PF 230/FF 230/KT230 Manual - Axminster Power Tool Centre
PF 230/FF 230/KT230 Manual - Axminster Power Tool Centre
PF 230/FF 230/KT230 Manual - Axminster Power Tool Centre

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
<strong>PF</strong> <strong>230</strong>/<strong>FF</strong> <strong>230</strong>/KT<strong>230</strong><br />
Material<br />
- 4 960<br />
Werkzeug<br />
1880 1880<br />
4-10 630<br />
durchmesser<br />
960 960<br />
10-20 420 630<br />
Ø mm<br />
630<br />
20-30 210 210 210<br />
30-40<br />
210 210<br />
Stahl Aluminium Kunststoff<br />
<strong>Manual</strong><br />
D<br />
GB<br />
F<br />
I<br />
E<br />
NL<br />
DK<br />
S<br />
CZ<br />
TR<br />
PL<br />
RUSS
Deutsch<br />
Beim Lesen der Gebrauchsanweisung<br />
vorne und hinten die Seiten herausklappen.<br />
English<br />
When you are reading the instructions for use,<br />
please unfold the front and back pages.<br />
Français<br />
Lors de la lecture du mode d´emploi,<br />
dépliez la première et la dernière page.<br />
Italiano<br />
Quando si leggono le istruzioni d´uso<br />
aprire le pagine anteriori e posteriori.<br />
Español<br />
Para leer las instrucciones del uso<br />
despliegue las páginas adelante y atrás.<br />
Nederlands<br />
Voor het lezen van de gbruiksaanwijzing gelieve<br />
de eerste en laatste pagina uit te klappen.<br />
Dansk<br />
Når brugsanvisningen læses skal siderne<br />
foran og bag klappes op.<br />
Svenska<br />
Vid läsning av bruksanvisningen vik ut<br />
sidorna fram och bak.<br />
Česky<br />
Při čteni Návodu k použitĺ přednĺ a zadni<br />
stránku rozložit.<br />
Türkçe<br />
Kullanma talimatının okunması esnasında önde<br />
ve arkada sayfaları dısarıya do¤ru açın.<br />
Polski<br />
Przy czytaniu instrukcji obsługi otworzyć<br />
strony ze zdjęciami.<br />
Русский<br />
При чтении руководства по эксплуатации<br />
просьба открывать страницы с рисунками.<br />
D<br />
GB<br />
F<br />
I<br />
E<br />
NL<br />
DK<br />
S<br />
CZ<br />
TR<br />
PL<br />
RUSS<br />
4<br />
8<br />
12<br />
16<br />
20<br />
24<br />
28<br />
32<br />
36<br />
40<br />
44<br />
48
3<br />
16<br />
Fig. 1<br />
3<br />
2<br />
Material<br />
- 4 960<br />
Werkzeug<br />
1880 1880<br />
4-10 630<br />
durchmesser<br />
960 960<br />
10-20 420 630<br />
fl mm<br />
630<br />
20-30 210 210 210<br />
30-40<br />
210 210<br />
4 5<br />
Stahl Aluminium Kunststoff<br />
1<br />
7<br />
8 9 10<br />
<strong>230</strong><br />
45<br />
12<br />
11<br />
1 2<br />
290<br />
165<br />
62<br />
400<br />
13<br />
6<br />
14<br />
15<br />
7<br />
Fig. 2<br />
Fig. 3 Fig. 4<br />
Fig. 5 Fig. 6<br />
11<br />
9<br />
6<br />
1<br />
2<br />
5 4<br />
7,9 8<br />
12<br />
3<br />
8<br />
10<br />
2<br />
1<br />
5 3<br />
4 3<br />
- 3 -
3<br />
1<br />
Fig. 7<br />
2<br />
1<br />
Material<br />
Fig. 11<br />
- 4 960<br />
Werkzeug<br />
1880 1880<br />
4-10 630<br />
durchmesser<br />
960 960<br />
10-20 420 630<br />
fl mm<br />
630<br />
20-30 210 210 210<br />
30-40<br />
210 210<br />
5 6<br />
2<br />
Stahl Aluminium Kunststoff<br />
4<br />
3<br />
2<br />
4<br />
5<br />
2<br />
3<br />
1<br />
3<br />
Fig. 9<br />
1<br />
Fig. 9a<br />
Fig. 8<br />
Fig. 10<br />
Material<br />
- 4 960 Werkzeug 4-10 630420210<br />
durchmesser 10-20<br />
fl mm 20-30<br />
30-40<br />
