro <strong>de</strong> bor<strong>de</strong>ado <strong>para</strong> artículo.<br />
183<br />
3<br />
L π b<br />
(25)<br />
4<br />
Aplicando <strong>la</strong> formu<strong>la</strong> 24 <strong>para</strong> un cal<strong>de</strong>ro económico 24, se obti<strong>en</strong>e:<br />
D<br />
D<br />
D<br />
d<br />
d<br />
d<br />
170<br />
28900<br />
427,<br />
04<br />
2<br />
mm.<br />
265<br />
2<br />
70225<br />
( 230<br />
55696<br />
2<br />
3)<br />
2<br />
4<br />
124200<br />
230 ( 80<br />
55)<br />
10336,<br />
5018<br />
π 18 ( 170<br />
4374,<br />
9819<br />
0,<br />
74<br />
18)<br />
2<br />
π<br />
3 ( 230<br />
0,<br />
7<br />
3)
Al realizar <strong>la</strong> com<strong>para</strong>ción <strong>en</strong>tre <strong>el</strong> diámetro <strong>de</strong> disco calcu<strong>la</strong>do con los datos <strong>de</strong> <strong>la</strong> tab<strong>la</strong> 36, se<br />
pue<strong>de</strong> establecer <strong>la</strong> difer<strong>en</strong>cia que existe lo cual repres<strong>en</strong>ta exceso y por <strong>en</strong><strong>de</strong> materia prima no<br />
aprovechada y que <strong>de</strong>be ser ahorrada. Al tomar datos cerrados, <strong>la</strong> difer<strong>en</strong>cia <strong>para</strong> este caso es:<br />
Exceso<br />
Exceso<br />
Exceso<br />
Dutilizado<br />
430<br />
3 mm.<br />
427<br />
Dcalcu<strong>la</strong>do<br />
Si bi<strong>en</strong> este valor no repres<strong>en</strong>ta una cantidad muy alta al consi<strong>de</strong>rar un disco, se proce<strong>de</strong> al<br />
calculo equival<strong>en</strong>te a <strong>la</strong> cantidad consumida por año. Si <strong>el</strong> consumo anual <strong>de</strong> este disco es<br />
<strong>de</strong> 7437,5 kg y <strong>el</strong> peso estándar <strong>de</strong> cada disco es <strong>de</strong> 0,274 kg al año se consume 27144,16<br />
discos. A continuación se calcu<strong>la</strong> <strong>el</strong> peso que repres<strong>en</strong>ta <strong>el</strong> valor <strong>de</strong>l exceso, <strong>para</strong> <strong>el</strong>lo<br />
consi<strong>de</strong>ramos <strong>la</strong> corona formada por <strong>el</strong> diámetro exterior <strong>de</strong> 430 mm, <strong>de</strong> diámetro interior<br />
<strong>de</strong> 427 mm (redon<strong>de</strong>ando) y <strong>el</strong> espesor <strong>de</strong> 0.7 mm, obt<strong>en</strong>i<strong>en</strong>do:<br />
El volum<strong>en</strong> <strong>de</strong>l exceso es:<br />
V<br />
V<br />
V<br />
exceso<br />
exceso<br />
exceso<br />
π<br />
4<br />
π<br />
4<br />
D<br />
1413,<br />
48<br />
2<br />
empleado<br />
430<br />
2<br />
mm<br />
427<br />
3<br />
D<br />
2<br />
2<br />
propuesto<br />
Conoci<strong>en</strong>do que <strong>el</strong> peso específico (γ ) 51 es <strong>la</strong> re<strong>la</strong>ción <strong>en</strong>tre su peso G y <strong>el</strong> volum<strong>en</strong><br />
específico, se ti<strong>en</strong>e:<br />
Aplicando los datos, <strong>de</strong> peso y volum<strong>en</strong> se obti<strong>en</strong>e<br />
51 Para <strong>el</strong> aluminio γ = 2,72 kg/dm 3 .<br />
0,<br />
7<br />
s<br />
184<br />
(26)<br />
G<br />
γ ; G γ V<br />
(27)<br />
V
3<br />
3 kg 1 dm<br />
G 1413,<br />
48mm<br />
2,<br />
72 3<br />
3<br />
dm ( 100mm)<br />
G<br />
3,<br />
844E<br />
3kg.<br />
Si se multiplica este valor por <strong>el</strong> número <strong>de</strong> discos que son empleados al año, obt<strong>en</strong>emos <strong>la</strong><br />
cantidad <strong>de</strong> materia prima que es posible ahorrar al e<strong>la</strong>borar este tipo <strong>de</strong> articulo.<br />
Pesoahorrado<br />
al año<br />
Pesoahorrado<br />
al año<br />
3,<br />
844E<br />
- 3<br />
104,<br />
35kg<br />
27144<br />
