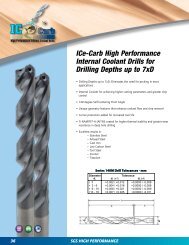
6 www.sgstool.com 60 Cutting Conditions Condiciones de corte Conditions de coupe 101M & 108M Carbide Drills 101M & 108M Brocas de metal duro 101M & 108M Forets carbure monobloc Parâmetros de corte Condizioni di taglio Schnittwerte 101M & 108M Brocas em carboneto de tungsténio 101M & 108M Punte in micrograna 101M & 108M Vollhartmetallbohrer material speed feed (mm / rev) material description in m / min Ø 1-3 Ø >3-6 Ø >6-9 Ø >9-12 Ø >12-20 number Structural Steel / Aceros de construcción / Acier à construction / Aço Estrutural / Profilato di acciaio / Baustahl < 500 N/mm 2 95 0,05 - 0,08 0,085 - 0,1 0,1 - 0,15 0,15 - 0,2 0,2 - 0,25 1.0037 St 37-2 < 650 N/mm 2 85 0,05 - 0,08 0,085 - 0,1 0,1 - 0,15 0,15 - 0,2 0,2 - 0,25 1.0050 St 50-2 < 850 N/mm 2 75 0,03 - 0,05 0,05 - 0,085 0,085 - 0,12 0,1 - 0,18 0,15 - 0,2 1.0070 St 70-2 Case Hardening Steel / Aceros de cementación y temple / Aciers à cémentation / Aço cementado / Acciaio da cementazione / Einsatzstahl < 800 N/mm 2 80 0,05 - 0,08 0,085 - 0,1 0,1 - 0,15 0,15 - 0,2 0,2 - 0,25 1.0301 C 10 < 1000 N/mm 2 75 0,03 - 0,05 0,05 - 0,085 0,085 - 0,12 0,1 - 0,18 0,15 - 0,2 1.7012 13 Cr 2 Nitriding Steel / Aceros de nitruración / Aciers à nitruration / Aço nitrurado / Acciaio nitrurato / Nitrierstahl < 1000 N/mm 2 75 0,03 - 0,05 0,05 - 0,085 0,085 - 0,12 0,1 - 0,18 0,15 - 0,2 1.8509 41 CrAlMo 7 < 1300 N/mm 2 65 0,03 - 0,05 0,05 - 0,085 0,085 - 0,12 0,1 - 0,18 0,15 - 0,2 1.8519 31 CrMoV 9 Heat Treatable Steel / Aceros de temple / Acier trempé / Acier trempé / Aço tratado a quente / Acciaio trattato termicamente / Kohlenstoffstahl < 700 N/mm 2 90 0,05 - 0,08 0,085 - 0,1 0,1 - 0,15 0,15 - 0,2 0,2 - 0,25 1.0406 C 25 < 900 N/mm 2 80 0,05 - 0,08 0,085 - 0,1 0,1 - 0,15 0,15 - 0,2 0,2 - 0,25 1.0540 C 50 < 1200 N/mm 2 65 0,01 - 0,02 0,025 - 0,06 0,06 - 0,09 0,085 - 0,13 0,1 - 0,15 1.5122 37 MnSi 4 < 1400 N/mm 2 50 0,01 - 0,02 0,025 - 0,06 0,06 - 0,09 0,085 - 0,13 0,1 - 0,15 1.6582 34 CrNiMo 6 <strong>Tool</strong> Steel / Aceros de herramientas / Acier à outils / Aço ferramenta / Acciaio per utensili / Werkzeugstahl < 800 N/mm 2 50 0,01 - 0,03 0,02 - 0,06 0,05 - 0,08 0,075 - 0,1 0,08 - 0,12 < 1000 N/mm 2 40 0,01 - 0,03 0,02 - 0,06 0,05 - 0,08 0,075 - 0,1 0,08 - 0,12 < 1200 N/mm 2 35 0,01 - 0,02 0,015 - 0,04 0,035 - 0,055 0,045 - 0,08 0,075 - 0,1 < 1400 N/mm 2 30 0,01 - 0,02 0,015 - 0,04 0,035 - 0,055 0,045 - 0,08 0,075 - 0,1 > 1400 N/mm 2 25 0,01 - 0,02 0,015 - 0,04 0,035 - 0,055 0,045 - 0,08 0,075 - 0,1 Stainless Steel / Acero Inoxidable / Acier inoxydable / Aço inox / Acciaio inossidabile / Rostfreier Stahl < 700 N/mm 2 50 0,015 - 0,03 0,025 - 0,06 0,05 - 0,1 0,075 - 0,13 0,1 - 0,17 1.4301 X 5 CrNi 18 10 < 850 