Fig. 12a<br />
Fig. 12b<br />
Stahl Aluminium Kunststoff<br />
1880 960630210210<br />
1880 960630210210<br />
2 1<br />
2<br />
1<br />
2200/min 2500/m<br />
1500/min 1710/<br />
550/min 910<br />
1200/min 78<br />
870/min 5<br />
280/min
8<br />
Fig. 13<br />
1<br />
5<br />
1 2<br />
B<br />
Fig. 14<br />
Fig. 15 Fig. 16<br />
7<br />
Fig. 17<br />
3<br />
6<br />
2<br />
4<br />
2<br />
A B A<br />
1
D<br />
Bedienungsanleitung<br />
Fräse <strong>PF</strong> <strong>230</strong>/Kreuztisch KT <strong>230</strong>/<br />
Fräse mit Kreuztisch <strong>FF</strong> <strong>230</strong><br />
Vorwort . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4<br />
Beschreibung der Maschine . . . . . . . . . . . . . . . . . . . . . . 4<br />
Gesamtansicht Fräse <strong>PF</strong> <strong>230</strong> (Fig. 1) . . . . . . . . . . . . . 4<br />
Gesamtansicht Kreuztisch KT <strong>230</strong> (Fig. 2) . . . . . . . . . 4<br />
Technische Daten der Fräse <strong>PF</strong> <strong>230</strong> . . . . . . . . . . . . . 5<br />
Technische Daten des Kreuztisches KT <strong>230</strong> . . . . . . . 5<br />
Montage der Fräse . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5<br />
Befestigen an der Drehmaschine PD <strong>230</strong>/E . . . . . . . . 5<br />
Montage der Fräse am Kreuztisch KT <strong>230</strong> . . . . . . . . 5<br />
Arbeiten mit der Fräsvorrichtung . . . . . . . . . . . . . . . . . . 5<br />
Höhenverstellung über Feinvorschub . . . . . . . . . . . . . 5<br />
Vorschub über Bohrhebel . . . . . . . . . . . . . . . . . . . . . . 5<br />
Spindel-Feinvorschub Art.-Nr. 24140 . . . . . . . . . . . . . 5<br />
Schwenken der Frässpindel . . . . . . . . . . . . . . . . . . . . 6<br />
Montage der Spannzangen . . . . . . . . . . . . . . . . . . . . 6<br />
Einstellen der Spindeldrehzahl . . . . . . . . . . . . . . . . . . 6<br />
Fräsen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6<br />
Reparatur und Wartung . . . . . . . . . . . . . . . . . . . . . . . . . . 6<br />
Auswechseln der Riemen . . . . . . . . . . . . . . . . . . . . . . 6<br />
Spiel der Führungen des Kreuztisches einstellen . . . 7<br />
Spiel der Spindel des Kreuztisches einstellen . . . . . . 7<br />
Schmieren der Maschine . . . . . . . . . . . . . . . . . . . . . . 7<br />
Nach der Benutzung . . . . . . . . . . . . . . . . . . . . . . . . . . 7<br />
Konformitätserklärung . . . . . . . . . . . . . . . . . . . . . . . . . . . 7<br />
Ersatzteilliste<br />
Fräse <strong>PF</strong> <strong>230</strong> . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 54<br />
Kreuztisch KT <strong>230</strong> . . . . . . . . . . . . . . . . . . . . . . . . . . . 56<br />
Vorwort<br />
Sehr geehrter Kunde!<br />
in dieser Anleitung sind die <strong>PF</strong> <strong>230</strong> und der passende<br />
Kreuz tisch KT <strong>230</strong> behandelt. Sie wendet sich an unsere<br />
Kunden, die entweder den Kreuztisch, die Fräsvorrichtung<br />
oder aber beides zusammen als <strong>FF</strong> <strong>230</strong> erworben haben.<br />
Egal, wie Sie sich entschieden hatten: Lesen Sie sich dieses<br />
<strong>Manual</strong> genau durch, bevor Sie Ihr Gerät in Betrieb<br />
nehmen und halten Sie sich an die Anleitungen. Nehmen<br />
Sie besonders Rücksicht auf die Sicherheitshinweise und<br />
