SPA Wrapid Sleeve IG.cdr - Canusa-CPS
SPA Wrapid Sleeve IG.cdr - Canusa-CPS
SPA Wrapid Sleeve IG.cdr - Canusa-CPS

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
SOLVENTE<br />
SOLVENT<br />
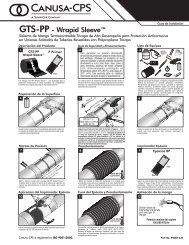
<strong>Wrapid</strong> <strong>Sleeve</strong><br />
Manga para Protección de Una Pieza con Cierre Soldado<br />
1<br />
Almacenamiento y Guía<br />
de Seguridad<br />
2<br />
Para asegurar un funcionamiento máximo,<br />
almacene los productos <strong>Canusa</strong> en una área seca y<br />
ventilada. Mantenga los productos en los cartones<br />
originales y sellados, evitando exponerlos<br />
directamente a la luz solar, lluvia, nieve, polvo u<br />
otros elementos adversos del medioambiente.<br />
Evite almacenamiento prolongado en<br />
temperaturas sobre 35ºC (95ºF) o mas bajas de -<br />
20ºC (-4ºF). Este producto debe de instalarse<br />
observando las leyes de salud y seguridad local.<br />
Lista del Equipo<br />
3<br />
Guía de Instalación<br />
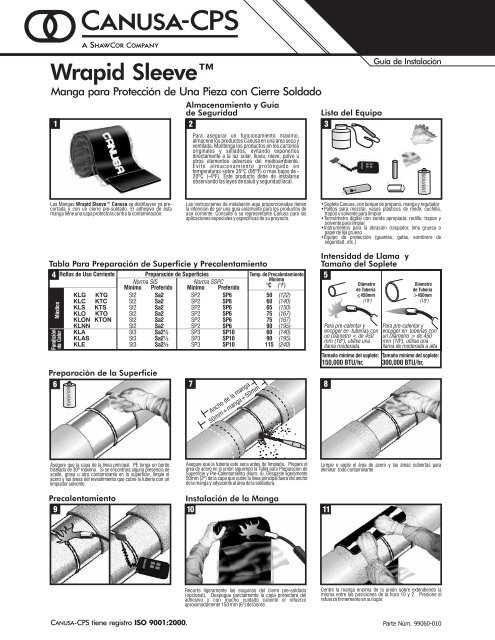
Las Mangas <strong>Wrapid</strong> <strong>Sleeve</strong> <strong>Canusa</strong> se distribuyen ya precortada<br />
y con un cierre pre-soldado. El adhesivo de esta<br />
manga tiene una capa protectora contra la contaminación.<br />
Las instrucciones de instalación aquí proporcionadas tienen<br />
la intención de ser una guía solamente para los productos de<br />
uso corriente. Consulte a su representante <strong>Canusa</strong> para las<br />
aplicaciones especiales y específicas de su proyecto.<br />
•Soplete <strong>Canusa</strong>, con tanque de propano, manga y regulador<br />
•Palitos para mezclar, vasos plásticos de medir, cuchilla,<br />
trapos y solvente para limpiar<br />
•Termómetro digital con sonda apropiada, rodillo, trapos y<br />
solvente para limpiar<br />
•Instrumentos para la abrasión (raspador, lima gruesa o<br />
papel de lija grueso<br />
•Equipo de protección (guantes, gafas, sombrero de<br />
seguridad , etc.)<br />
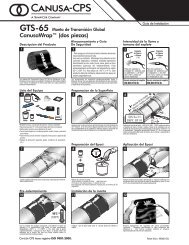
Tabla Para Preparación de Superficie y Precalentamiento<br />
4 Rollos de Uso Corriente<br />
Preparación de Superficies<br />
Mástico<br />
Fundición<br />
de Calor<br />
KLG KTG<br />
KLC KTC<br />
KLS KTS<br />
KLO KTO<br />
KLON KTON<br />
KLNN<br />
KLA<br />
KLAS<br />
KLE<br />
Preparación de la Superficie<br />
6<br />
Norma SIS<br />
Norma SSPC<br />
Mínimo Preferido Mínimo Preferido<br />
St2 Sa2 SP2 SP6<br />
St2 Sa2 SP2 SP6<br />
St2 Sa2 SP2 SP6<br />
St2 Sa2 SP2 SP6<br />
St2 Sa2 SP2 SP6<br />
St2 Sa2 SP2 SP6<br />
St3 Sa2½ SP3 SP10<br />