N/mm 2 30 0,01 - 0,02 0,015 - 0,04 0,035 - 0,055 0,045 - 0,08 0,075 - 0,1 1.4006 X 10 Cr 13 < 950 N/mm 2 25 0,01 - 0,02 0,015 - 0,04 0,035 - 0,055 0,045 - 0,08 0,075 - 0,1 1.4122 X 35 CrMo 17 Cast Steel / Aceros de fundición blanda / Fonte tendre / Fundição de aço - maleável / Acciaio fuso / Stahlguß - weich < 500 N/mm 2 75 0,02 - 0,06 0,05 - 0,09 0,07 - 0,12 0,09 - 0,15 0,1 - 0,18 1.0446 GS-38 < 650 N/mm 2 60 0,02 - 0,06 0,05 - 0,09 0,07 - 0,12 0,09 - 0,15 0,1 - 0,18 1.0553 GS-60 > 650 N/mm 2 40 0,02 - 0,06 0,05 - 0,09 0,07 - 0,12 0,09 - 0,15 0,1 - 0,18 1.0554 GS-70 Cast Steel – Hard / Aceros de fundición dura / Fonte dure / Fundição de aço - dura / Acciaio fuso – duro / Stahlguß - hart 40 0,01 - 0,03 0,02 - 0,06 0,05 - 0,08 0,06 - 0,09 0,07 - 0,1 High Temp. Alloys / Aceros resistentes a altas temp. / Alliage à haute temp. / Ligas de alta temp. / Leghe resistenti al calore / Hochwarmfester Stahl < 700 N/mm 2 35 0,01 - 0,03 0,02 - 0,05 0,04 - 0,055 0,05 - 0,075 0,06 - 0,1 2.4816 NiCr 15 Fe < 900 N/mm 2 23 0,01 - 0,03 0,02 - 0,05 0,04 - 0,055 0,05 - 0,075 0,06 - 0,1 1.4921 X 20 CrMoV 12 1 < 1100 N/mm 2 20 0,01 - 0,03 0,02 - 0,05 0,04 - 0,055 0,05 - 0,075 0,06 - 0,1 1.4911 X 8 CrCoNiMo 10 6 < 1250 N/mm 2 18 0,01 - 0,02 0,015 - 0,04 0,035 - 0,045 0,04 - 0,06 0,05 - 0,08 1.4980 X 5 NiCrTi 26 15 < 1400 N/mm 2 15 0,008 - 0,01 0,01 - 0,03 0,025 - 0,035 0,03 - 0,04 0,035 - 0,05 2.4973 NiCr 19 CoMo > 1400 N/mm 2 10 0,008 - 0,01 0,01 - 0,03 0,025 - 0,035 0,03 - 0,04 0,035 - 0,05 2.4969 NiCr 20 Co 18 Ti Titanium Alloys / Aleaciones de titanio / Alliage de titane / Ligas de titânio / Leghe di titanio / Titanlegierungen < 550 N/mm 2 40 0,01 - 0,03 0,02 - 0,05 0,04 - 0,055 0,05 - 0,075 0,06 - 0,1 < 950 N/mm 2 30 0,01 - 0,025 0,015 - 0,04 0,035 - 0,045 0,04 - 0,06 0,05 - 0,08 > 1200 N/mm 2 20 0,01 - 0,025 0,015 - 0,04 0,035 - 0,045 0,04 - 0,06 0,05 - 0,08 Malleable Cast Iron / Fundición maleable / Fonte aciérée malléable / Fundição maleável / Ghisa malleabile / Temperguß < 200 HB 80 0,03 - 0,06 0,04 - 0,1 0,08 - 0,15 0,09 - 0,17 0,12 - 0,23 > 200 HB 60 0,03 - 0,06 0,04 - 0,1 0,08 - 0,15 0,09 - 0,17 0,12 - 0,23 Gray Cast Iron / Fundición gris / Fonte aciérée grise / Fundição cinzenta / Ghisa grigia / Grauguß < 200 HB 100 0,03 - 0,06 0,04 - 0,1 0,08 - 0,15 0,09 - 0,17 0,12 - 0,23 > 200 HB 80 0,03 - 0,06 0,04 - 0,1 0,08 - 0,15 0,09 - 0,17 0,12 - 0,23 Copper / Cobre / Cuivre / Cobre / Rame / Kupfer < 500 N/mm 2 80 0,015 - 0,03 0,025 - 0,06 0,05 - 0,08 0,075 - 0,09 0,08 - 0,12 Copper Alloys – Brittle / Aleación de cobre fragil / Alliage de cuivre - mou / Ligas de cobre - friáveis / Leghe di rame – fragile alla rottura / Kupferlegierungen - spröde 110 0,015 - 0,03 0,025 - 0,06 0,05 - 0,08 0,075 - 0,09 