arbeiten Sie immer mit der angebrachten Sorgfalt.<br />
- 4 -<br />
Beschreibung der Maschine<br />
Wir bieten Ihnen folgende Optionen im Feinfräs-System <strong>230</strong><br />
an:<br />
KT <strong>230</strong>:<br />
1. Kreuztisch<br />
2. Bedienungsanleitung und Sicherheitsvorschriften<br />
<strong>PF</strong> <strong>230</strong>:<br />
1. 1. Fräskopf, komplett<br />
2. Säule (Ø 34mm)<br />
3. Befestigungsblock für Drehmaschine, inkl.<br />
Befestigungsmaterial<br />
4. Spannzangen Ø 6, 8 und 10 mm, inkl. Überwurfmutter<br />
5. Frästisch mit T-Nuten zur Montage an der PD <strong>230</strong>/E,<br />
inkl. Befestigungsmaterial<br />
6. Bedienwerkzeug<br />
7. Bedienungsanleitung und Sicherheitsvorschriften<br />
<strong>FF</strong> <strong>230</strong>:<br />
1. Fräskopf, komplett<br />
2. Säule (Ø 34mm)<br />
3. Spannzangen Ø 6, 8 und 10 mm, inkl. Überwurfmutter<br />
4. Kreuztisch KT <strong>230</strong><br />
5. Bedienwerkzeug<br />
6. Bedienungsanleitung und Sicherheitsvorschriften<br />
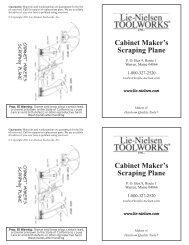
Gesamtansicht Fräse <strong>PF</strong> <strong>230</strong> (Fig. 1)<br />
1. Motor<br />
2. Abdeckhaube<br />
3. Ein-/ Ausschalter<br />
4. Tabelle<br />
5. Schraube für Motorbefestigung<br />
6. Rändelschraube für Abdeckhaube<br />
7. Überwurfmutter für Spannzange<br />
8. Klemmschraube für Pinole<br />
9. Skala für Tiefeneinstellung<br />
10. Bohrhebel<br />
11. Säule (ø 34mm)<br />
12. Befestigungsblock für Drehmaschine<br />
13. Handrad für Höhenverstellung mit Feinvorschub<br />
14. Klemmschraube für Höhenverstellung<br />
15. Skala für Winkelverstellung<br />
16. Frästisch für Drehmaschine PD <strong>230</strong>/E<br />
(Nicht im Lieferum fang der Fräse <strong>FF</strong> <strong>230</strong>,<br />
sondern nur bei <strong>PF</strong> <strong>230</strong> enthalten)<br />
Gesamtansicht Kreuztisch KT <strong>230</strong> (Fig. 2)<br />
1. Handrad für X-Richtung (Verfahrweg 170 mm)<br />
2. Skalenring<br />
3. Arbeitstisch (270 mm x 80 mm)<br />
4. Loch für Tischbefestigung<br />
5. Standfuß<br />
6. Handrad für Y-Richtung (Verfahrweg 60 mm)<br />
7. Support<br />
8. Klemmschraube<br />
9. Skala<br />
10. Schraube für Säulenklemmung<br />
11. T-Nuten<br />
Die PROXXON Fräse <strong>PF</strong> <strong>230</strong> ist einsetzbar in Verbindung<br />
mit einem Kreuztisch oder der PROXXON Drehmaschine<br />
PD <strong>230</strong>/E (hier ersetzt der Support der Drehmaschine den<br />
Kreuztisch).
Technische Daten der Fräse <strong>PF</strong> <strong>230</strong><br />
Spannung: Leistung: 140 220 Watt – 240 Volt, 50/60 Hz<br />
Kurzzeitbetrieb 10 min.<br />
6 280, Spindeldrehzahlen 540, 780, 910, 1710 durch und Umlegen 2500/min des Riemens:<br />
Pinolenhub Vertikaler Verstellweg 200 30 mm<br />
Geräuschentwicklung ≤70 mm<br />
Vibrationen ≤2.5 dB(A) m/s2<br />
Maße Gewicht ca. siehe 9 kg Fig. 3<br />
Nur geschlossenen zum Betrieb Räumen! in<br />
Technische Daten des Kreuztisches KT <strong>230</strong><br />
Arbeitsfläche: Verstellweg in X-Richtung: 270 170 mm mmx<br />
80 mm<br />
Verstellweg Gewicht: in Y-Richtung 60 9.5 mm<br />
Maße der T-Nuten: siehe kg<br />
Nutenabstand: 25 mmFig.<br />
4<br />
Vorschub pro Umdrehung: Teilstrich: 0,05 1,5 mm mm<br />
Montage der Fräse<br />
Befestigen an der Drehmaschine PD <strong>230</strong>/E<br />
