Leer artÃculo - Consultores en Conformado y Procesos de ...
Leer artÃculo - Consultores en Conformado y Procesos de ...
Leer artÃculo - Consultores en Conformado y Procesos de ...

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
un refinami<strong>en</strong>to local <strong>de</strong> la malla durante la simulación. La<br />
forma final <strong>de</strong>l <strong>en</strong>grane se muestra <strong>en</strong> la Fig.7a.<br />
Después <strong>de</strong>l conformado la geometría fue modificada <strong>en</strong> un<br />
sistema <strong>de</strong> CAD para simular la remoción <strong>de</strong> la rebaba y para<br />
taladrar el agujero c<strong>en</strong>tral <strong>de</strong>l <strong>en</strong>grane.<br />
a)<br />
6. Aplicaciones <strong>en</strong> <strong>Conformado</strong> <strong>de</strong> Lámina<br />
En el diseño <strong>de</strong> procesos <strong>de</strong> conformado <strong>de</strong> lámina y <strong>de</strong> sus<br />
respectivos troqueles se usan los mismos pasos que <strong>en</strong> el<br />
conformado masivo, Fig. 2. Sin embargo, <strong>en</strong> el conformado <strong>de</strong><br />
lámina a m<strong>en</strong>udo es necesario conducir la validación <strong>de</strong>l<br />
proceso mediante el análisis <strong>de</strong> “un paso” (One Step). Esto se<br />
hace antes <strong>de</strong>l diseño <strong>de</strong>l proceso y <strong>de</strong>l troquel. Este paso le<br />
permite al diseñador <strong>de</strong> troqueles estimar la facilidad <strong>de</strong><br />
conformado <strong>de</strong>l diseño y hacer los cambios necesarios<br />
(Konieczny, et al., 1996]. La simulación <strong>de</strong> procesos <strong>de</strong><br />
estampado es ampliam<strong>en</strong>te aceptada por la industria automotriz<br />
y sus proveedores [Thomas y Altan, 1998].<br />
6.1. Diseño <strong>de</strong> Proceso y Troquel para Estampado <strong>de</strong>l<br />
Panel Interior <strong>de</strong> la Puerta <strong>de</strong> un Excavador<br />
Un panel <strong>de</strong> producción con problemas pot<strong>en</strong>ciales fue<br />
seleccionado por Komatsu y el C<strong>en</strong>tro <strong>de</strong> Investigación <strong>en</strong><br />
Ing<strong>en</strong>iería para la Manufactura <strong>de</strong> Formas Netas (ERC/NSM por<br />
sus siglas <strong>en</strong> inglés) <strong>de</strong> la Universidad Estatal <strong>de</strong> Ohio. Esta<br />
geometría fue simplificada <strong>en</strong> un troquel experim<strong>en</strong>tal,<br />
mant<strong>en</strong>i<strong>en</strong>do las principales características <strong>de</strong>l panel. Se<br />
condujeron una serie <strong>de</strong> experim<strong>en</strong>tos <strong>en</strong> Komatsu. Tres<br />
fuerzas <strong>de</strong> pr<strong>en</strong>sachapas fueron utilizadas (100, 300, y 500 kN).<br />
Simulaciones para cada condición experim<strong>en</strong>tal fueron<br />
conducidas <strong>en</strong> el ERC/NSM usando el programa PAM-<br />