0,08 - 0,12 Aluminum – Low Silicon / Aluminio - bajo contenido de silicio / Aluminium – faible teneur en silice / Alumínio – baixo teor de sílica / Alluminio con bassa percentuale di silicio / Aluminium – geringer Silicongehalt 180 0,03 - 0,05 0,05 - 0,125 0,1 - 0,18 0,15 - 0,2 0,17 - 0,3 Aluminum – High Silicon / Aluminio – alto contenido de silicioa / Aluminium à forte teneur de silice / Alumínio – alto teor de sílica / Alluminio con alta percentuale di silicio / Aluminium – hoher Silicongehalt 110 0,03 - 0,05 0,05 - 0,125 0,1 - 0,18 0,15 - 0,2 0,17 - 0,3 Magnesium Alloys / Aleaciones de magnesio / Alliage de magnésium / Ligas de magnésio / Leghe di magnesio / Magnesiumlegierungen 160 0,03 - 0,06 0,04 - 0,1 0,08 - 0,15 0,09 - 0,17 0,12 - 0,23 Zinc Alloys / Aleaciones de zinc / Alliage de zinc / Ligas de zinco / Leghe di zinco / Zinklegierungen 120 0,03 - 0,05 0,05 - 0,085 0,085 - 0,12 0,1 - 0,18 0,15 - 0,2 Plastic / Plásticos / Matières Synthétiques / Plástico / Plastica / Kunststoff / 120 0,03 - 0,06 0,04 - 0,1 0,08 - 0,15 0,09 - 0,17 0,12 - 0,23 Fiber Plastic / Fibra de plástico / Fibre de plastique/ Fibras de plástico/ Fibra di plastica / Glasfaserverstärkter Kunststoff 100 0,01 - 0,02 0,015 - 0,04 0,035 - 0,055 0,045 - 0,08 0,075 - 0,1
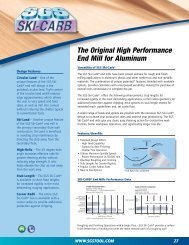
Cutting Conditions Condiciones de corte Conditions de coupe 103M Carbide Drills 103M Brocas de metal duro 103M Forets carbure monobloc, micrograin Parâmetros de corte Condizioni di taglio Schnittwerte 103M Brocas em carboneto de tungsténio 103M Punte in micrograna 103M Vollhartmetallbohrer material speed feed (mm / rev) material description in m / min Ø ≤3 Ø >3-6 Ø >6-9,5 Ø >9,5-12 Ø >12-20 number Heat Treatable Steel / Aceros de temple / Acier trempé / Aço tratado a quente / Acciaio trattato termicamente / Kohlenstoffstahl < 700 N/mm 2 90 0,085 - 0,1 0,1 - 0,15 0,15 - 0,2 0,2 - 0,25 0,25 - 0,3 1.0406 C 25 < 900 N/mm 2 80 0,085 - 0,1 0,1 - 0,15 0,15 - 0,2 0,2 - 0,25 0,25 - 0,3 1.0540 C 50 < 1200 N/mm 2 65 0,025 - 0,06 0,06 - 0,09 0,085 - 0,13 0,1 - 0,15 0,12 - 0,15 1.5122 37 MnSi 4 < 1400 N/mm 2 50 0,025 - 0,06 0,06 - 0,09 0,085 - 0,13 0,1 - 0,15 0,12 - 0,15 1.6582 34 CrNiMo 6 <strong>Tool</strong> Steel / Aceros de herramientas / Acier à outil / Aço Ferramenta / Acciaio per utensili / Werkzeugstahl < 800 N/mm 2 50 0,02 - 0,06 0,05 - 0,08 0,075 - 0,1 0,08 - 0,12 0,11 - 0,14 < 1000 N/mm 2 40 0,02 - 0,06 0,05 - 0,08 0,075 - 0,1 0,08 - 0,12 0,11 - 0,14 < 1200 N/mm 2 35 0,015 - 0,04 0,035 - 0,055 0,045 - 0,08 0,075 - 0,1 0,1 - 0,13 < 1400 N/mm 2 30 0,015 - 0,04 0,035 - 0,055 0,045 - 0,08 0,075 - 0,1 0,1 - 0,13 > 1400 N/mm 2 25 0,015 - 0,04 0,035 - 0,055 0,045 - 0,08 0,075 - 0,1 0,1 - 0,13 Titanium Alloys / Aleaciones de titanio / Alliage de titane / Ligas de Titânio / Leghe di titanio / Titanlegierungen < 550 N/mm 2 40 0,02 - 0,05 0,04 - 0,055 0,05 - 0,075 0,06 - 0,1 0,1 - 0,16 < 950 N/mm 2 30 0,015 - 0,04 0,035 - 0,045 0,04 - 0,06 0,05 - 0,08 0,075 - 0,11 > 1200 N/mm 2 20 0,015 - 0,04 0,035 - 0,045 0,04 - 0,06 0,05 - 0,08 0,075 - 0,11 Malleable Cast Iron / Fundición maleable / Fonte aciérée malléable / Fundição maleável / Ghisa malleabile / Temperguß < 200 HB 80 0,04 - 0,1 0,08 - 0,15 0,09 - 0,17 0,12 - 0,23 0,22 - 0,28 > 200 HB 60 0,04 - 0,1 0,08 - 0,15 0,09 - 0,17 0,12 - 0,23 0,22 - 0,28 Gray Cast Iron / Fundición Gris / Fonte aciérée grise / Fundição cinzenta/ Ghisa grigia / Grauguß < 200 HB 100 0,04 - 0,1 0,08 - 0,15 0,09 - 0,17 0,12 - 0,23 0,22 - 0,31 > 200 HB 80 0,04 - 0,1 0,08 - 0,15 0,09 - 0,17 0,12 - 0,23 0,22 - 0,31 Copper Alloys –Brittle / Aleaciones de cobre fragiles / Alliage de cuivre - mou / Ligas de cobre – friáveis / Leghe di rame – fragile alla rottura / Kupferlegierungen - spröde 110 0,025 - 0,06 0,05 - 0,08 0,075 - 0,09 0,08 - 0,12 0,11 - 0,15 Aluminum –High Silicon / Aluminio alto contenido de silicio / Aluminium – haute teneur en silice / Alumíno – alto teor de sílica / Alluminio con alta percentuale di silicio / Aluminium – hoher Silicongehalt 110 0,05 - 0,125 0,1 - 0,18 0,15 - 0,2 0,17 - 0,3 0,29 - 0,33 Magnesium Alloys / Aleaciones de magnesio / Alliage de magnésium / Ligas de magnésio / Leghe di magnesio / Magnesiumlegierungen 160 0,04 - 0,1 0,08 - 0,15 0,09 - 0,17 0,12 - 0,23 0,22 - 0,31 106M Carbide Drills 106M Brocas de metal duro 106M Forets carbure monobloc, micrograin All recommendations should be considered a starting point, with possible variations to achieve optimum results. Increase the speed 20% when using coated drills. 106M Brocas em carboneto de tungsténio 106M Punte in micrograna 106M Vollhartmetallbohrer material speed feed (mm / rev) in m / min ø ≤1,5 ø >1,5-3 ø >3-6 ø >6-9,5 ø >9,5-12 <strong>Tool</strong> Steel / Aceros de herramientas / Acier à outil / Aço Ferramenta / Acciaio per utensili / Werkzeugstahl > 1400 N/mm 2 25 0,005 - 0,01 0,01 - 0,02 0,015 - 0,04 0,035 - 0,055 0,045 - 0,08 Malleable Cast Iron / Fundición maleable / Fonte aciérée malléable / Fundição maleável / Ghisa malleabile / Temperguß < 200 HB 80 0,015 - 0,03 0,03 - 0,06 0,04 - 0,1 0,08 - 0,15 0,09 - 0,17 > 200 HB 60 0,015 - 0,03 0,03 - 0,06 0,04 - 0,1 0,08 - 0,15 0,09 - 0,17 Gray Cast Iron / Fundición gris / Fonte aciérée grise / Fundição cinzenta / Ghisa grigia / Grauguß < 200 HB 100 0,015 - 0,03 0,03 - 0,06 0,04 - 0,1 0,08 - 0,15 0,09 - 0,17 > 200 HB 80 0,015 - 0,03 0,03 - 0,06 0,04 - 0,1 0,08 - 0,15 0,09 - 0,17 Todas la recomendaciones deberían ser consideradas