1. befestigen. Drehmaschine auf einer standsicheren Unterlage<br />
2. Drehmaschine Befestigungsblock 3befestigen 1(Fig. 5) (Schrauben mit Schrauben noch 2an nicht der<br />
3. festziehen!) Schraube 3 4. Schraube 4festziehen, (Fig. 6) festziehen um die und Säule Säule zu klemmen. 1einführen.<br />
5. Vierkantmuttern Frästisch 3(Fig. 1auf 7) mit dem den Support Schrauben der 2und Drehmaschine den<br />
befestigen.<br />
Montage der Fräse am Kreuztisch KT <strong>230</strong><br />
Hinweis:<br />
Sicheres und präzises Arbeiten ist nur möglich, wenn das<br />
Gerät wird. ordentlich auf einer stabilen Arbeitsfläche befestigt<br />
1. Kreuztisch auf der Arbeitsfläche mit 4 Schrauben 1<br />
2. (M4, Beim nicht Arbeiten im Lieferumfang in Verbindung enthalten) mit der PROXXON befestigen Fräse (Fig. 8).<br />
<strong>PF</strong> <strong>230</strong> Säule in Flansch einführen und mit Schrauben 2<br />
klemmen.<br />
Die eine mittlere Spreizschraube: Schraube Durch (zwischen Hereindrehen den Feststellschrauben) dieser Schraube ist<br />
wird besser die eingeführt Öffnung etwas werden. geweitet Beim Klemmen und die Säule der Säule kann<br />
unbedingt gelockert (herausgedreht) drauf achten, dass wird! diese Schraube dann wieder<br />
Arbeiten mit der Fräsvorrichtung<br />
Achtung!<br />
Vor allen Einstellarbeiten an der Fräse Netzstecker ziehen!<br />
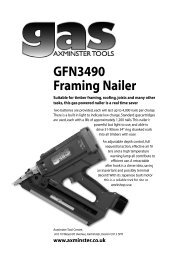
Die Höhe Frässpindel verstellen der (Fig. <strong>PF</strong> 9): <strong>230</strong> lässt sich auf 2 Arten in der<br />
1. Durch den Feinvorschub 1 2. Durch den Bohrhebel 2<br />
Höhenverstellung über Feinvorschub<br />
1. 2. Mit Schraube dem Handrad 3(Fig. 9) 1die lösen.<br />
(1 Umdrehung entspricht gewünschte 1mm Vorschub). Höhe einstellen<br />
3. Schraube 3unbedingt wieder festziehen.<br />
Vorschub über Bohrhebel<br />
1. 2. Schraube 6lösen 4(Fig. 9) und lösen. Skala 5auf Null stellen. Schraube<br />
6 3. Mit wieder dem Bohrhebel festziehen.<br />
4. Schraube 4wieder festziehen. 2die gewünschte Höhe einstellen.<br />
Hinweis:<br />
den, Mit dem sondern Bohrhebel es kann kann auch nicht gebohrt nur die werden. Höhe verstellt Beim Bohren wer-<br />
die Schraube 4nicht anziehen.<br />
Schwenken der Frässpindel<br />
Die schwenkt gesamte werden. Frässpindel Zum Schwenken kann um zwei um Achsen die Hochachse ge-<br />
Schraube gewünschte 4(Fig. Position 6) lösen schwenken. und Säule Dann komplett Schraube in die<br />
festziehen.<br />
wieder<br />
Zum lösen Schwenken und die Frässpindel um die Längsachse schwenken. Schraube Gewünschte 1(Fig. 10)<br />
Gradzahl festziehen.<br />
an der Skala 2einstellen und Schraube 1wieder<br />
- 5-
Montage der Spannzangen<br />
Achtung!<br />
Niemals die Spannzange allein in die Spindel einführen!<br />
Immer darauf erst achten, die dass Spannzange Spanzange in die und Mutter Fräser einrasten! den passenden Immer<br />
Durchmesser haben.<br />
Bitte Spannzangen beachten sind Sie: noch Zusätzlich weitere zu Grössen den mitgelieferten<br />
Zubehörsortiment erhältlich. Diese sind in in unserem unserem<br />
Gerätekatalog Bei weiteren Fragen aufgeführt.<br />
Kundendienst. wenden Sie sich bitte an unseren<br />
1. 2. Gewünschte Überwurfmutter Spannzange 7(Fig. 11) 2in lösen.<br />
und einrasten lassen. die Überwurfmutter legen<br />