St3 Sa2½ SP3 SP10<br />
St3 Sa2½ SP3 SP10<br />
7<br />
Anchodela manga<br />
50mm+manga+50mm<br />
Temp. de Precalentamiento<br />
Mínimo<br />
°C (°F)<br />
50<br />
60<br />
65<br />
75<br />
75<br />
90<br />
60<br />
90<br />
115<br />
(122)<br />
(140)<br />
(150)<br />
(167)<br />
(167)<br />
(195)<br />
(140)<br />
(195)<br />
(240)<br />
Intensidad de Llama y<br />
Tamaño del Soplete<br />
5<br />
8<br />
Diámetro<br />
de Tubería<br />
450mm<br />
(18")<br />
Para pre-calentar y<br />
encoger en tuberías con<br />
un Diámetro > de 450<br />
mm (18"), utilise una<br />
llama de moderada a alta<br />
.<br />
Tamaño mínimo del soplete:<br />
300,000 BTU/hr.<br />
Asegure que la capa de la línea principal PE tenga un borde<br />
biselado de 30º máximo. Si se encontrara alguna presencia de<br />
aceite, grasa u otro contaminante en la superficie, limpie el<br />
acero y las áreas del revestimiento que cubre la tubería con un<br />
limpiador solvente.<br />
Precalentamiento<br />
9<br />
Asegure que la tubería esté seca antes de limpiarla. Prepare el<br />
área de acero en la unión siguiendo la Tabla para Preparacion de<br />
Superficie y Pre-Calentamiento (Num. 4). Desgaste ligeramente<br />
50mm (2") de la capa que cubre la línea principal fuera del ancho<br />
de la manga y adyacente al área de la soldadura.<br />
Instalación de la Manga<br />
10<br />
Limpie o sople el área de acero y las áreas cubiertas para<br />
eliminar todo contaminante<br />
11<br />
Recorte ligeramente las esquinas del cierre pre-soldado<br />
(opcional). Despegue parcialmente la capa protectora del<br />
adhesivo y con mucho cuidado caliente el refuerzo<br />
aproximadamente 150 mm (6") del borde.<br />
Centre la manga encima de la unión sobre extendiendo la<br />
misma entre las posiciones de la hora 10 y 2. Presione el<br />
refuerzo firmemente en su lugar.<br />
CANUSA-<strong>CPS</strong> tiene registro ISO 9001:2000.<br />
Parte Núm. 99060-010
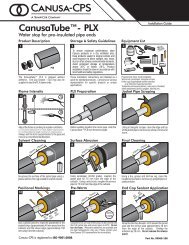
Instalación de la Manga<br />
12<br />
13<br />
14<br />
<strong>Wrapid</strong> <strong>Sleeve</strong><br />
1<br />
2<br />
Despegue el resto de la capa protectora del adhesivo y la cinta<br />
que está debajo del cierre pre-soldado.<br />
Envuelva la manga alrededor de la tubería flojamente,<br />
asegurando tener el sobrepuesto apropiado. Con mucho<br />
cuidado caliente la parte de atras del refuerzo y el lado del cierre<br />
que tiene el adhesivo.<br />
Presione el cierre en su lugar firmemente<br />
14A<br />
C<br />
E<br />
15<br />
B<br />
D<br />
F<br />
Diámetro de Tuberia<br />