STAMP<br />
b)<br />
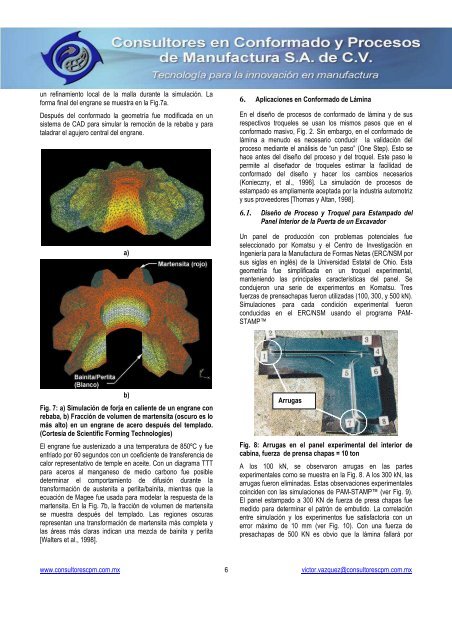
Fig. 7: a) Simulación <strong>de</strong> forja <strong>en</strong> cali<strong>en</strong>te <strong>de</strong> un <strong>en</strong>grane con<br />
rebaba, b) Fracción <strong>de</strong> volum<strong>en</strong> <strong>de</strong> mart<strong>en</strong>sita (oscuro es lo<br />
más alto) <strong>en</strong> un <strong>en</strong>grane <strong>de</strong> acero <strong>de</strong>spués <strong>de</strong>l templado.<br />
(Cortesía <strong>de</strong> Sci<strong>en</strong>tific Forming Technologies)<br />
El <strong>en</strong>grane fue aust<strong>en</strong>izado a una temperatura <strong>de</strong> 850ºC y fue<br />
<strong>en</strong>friado por 60 segundos con un coefici<strong>en</strong>te <strong>de</strong> transfer<strong>en</strong>cia <strong>de</strong><br />
calor repres<strong>en</strong>tativo <strong>de</strong> temple <strong>en</strong> aceite. Con un diagrama TTT<br />
para aceros al manganeso <strong>de</strong> medio carbono fue posible<br />
<strong>de</strong>terminar el comportami<strong>en</strong>to <strong>de</strong> difusión durante la<br />
transformación <strong>de</strong> aust<strong>en</strong>ita a perlita/bainita, mi<strong>en</strong>tras que la<br />
ecuación <strong>de</strong> Magee fue usada para mo<strong>de</strong>lar la respuesta <strong>de</strong> la<br />
mart<strong>en</strong>sita. En la Fig. 7b, la fracción <strong>de</strong> volum<strong>en</strong> <strong>de</strong> mart<strong>en</strong>sita<br />
se muestra <strong>de</strong>spués <strong>de</strong>l templado. Las regiones oscuras<br />
repres<strong>en</strong>tan una transformación <strong>de</strong> mart<strong>en</strong>sita más completa y<br />
las áreas más claras indican una mezcla <strong>de</strong> bainita y perlita<br />
[Walters et al., 1998].<br />
Arrugas<br />
Fig. 8: Arrugas <strong>en</strong> el panel experim<strong>en</strong>tal <strong>de</strong>l interior <strong>de</strong><br />
cabina, fuerza <strong>de</strong> pr<strong>en</strong>sa chapas = 10 ton<br />
A los 100 kN, se observaron arrugas <strong>en</strong> las partes<br />
experim<strong>en</strong>tales como se muestra <strong>en</strong> la Fig. 8. A los 300 kN, las<br />
arrugas fueron eliminadas. Estas observaciones experim<strong>en</strong>tales<br />
coincid<strong>en</strong> con las simulaciones <strong>de</strong> PAM-STAMP (ver Fig. 9).<br />
El panel estampado a 300 KN <strong>de</strong> fuerza <strong>de</strong> presa chapas fue<br />
medido para <strong>de</strong>terminar el patrón <strong>de</strong> embutido. La correlación<br />
<strong>en</strong>tre simulación y los experim<strong>en</strong>tos fue satisfactoria con un<br />
error máximo <strong>de</strong> 10 mm (ver Fig. 10). Con una fuerza <strong>de</strong><br />
presachapas <strong>de</strong> 500 KN es obvio que la lámina fallará por<br />
www.consultorescpm.com.mx<br />
6<br />
victor.vazquez@consultorescpm.com.mx