3. und Überwurfmutter leicht von Hand mit Spannzange andrehen. in die Spindel einführen<br />
4. 5. Mit Fräser Hilfe in der die mitgelieferten Spannzange einführen.<br />
blockieren und Überwurfmutter Schlüssel festziehen. die Frässpindel<br />
6. und Zum Fräser Entfernen entfernen. der Spannzange Überwurfmutter lösen<br />
7. Frässpindel Jetzt Überwurfmutter entfernen. mit Spannzange komplett aus der<br />
8. ausrasten Spannzange und mit aus leichtem der Überwurfmutter seitlichen Druck entfernen. 3(Fig. 11)<br />
Einstellen der Spindeldrehzahl<br />
Achtung!<br />
Vor allen Einstellarbeiten an der Fräse Netzstecker ziehen!<br />
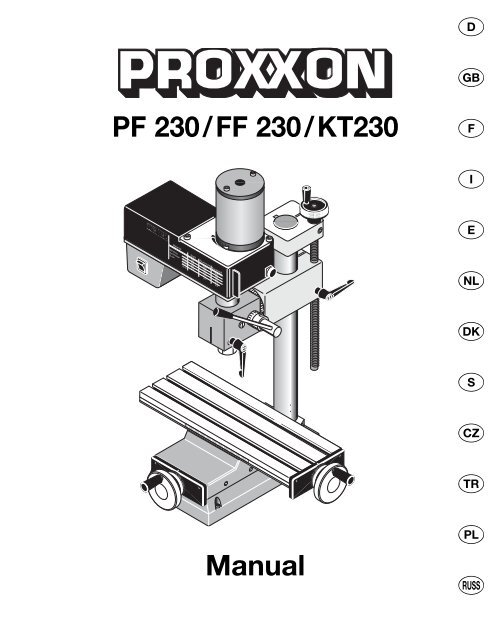
Durch 6 Spindeldrehzahlen Umlegen der Antriebsriemen einstellen (Fig. lassen 12 a/b): sich 280, insgesamt<br />
910, 1710 und 2500/min. 540, 780,<br />
Hinweis:<br />
Riemen nur belastet leicht Motor spannen! und Ein Mechanik zu stark der gespannter Maschine!<br />
1. Rändelschraube 4(Fig.13) lösen und Abdeckhaube 7<br />
2. öffnen.<br />
lösen Schraube um Riemenscheibe 5mit Inbusschlüssel 1zu entspannen. ca. 2 Umdrehungen<br />
3. 4. Riemenscheibe Beide Riemen auf 1mit die dem gewünschte Riemenspanner Position 8unterhalb auflegen.<br />
des gespannt Rädersatzes ist. Schraube nach aussen 5festziehen. drücken, bis Riemen<br />
5. kann Sollten der die obere beiden Riemen Riemen separat ungleichmäßig gespannt gespannt werden. sein,<br />
drücken, Hierfür Schraube bis der obere 2lösen Riemen und Motor gespannt 3nach ist. außen<br />
6. Schraube 2wieder festziehen.<br />
Achtung:<br />
Riemenabdeckung geschlossen sein! muss während des Betriebs immer<br />
- 6-<br />
Fräsen<br />
Achtung!<br />
Tragen Sie beim Fräsen immer eine Schutzbrille. Beachten<br />
Sie unbedingt die beigefügten Sicherheitsvorschriften!<br />
1. dem Werkstück Support mit der Spannpratzen, Drehmaschine Schraubstock montiertem oder Frästisch auf<br />
2. sicher Alternativ befestigen.<br />
Maschinenschraubstock können Sie auch spannen das Werkstück und den in Schraubstock einen<br />
3. mit Gewünschte Hilfe der T-Nuten Frästiefe auf einstellen. dem Arbeitstisch befestigen.<br />
4. 5. Sicherstellen, Klemmschrauben dass 3und der Fräser 4(Fig. das 9) festziehen.<br />
berührt. Werkstück nicht<br />
6. eingestellt Sicherstellen, ist. dass die richtige Spindeldrehzahl<br />
7. 8. Fräser Mit angepasstem am Schalter Vorschub 3(Fig.1) arbeiten einschalten.<br />
Hinweis!<br />
Beim gegen Fräsen die Schneidrichtung darauf achten, des dass Fräsers der Vorschub erfolgt (Fig. immer 14).<br />
Achtung!<br />
Den Verwenden Vorschub der immer Fräse nur in Kombination manuell durchführen! mit der Bei<br />
Drehmaschine automatischen PD Vorschub <strong>230</strong>/E darf der Drehmaschine der Vorschub nicht erfolgen. über den<br />
Verletzungsgefahr!<br />
Reparatur und Wartung<br />
Achtung!<br />
Vor allen Reparatur- und Wartungsarbeiten Netzstecker<br />
ziehen!<br />
Auswechseln der Riemen<br />
Sollten selbst wechseln. die Riemen Ersatzriemen verschlissen erhalten sein, können Sie beim Sie diese<br />
PROXXON dieser Anleitung). Zentralservice (Adresse auf der Rückseite<br />
1. entspannen. Schraube 5(Fig. 13) lösen um Riemenscheibe 1zu<br />
2. 3. Die Sie können 3 Schrauben nun die 6(Fig. Riemen 13) lösen entfernen und und Motor austauschen. abheben.<br />