Al realizar <strong>el</strong> mismo procedimi<strong>en</strong>to <strong>para</strong> los tres <strong>el</strong>em<strong>en</strong>tos restantes <strong>de</strong> <strong>la</strong> muestra<br />
s<strong>el</strong>eccionada, se obti<strong>en</strong><strong>en</strong> los resultados registrados <strong>en</strong> <strong>la</strong> tab<strong>la</strong> 38:<br />
Tab<strong>la</strong> 38. Resultados obt<strong>en</strong>idos <strong>de</strong> <strong>la</strong> muestra.<br />
Cálculos Cal<strong>de</strong>ro<br />
D<strong>en</strong>ominación Unidad económico 24<br />
Ol<strong>la</strong><br />
económica<br />
20<br />
Ol<strong>la</strong><br />
ova<strong>la</strong>da 40<br />
185<br />
Ol<strong>la</strong><br />
económica<br />
32<br />
Diámetro disco, Dd mm 427,04 357,458 813,55 566,31<br />
Diámetro solicitado mm 427 358 814 567<br />
Exceso mm 3 2 6 3<br />
Volum<strong>en</strong> <strong>de</strong>l exceso, V mm 3 1413,48 676,69 7700,043 2143,194<br />
Peso <strong>de</strong>l exceso, G kg 3,844E-3 1,840E-3 0,0209 5,829E-3<br />
Peso ahorrado al año kg/año 104,35 71,93 268,48 60,67<br />
Al sumar los valores <strong>de</strong> los pesos ahorrados al año <strong>de</strong> <strong>la</strong> muestra, se ti<strong>en</strong>e que al año es<br />
posible ahorrar 505,43 kg.<br />
Con los resultados obt<strong>en</strong>idos es posible establecer que <strong>el</strong> <strong>proyecto</strong> es factible, ya que si<br />
bi<strong>en</strong> es cierto, <strong>la</strong> muestra es muy significativa <strong>de</strong>bido a que repres<strong>en</strong>ta 37900 kg<br />
equival<strong>en</strong>te a un 15 % <strong>de</strong>l consumo total <strong>de</strong>l año 2004, también es cierto que si esta
propuesta es implem<strong>en</strong>tada se podrá realizar <strong>la</strong> mejora a todo <strong>el</strong> universo <strong>de</strong> análisis y<br />
lograr ahorro <strong>en</strong> los costos por concepto <strong>de</strong> compra <strong>de</strong> discos <strong>de</strong> aluminio.<br />
Es importante <strong>el</strong> consi<strong>de</strong>rar que <strong>para</strong> un mismo pisón <strong>de</strong> chapa se emplean varios discos, y<br />
consi<strong>de</strong>rando, que <strong>el</strong> construir un pisón <strong>para</strong> cada disco resulta <strong>de</strong>masiado costoso, los<br />
investigadores p<strong>la</strong>ntean <strong>la</strong> sigui<strong>en</strong>te solución:<br />
Para <strong>el</strong> c<strong>en</strong>trado <strong>de</strong>l disco son necesarios tres puntos <strong>de</strong> apoyo, los mismos que <strong>de</strong>b<strong>en</strong> ser<br />
regu<strong>la</strong>bles <strong>para</strong> que un mismo pisón pueda ser empleado <strong>para</strong> e<strong>la</strong>borar varios artículos. La<br />
regu<strong>la</strong>ción <strong>de</strong>be ser rápida, s<strong>en</strong>cil<strong>la</strong> y efici<strong>en</strong>te, <strong>para</strong> lo cual se p<strong>la</strong>ntea e<strong>la</strong>borar un juego <strong>de</strong><br />
aran<strong>de</strong><strong>la</strong>s <strong>de</strong> regu<strong>la</strong>ción <strong>para</strong> cada pisón, según sea <strong>la</strong> necesidad y <strong>la</strong> variedad <strong>de</strong> artículos<br />
que con este sean e<strong>la</strong>borados. Cada juego llevará acuñada <strong>la</strong>s dim<strong>en</strong>siones <strong>de</strong>l diámetro<br />
<strong>de</strong>l disco correspondi<strong>en</strong>tes y su montaje será mediante tornillos <strong>de</strong> cabeza av<strong>el</strong><strong>la</strong>nada. El<br />
<strong>de</strong>talle <strong>de</strong> construcción <strong>de</strong> <strong>la</strong> propuesta p<strong>la</strong>nteada está <strong>en</strong> <strong>el</strong> p<strong>la</strong>no 4 <strong>de</strong>l Anexo 1.<br />
