HARTNER - Condiciones de trabajo
HARTNER - Condiciones de trabajo
HARTNER - Condiciones de trabajo

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
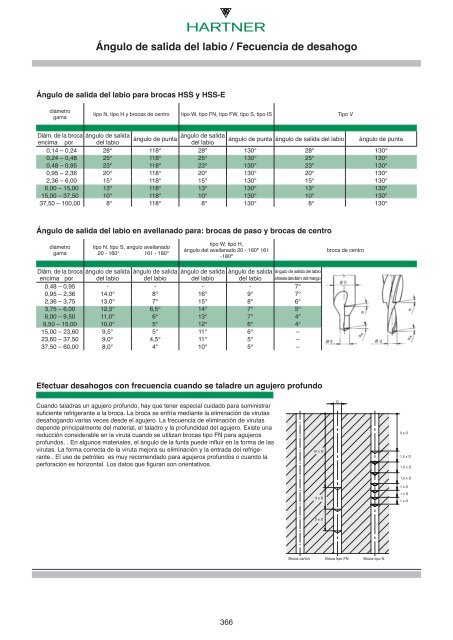
Ángulo <strong>de</strong> salida <strong>de</strong>l labio / Fecuencia <strong>de</strong> <strong>de</strong>sahogo<br />
Ángulo <strong>de</strong> salida <strong>de</strong>l labio para brocas HSS y HSS-E<br />
diámetro<br />
gama<br />
tipo N, tipo H y brocas <strong>de</strong> centro tipo W, tipo FN, tipo FW, tipo S, tipo IS Tipo V<br />
Diám. <strong>de</strong> la broca ángulo <strong>de</strong> salida<br />
ángulo <strong>de</strong> salida<br />
ángulo <strong>de</strong> punta ángulo <strong>de</strong> punta ángulo <strong>de</strong> salida <strong>de</strong>l labio<br />
encima por <strong>de</strong>l labio<br />
<strong>de</strong>l labio<br />
ángulo <strong>de</strong> punta<br />
0,14 – 0,24 28° 118° 28° 130° 28° 130°<br />
0,24 – 0,48 25° 118° 25° 130° 25° 130°<br />
0,48 – 0,95 23° 118° 23° 130° 23° 130°<br />
0,95 – 2,36 20° 118° 20° 130° 20° 130°<br />
2,36 – 6,00 15° 118° 15° 130° 15° 130°<br />
6,00 – 15,00 13° 118° 13° 130° 13° 130°<br />
15,00 – 37,50 10° 118° 10° 130° 10° 130°<br />
37,50 – 100,00 8° 118° 8° 130° 8° 130°<br />
Ángulo <strong>de</strong> salida <strong>de</strong>l labio en avellanado para: brocas <strong>de</strong> paso y brocas <strong>de</strong> centro<br />
diámetro<br />
gama<br />
tipo N, tipo S, angulo avellanado<br />
20 - 160° 161 - 180°<br />
tipo W, tipo H,<br />
ángulo <strong>de</strong>l avellanado 20 - 160º 161<br />
-180º<br />
broca <strong>de</strong> centro<br />
Diám. <strong>de</strong> la broca ángulo <strong>de</strong> salida ángulo <strong>de</strong> salida ángulo <strong>de</strong> salida ángulo <strong>de</strong> salida ángulo <strong>de</strong> salida <strong>de</strong>l labio<br />
encima por <strong>de</strong>l labio <strong>de</strong>l labio <strong>de</strong>l labio <strong>de</strong>l labio a través <strong>de</strong>l diám. <strong>de</strong>l mango<br />
0,48 – 0,95 - - - - 7°<br />
0,95 – 2,36 14,0° 8° 16° 9° 7°<br />
2,36 – 3,75 13,0° 7° 15° 8° 6°<br />
3,75 – 6,00 12,5° 6,5° 14° 7° 5°<br />
6,00 – 9,50 11,0° 6° 13° 7° 4°<br />
9,50 – 15,00 10,0° 5° 12° 6° 4°<br />
15,00 – 23,60 9,5° 5° 11° 6° –<br />
23,60 – 37,50 9,0° 4,5° 11° 5° –<br />
37,50 – 60,00 8,0° 4° 10° 5° –<br />
Efectuar <strong>de</strong>sahogos con frecuencia cuando se taladre un agujero profundo<br />
Cuando taladras un agujero profundo, hay que tener especial cuidado para suministrar<br />
suficiente refrigerante a la broca. La broca se enfría mediante la eliminación <strong>de</strong> virutas<br />
<strong>de</strong>sahogando varias veces <strong>de</strong>s<strong>de</strong> el agujero. La frecuencia <strong>de</strong> eliminación <strong>de</strong> virutas<br />
<strong>de</strong>pen<strong>de</strong> principalmente <strong>de</strong>l material, el taladro y la profundidad <strong>de</strong>l agujero. Existe una<br />
reducción consi<strong>de</strong>rable en la viruta cuando se utilizan brocas tipo FN para agujeros<br />
profundos. . En algunos materiales, el ángulo <strong>de</strong> la funta pue<strong>de</strong> influir en la forma <strong>de</strong> las<br />
virutas. La forma correcta <strong>de</strong> la viruta mejora su eliminación y la entrada <strong>de</strong>l refrigerante..<br />
El uso <strong>de</strong> petróleo es muy recomendado para agujeros profundos o cuando la<br />
perforación es horizontal. Los datos que figuran son orientativos.<br />
10 x D<br />
D<br />
5 x D<br />
1,5 x D<br />
1,5 x D<br />
1,5 x D<br />
1 x D<br />
3 x D<br />
1 x D<br />
1 x D<br />
3 x D<br />
Broca cañón Broca tipo FN Broca tipo N<br />
366