4. Der Zusammenbau erfolgt in umgekehrter Reihenfolge.
Spiel der Führungen des Kreuztisches<br />
einstellen<br />
zuviel Sollte oder im Laufe zuwenig der Zeit Spiel die aufweisen, Führung des so können Kreuztisches<br />
der Einstellschrauben 2(Fig. 15) das Spiel nachjustieren. Sie mittels<br />
Hierzu ben gleichmäßig die Kontermuttern hineindrehen, 1lösen bis und das alle Spiel Einstellschrau-<br />
Anschließend Kontermuttern wieder festziehen. beseitigt ist.<br />
Spiel der Spindel des Kreuztisches<br />
einstellen<br />
Sollte Hilfe einer das Spiel Stecknuss der Spindel 2(Fig. zunehmen, 16) die Mutter so lösen Sie mit<br />
1 Umdrehung. Drehen Sie anschlieflend das Handrad ca. eine halbe<br />
rechtsherum, Ziehen Sie jetzt bis die das Mutter Spiel beseitigt ist.<br />
1 wieder fest an (kontern).<br />
Anmerkung:<br />
Siehe Explosionszeichnung Seite 48: Das Spiel in den<br />
jeweiligen leichtes Zustellen Spindelgewinden der Spindelmutter kann bei Pos. Bedarf 3 mit auch derdurch<br />
Schraube Pos. 25 eingestellt werden<br />
Schmieren der Maschine<br />
Um beachten eine lange Sie bitte Lebensdauer den Schmierplan der Maschine in Fig. zu 17 garantieren,<br />
jedem Arbeitsbeginn / B: Ölen monatlich). Verwenden (A: Ölen Sie vor<br />
dabei nur säurefreies Maschinenöl.<br />
Nach der Benutzung<br />
Achtung!<br />
Vor dem Reinigen Netzstecker der Fräse ziehen.<br />
Verletzungsgefahr!<br />
Nach weichen der Lappen Benutzung oder Kreuztisch Pinsel reinigen. und Fräse Anschließend mit einem<br />
Führungen leicht einölen und das Öl durch Verfahren die<br />
Tisches verteilen. Kreuztisch niemals mit Pressluft reinigen, des<br />
da werden. sonst die Führungen durch eintretende Späne zerstört<br />
EG-Konformitätserklärung<br />
Wir Produkt erklären die Bestimmungen in alleiniger Verantwortung, folgender EG-Richtlinien dass dieseserfüllt:<br />
• EG-Niederspannungsrichtlinie 73/23/EWG; 93/68/EWG<br />
• DIN EN 61029 / 02.2001<br />
• EG-Maschinenrichtlinie 98/037/EWG<br />
• DIN EN 61029 / 02.2001<br />
• EG-EMV-Richtlinie 89/336/EWG<br />
• DIN EN 55014-1 55014-2 / 09.2002<br />
• DIN EN 61000-3-2 08.2002<br />
• DIN EN 61000-3-3 / 12.2001 2002<br />
Dipl.-Ing. Jörg Wagner<br />
PROXXON S.A.<br />
Geschäftsbereich Gerätesicherheit<br />
- 7-
GB<br />
- 8-<br />
Operating Instructions<br />
<strong>PF</strong> <strong>230</strong> milling machine/KT <strong>230</strong><br />
compound-type table/<br />
<strong>FF</strong> <strong>230</strong> milling machine with<br />
compound-type table<br />
Foreword Description . of . . the . . . machine . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8<br />
General view, <strong>PF</strong> KT <strong>230</strong> milling compound-type machine (Fig. table 1) (Fig. . . . 2) . . . 8<br />
<strong>PF</strong> KT <strong>230</strong> milling compound-type machine technical table technical specifications specifications . . . . 9<br />
Assembly Mounting of on the lathe milling PD machine <strong>230</strong>/E . . . . . . . . . . . . . . . . . . 9<br />
Mounting of milling machine on KT <strong>230</strong> 9<br />
Working compound-type with the milling table device . . . . . . . . . . . . . . . . . . . . . . . . 9<br />
Height Feed via adjustment drill lever via . . . fine . . . tolerance . . . . . . . . feed . . . . . . . . . . . . 9<br />
Rotating Installation milling of the spindle collet chucks . . . . . . . . . . . . . . . . . . . . . . .10 9<br />
Milling Setting . . the . . . spindle . . . . . . speed . . . . . . . . . . . . . . . . . . . . . . . . . .10<br />
Repair and maintenance . . . . . . . . . . . . . . . . . . . . . . . .10<br />
Belt replacement . . . . . . . . . . . . . . . . . . . . . . . . . . .10<br />
Setting compound-type table guides play . . . . . . . .10<br />
Setting compound-type table spindle play . . . . . . . .11<br />
Machine lubrication . . . . . . . . . . . . . . . . . . . . . . . . .11<br />
Declaration After use of . Conformity . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .11<br />
Spare <strong>PF</strong> <strong>230</strong> parts milling list<br />
KT <strong>230</strong> compound-type machine table . . . . . . . . . . . . . . . . . . . . . .47 .49<br />
Foreword<br />
Dear Customer,<br />
This compound-type instruction manual table KT deals <strong>230</strong> with to be the used <strong>PF</strong> with <strong>230</strong> and it. It the<br />
ses those of our customers having purchased the comaddrespound-type <strong>FF</strong> <strong>230</strong> machine. table, No the matter milling what machine, your preference or both as was: the type<br />
Read observe this the manual instructions. carefully Please before pay using particular your machine attention and<br />
the safety instructions and always work with due care. to<br />
Description of the machine<br />