Gracias a esto es posible establecer un correcto c<strong>en</strong>trado y mejorar <strong>la</strong>s condiciones <strong>de</strong><br />
operación durante <strong>el</strong> embutido.<br />
3.2 SELECCIÓN DE LAS OPCIONES FACTIBLES A CORTO PLAZO<br />
De todo <strong>el</strong> análisis realizado <strong>en</strong> <strong>la</strong> empresa INDALUM S.A., se ha podido establecer<br />
algunos criterios bajo los cuales los investigadores p<strong>la</strong>ntean algunas alternativas que<br />
permitirán llevar un mejor control <strong>de</strong> <strong>la</strong> producción <strong>en</strong> cuanto a lo que al <strong>proceso</strong><br />
productivo actual se refiere. Estas alternativas p<strong>la</strong>ntean mejoras inmediatas ya que no son<br />
lo sufici<strong>en</strong>tem<strong>en</strong>te gran<strong>de</strong>s ni involucran inversión alguna, o <strong>en</strong> todo caso ésta es mínima.<br />
3.2.1 PROYECTO PARA EL CONTROL DE LA CANTIDAD DE MATERIA<br />
PRIMA<br />
Anteriorm<strong>en</strong>te se m<strong>en</strong>cionó que <strong>el</strong> espesor <strong>de</strong> <strong>la</strong> materia prima no es uniforme, ya que ti<strong>en</strong>e<br />
variaciones <strong>de</strong> décimas <strong>de</strong> milímetro, estas son <strong>de</strong>bidas a <strong>la</strong> calidad <strong>de</strong>l <strong>la</strong>minado, más<br />
específicam<strong>en</strong>te <strong>de</strong>l estado <strong>de</strong> <strong>la</strong>s <strong>la</strong>minadoras. Este inconv<strong>en</strong>i<strong>en</strong>te repercute <strong>en</strong> <strong>el</strong> peso <strong>de</strong><br />
<strong>la</strong> materia prima porque al no ser uniforme <strong>el</strong> espesor, un disco <strong>de</strong> un diámetro no va ha<br />
186
t<strong>en</strong>er <strong>el</strong> mismo peso a otro <strong>de</strong>l mismo diámetro, esta variación es directam<strong>en</strong>te<br />
proporcional al espesor y diámetro <strong>de</strong>l disco.<br />
3.2.1.1 Proceso actual <strong>de</strong> control<br />
La materia prima que es sacada <strong>de</strong> bo<strong>de</strong>ga se contro<strong>la</strong> so<strong>la</strong>m<strong>en</strong>te por peso, y se estima un<br />
número <strong>de</strong>terminado <strong>de</strong> discos que va ha t<strong>en</strong>er <strong>de</strong> acuerdo a una re<strong>la</strong>ción (dim<strong>en</strong>siones <strong>de</strong>l<br />
disco y peso específico estándar), esto quiere <strong>de</strong>cir que no se toma <strong>en</strong> cu<strong>en</strong>ta <strong>la</strong>s unida<strong>de</strong>s<br />
reales cont<strong>en</strong>idas <strong>en</strong> ese peso, <strong>en</strong>tonces algunas veces va ir más discos y lo que es peor <strong>en</strong><br />
otras va ir m<strong>en</strong>os.<br />
Al final <strong>de</strong>l <strong>proceso</strong> se cu<strong>en</strong>ta <strong>el</strong> número <strong>de</strong> artículos producidos, se suma más <strong>el</strong> número<br />
<strong>de</strong> artículos dañados y se multiplica por un peso estándar <strong>de</strong>l respectivo producto,<br />
obt<strong>en</strong>i<strong>en</strong>do <strong>de</strong> esta manera <strong>la</strong> cantidad <strong>en</strong> kg <strong>de</strong> materia prima e<strong>la</strong>borada. A este valor se<br />
suma <strong>el</strong> peso <strong>de</strong> <strong>la</strong> limal<strong>la</strong> <strong>para</strong> recic<strong>la</strong>r, dando como resultado <strong>el</strong> peso total <strong>de</strong> materia<br />
prima transformada luego <strong>de</strong> todos los <strong>proceso</strong>s. Muchas veces, este peso es inferior al<br />