como punto de partida, con posibles variaciones para conseguir óptimos resultados. Incrementar la velocidad un 20% al utilizar brocas recubiertas Les informations techniques mentionnées sont des valeurs moyennes données à titre indicatif et sont modifiables pour optimiser les résultats. Augmenter la vitesse de 20 % lorsque vous utilisez des forets monobloc revêtues. Todas as recomendações devem ser consideradas como um ponto de partida, com possíveis variações para alcançar os resultados ideais. Aumentar a velocidade em 20% quando utilizar brocas revestidas. Tutte queste raccomandazioni dovrebbero essere considerate come un punto di partenza; variazioni dei parametri possono consentire l’ottimizzazione dei risultati. Incrementate del 20% la velocità quando si usano punte rivestite. Alle Empfehlungen sind als Startwerte anzusehen. Die optimalen Schnittwerte ermitteln Sie bitte bei der Bearbeitung. Bei beschichteten Werkzeugen können die Schnittwerte um 20% erhöht werden. 6 www.sgstool.com 61
- Page 1 and 2:
www.sgstool.com Solid Carbide Tools
- Page 3 and 4:
Table of Contents Fresas Standard D
- Page 5 and 6:
Legend Notación Légende 54 A B C
- Page 7 and 8:
Introdução ao Catalogo Introduzio
- Page 9 and 10: 1MB d 1 TOLERANCES l 2 Ød 1= + 0,0
- Page 11 and 12: 5MB d 1 l 2 Ød 1 Ød 2 I 1 I 2 Ti-
- Page 13 and 14: 3MB TOLERANCES d 1 Ød 1= + 0,000-0
- Page 15 and 16: 1XLM, 1XLMB 1XLM d 1 1XLMB d 1 TOLE
- Page 17 and 18: 3XLM, 3XLMB 3XLM d 1 d 1 l 2 l 2 Ø
- Page 19 and 20: 14M, 14MB 14M d 1 l 2 Ød 1 Ød 2 I
- Page 21 and 22: 60M 54-64 d 1 1 l 2 l 1 Ød1 mm Ød
- Page 23 and 24: MK2M d 1 54-64 l 2 l 1 d 2= 3,17mm
- Page 25 and 26: 21M, 22M 21M d 1 Ød 1 Ød 2 I 1 I
- Page 27 and 28: * * * * * SA d 1 l 2 l 1 d 2 6 3 1
- Page 29 and 30: SC d 1 l 2 l 1 Tool Ød 1 Ød 2 I 1
- Page 31 and 32: SE d 1 l 2 l 1 d 2 6 3 1 Tool Ød 1
- Page 33 and 34: SG d 1 l 2 l 1 d2 6 3 Tool Ød 1 Ø
- Page 35 and 36: SJ, SK SJ d 1 l 2 l 1 Tool Ød 1 Ø
- Page 37 and 38: SM, SN SM d 1 SN d 1 a l 2 l 2 a l
- Page 39 and 40: Long Shank Burs Limas rotativas con
- Page 41 and 42: Mold, Tool & Die Making Burs Limas
- Page 43 and 44: Bur Sets - Solid Carbide Estuche de
- Page 45 and 46: 101M d l Ød I 1 I 2 mm mm mm EDP N
- Page 47 and 48: 108M Plus d Ød mm h7 I1 mm I2 mm I
- Page 49 and 50: 103M Ød I 1 I 2 I 3 mm mm mm mm ED
- Page 51 and 52: 301M d 1 l Ød 1 Ød 2 I mm mm mm E
- Page 53 and 54: 30M d Ød I mm mm EDP No. 2 100 829
- Page 55 and 56: Aplicações da maquinagem Esempi d
- Page 57 and 58: Cutting Conditions Condiciones de c
- Page 59: Recomendações de Aplicação e Ve
- Page 63 and 64: Cutting Conditions Condiciones de c
- Page 65 and 66: High-Performance Solid Carbide Tool
- Page 67 and 68: Ti-NAMITE-A = AlTiN 3 Ti-NAMITE-C =