We offer you the following options for the <strong>230</strong> fine milling<br />
system:<br />
KT <strong>230</strong>: 1. 2. Compound-type Operating instructions table and safety regulations<br />
<strong>PF</strong> <strong>230</strong>: 1. 2. Column Milling head, (Ø 34 complete<br />
3. Lathe fixing block, mm)<br />
4. Collets, Ø 6, 8 and including 10 mm, including fixing components<br />
5. Milling table with T slots for mounting clamp on the nuts<br />
including fixing components PD <strong>230</strong>/E,<br />
6. 7. Operating tool manual and safety instructions<br />
<strong>FF</strong> <strong>230</strong>: 1. 2. Column Milling head, (Ø 34mm) complete<br />
3. 4. Collets, Compound Ø 6, table 8 and KT 10 <strong>230</strong> mm, including clamp nuts<br />
5. 6. Operating tool manual and safety instructions<br />
1.Motor 2.Cover 3.On 4.Table / Off switch<br />
5.Motor 6.Knurled mounting screw for screw<br />
7.Union nut for collet cover<br />
8.Clamp screw for sleeve chuck<br />
10.Drill 9.Scale lever for depth adjustment<br />
11.Pillar 12.Mounting (Ø 34mm)<br />
13.Handwheel block for height for lathe<br />
feed adjustment using fine tolerance<br />
14.Clamping 15.Scale for angle screw adjustment for height adjustment<br />
16.Milling (Not included table for with lathe <strong>FF</strong> PD <strong>230</strong> <strong>230</strong>/E<br />
but only with <strong>PF</strong> <strong>230</strong>) milling machine,<br />
General view, <strong>PF</strong> <strong>230</strong> milling machine (Fig. 1)<br />
General view, KT <strong>230</strong> compound-type table<br />
(Fig. 2)<br />
1.Handwheel 2.Scale ring for X direction (170 mm travel)<br />
3.Work 4.Table table mounting (270 hole mm x 80 mm)<br />
5.Pedestal 6.Handwheel 7.Support for Y direction (60 mm travel)<br />
8.Clamping 9.Scale screw<br />
10.Pillar 11.T-grooves clamping screw<br />
The conjunction PROXXON with <strong>PF</strong> a compound-type <strong>230</strong> milling machine table may or the be PROXXON used in<br />
PD in place <strong>230</strong>/E of lathe the compound-type (in the latter case, table). the lathe support is used
<strong>PF</strong> <strong>230</strong> milling machine technical data<br />
Voltage: <strong>Power</strong> rating: 220 140 – watt 240 volts, 50/60 Hz<br />
Short-term operation 10 min.<br />
6 280, spindle 540, speeds 780, 910, by 1710, shifting and the 2500 V-belt: rpm<br />
Sleeve Vertical stroke adjustment travel 200 30 mm<br />
Noise emission ≤70 mm<br />
Vibration ≤2.5 dB(A) m/s2<br />
Dimensions Weight approx. refer to Fig. 9 kg3<br />
Only rooms. for operation in closed<br />
KT <strong>230</strong> compound-type table technical<br />
data<br />
Work Adjustment area: travel in X direction: 270 170 mm mmx<br />
80 mm<br />
Adjustment Weight: travel in Y direction: 9.5 60 mm<br />
Dimensions of T-grooves: refer kg<br />
Groove spacing: 25 mmto<br />
Fig. 4<br />
Feed per rotation: graduation line: 1.5 0.05 mm mm<br />
Assembly of the milling machine<br />
Mounting on lathe PD <strong>230</strong>/E<br />
1. 2. Attach Mounting the lathe mounting on a firm block base.<br />
screws 2(Do not tighten screws 1(Fig. yet!) 5) to the lathe 3using<br />
4. 3. Tighten screw 4to 3(Fig. clamp 6) and the insert pillar. in pillar 1.<br />
5. using Attach screws the milling 2and table square 3(Fig. nuts 7) 1. to the lathe support<br />
Mounting of milling machine on KT <strong>230</strong> compound-type<br />
table<br />
Note:<br />
Safe and precise operation is only possible if the machine<br />
is properly fastened to a stable work surface.<br />
1. Attach screws compound-type 1(M4, not included) table (Fig. to work 8). surface using 4<br />
2. When <strong>PF</strong> <strong>230</strong> working milling machine, in conjunction insert with pillar the in PROXXON<br />
using screws 2. flange and clamp<br />
spreader The middle screw. screw By (between tightening the this two screw, locking the screws) opening is can a<br />
be Before widened clamping slightly, the making column, it do easier not forget to insert to the loosen column.<br />
screw again!<br />
this<br />
Working with the milling device<br />
Important!<br />
Disconnect the mains plug before making any adjustments<br />
on the milling machine!<br />
The height milling in 2 ways spindle (Fig. on 9): the <strong>PF</strong> <strong>230</strong> may be adjusted in<br />
1. Using the fine tolerance feed 1 2. Using the drill lever 2<br />
Height adjustment via fine tolerance feed<br />
2. 1. Adjust Loosen to screw the desired 3(Fig. 9). height using the hand wheel 1<br />
3. (1 Screw rotation 3must corresponds always be to tightened 1 mm feed). again.<br />
Feed via drill lever<br />
2. 1. Loosen screw 6and 4(Fig. set 9).<br />
Retighten screw 6. scale 5to zero.<br />
4. 3. Retighten Adjust to the screw desired 4. height using the drill lever 2.<br />