peso <strong>de</strong> materia prima que salió <strong>de</strong> bo<strong>de</strong>ga, y este faltante se le atribuye a <strong>la</strong> no<br />
uniformidad <strong>de</strong>l espesor <strong>de</strong> discos y a<strong>de</strong>más al peso específico <strong>de</strong> <strong>la</strong> materia prima<br />
(aluminio).<br />
3.2.1.2 Propuesta<br />
Con <strong>el</strong> fin <strong>de</strong> <strong>el</strong>iminar estas difer<strong>en</strong>cias <strong>en</strong> los ba<strong>la</strong>nces <strong>de</strong> materia, hecho que se presta<br />
<strong>para</strong> ma<strong>la</strong>s interpretaciones, se propone un verificación <strong>de</strong> <strong>la</strong> materia prima, <strong>de</strong>s<strong>de</strong> <strong>el</strong><br />
mom<strong>en</strong>to que esta ingresa a <strong>la</strong> bo<strong>de</strong>ga hasta que los productos son emba<strong>la</strong>dos y<br />
almac<strong>en</strong>ados. Esta verificación consiste <strong>en</strong> <strong>la</strong> toma <strong>de</strong> una muestra al azar periódicam<strong>en</strong>te,<br />
a fin <strong>de</strong> comprobar los parámetros estándar que son: espesor, diámetro y pesó específico.<br />
Para esto se p<strong>la</strong>ntea llevar un registro según <strong>el</strong> formato 1.<br />
En <strong>la</strong> propuesta que se p<strong>la</strong>ntea se consi<strong>de</strong>ran los sigui<strong>en</strong>tes aspectos:<br />
Medida <strong>de</strong> Diámetro y espesor <strong>de</strong> <strong>la</strong> muestra s<strong>el</strong>eccionada.<br />
Pesaje <strong>de</strong> los discos <strong>en</strong> <strong>el</strong> mom<strong>en</strong>to que ingresan a <strong>la</strong> bo<strong>de</strong>ga y cuando están<br />
transformados <strong>en</strong> productos terminados.<br />
187
Control <strong>de</strong> <strong>la</strong> producción empleando <strong>el</strong> formato 2 p<strong>la</strong>nteado, <strong>el</strong> mismo que <strong>de</strong>be ser<br />
ll<strong>en</strong>ados por los operarios al iniciar y al finalizar <strong>la</strong> jornada <strong>de</strong> trabajo. Este<br />
contemp<strong>la</strong>rá: condiciones <strong>en</strong> <strong>la</strong>s que arranca <strong>la</strong> jornada, condiciones <strong>en</strong> <strong>la</strong>s que<br />
termina, con datos <strong>de</strong> número <strong>de</strong> discos utilizados y restantes, productos realizados,<br />
productos dañados (chatarra).<br />
188
Formato1. Muestreo <strong>de</strong> discos.<br />
DESIGNACIÓN DEL DISCO: PROVEEDOR:<br />
FECHA: LOTE:<br />
PERÍODO DE MEDICIÓN: HOJA N°:<br />
Ítem 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15<br />
DENOMINACIÓN<br />
ITEM<br />
1<br />
2<br />
3<br />
4<br />
5<br />
6<br />
7<br />
8<br />
9<br />
10<br />
11<br />
12<br />
13<br />
14<br />
15<br />
16<br />
17<br />
18<br />
19<br />
20<br />
PROMEDIO<br />
VALOR ESTANDAR<br />
TOLERANCIA<br />
ERROR<br />
OBSERVACIONES:<br />
Diámetro disco D Espesor s<br />
189<br />
Peso <strong>en</strong> gramos por<br />
unida<br />
________________________________________________________________________________<br />
Firma <strong>de</strong>l Responsable:<br />
______________________________
Formato2. Control <strong>de</strong> producción diario<br />
OPERARIO: PROCESO:<br />
FECHA: AREA:<br />
HORA DE INICIO: MÁQUINA:<br />
HORA DE FINALIZACIÓN: ARTICULO QUE REALIZA:<br />
ESTADO AL INICIO DE LA JORNADA<br />
OBSERVACIONES:<br />
MATERIA PRIMA EN BRUTO:<br />
MATERIA PRIMA EN PROCESO:<br />
ESTADO AL FINAL DE LA JORNADA<br />
PRODUCTOS TERMINADOS<br />
PRODUCTOS DAÑADOS<br />
MATERIA PRIMA EN BRUTO RESTANTE<br />
MATERIA PRIMA EN PROCESO RESTANTE<br />
CANTIDAD DE LIMALLA PRODUCIDA kg.<br />
________________________________________________________________________________<br />
190