Note:<br />
The for drilling. drill lever When can drilling, be used do for not height tighten adjustment screw 4. as well as<br />
Rotating milling spindle<br />
rotate The entire along milling the vertical spindle axis, may loosen be rotated screw along 4(Fig. 2 axes. 6) andTo<br />
rotate screw. entire pillar to the desired position. Then retighten<br />
To and rotate rotate along milling the spindle horizontal to the axis, desired loosen position. screw 1(Fig. Adjust 10)<br />
the desired degrees on scale 2and retighten screw 1.<br />
to<br />
- 9-
Installation of the collet chucks<br />
Important!<br />
Never insert the collet chuck alone into the spindle! Always<br />
engage that collet the chuck collet and chuck milling into tool the nut have first! the Always correct ensure<br />
for proper fit.<br />
diameter<br />
Please as accessory note: Further equipment collet in chuck addition dimensions to those collet are available<br />
supplied. These are listed in our equipment catalogue. chucks<br />
Please information. consult our customer service department for further<br />
1. 2. Place Loosen desired union nut collet 7(Fig. chuck 11).<br />
engage.<br />
2into union nut and allow to<br />
3. slightly Insert union by hand. nut with collet chuck in the spindle and turn<br />
4. 5. Lock Insert milling milling spindle tool into using collet the chuck.<br />
tighten union nut. spanners supplied and<br />
6. milling To remove tool. collet chuck loosen union nut and remove<br />
7. milling Now remove spindle. union nut with collet chuck completely from<br />
8. Disengage collet chuck using light sideways pressure 3<br />
(Fig. 11) and remove from union nut.<br />
Setting the spindle speed<br />
Important!<br />
Disconnect the mains plug before making any adjustments<br />
on the milling machine!<br />
A the total V-belt of 6 (Fig. spindle 12 a/b): speeds 280, may 540, be 780, adjusted 910, 1710, by shifting<br />
and 2500 rpm.<br />
Note:<br />
excessive Tighten belt loads only on lightly! the motor A belt and installed machine too mechanical tightly places<br />
system!<br />
1. 2. Loosen screw knurled 5using screw Allen 4(Fig.13) key 1by and open approx. cover 2 turns 7.<br />
order to release belt pulley tension. in<br />
3. 4. Press Place both belt pulley belts in 1 outwards the desired with position. the belt tightener 8<br />
below screw 5. the gear wheels until the belt is tight. Tighten<br />
5. may Should be both tensioned belts be separately. tensioned To unevenly, do so, loosen the upper screw belt 2<br />
6. and Retighten push motor screw 3outwards 2. until upper belt is tensioned.<br />
Important:<br />
The belt cover must always be closed during operation.<br />
- 10-<br />
Milling<br />
Important!<br />
Always wear protective goggles when milling. Always<br />
observe the enclosed safety regulations.<br />
1. or Securely to the support fasten the of work the lathe piece chuck. using clamps, in a vice,<br />
2. vice Alternatively, and mount you the can vice clamp on the the work work table piece using in a machine<br />
T-grooves.<br />
the<br />
3. 4. Adjust Tighten desired clamping milling screws depth.<br />
5. Ensure that the milling tool 3and does 4(Fig. not touch 9).<br />
piece.<br />
the work<br />
6. 7. Ensure Switch on that milling the proper machine spindle at switch speed 3(Fig. has been 1). adjusted.<br />
8. Work using a suitable feed<br />
Note!<br />
cutting When milling, direction always of the ensure milling that tool the (Fig. feed 14). is against the<br />
Important!<br />
Always machine provide in conjunction feed by with hand the only! lathe When PD using <strong>230</strong>/E, the feed milling<br />
action of injury! must not occur via the lathe's automatic feed. Risk<br />
Repair and maintenance<br />
Important!<br />
Disconnect mains plug prior to all repair and maintenance<br />
work!<br />
Belt replacement<br />
If Replacement the belts are belts worn, are you available can replace from PROXXON these yourself.<br />
Service (address on reverse side of this manual). Central<br />
1. pulley Loosen 1. screw 5(Fig. 13) in order to release tension on<br />
2. 3. You Loosen can the now 3 remove screws 6(Fig. the belts 13) and and replace lift off motor.<br />
4. Assembly is in reverse order of removal.<br />
them.
Setting compound-type table guide play<br />
have If, after too a much time, the or too compound-type little play, the table play can guide be is reset found using to<br />
the adjustment adjusting screw screws lock 2(Fig. nuts 15). 1and For screw this purpose, in all adjustment loosen<br />
screws afterwards. evenly until play is eliminated. Retighten lock nuts<br />
Setting compound-type table spindle play<br />
socket If play of spanner the spindles 2(Fig. increases, 16) approx. release one half the turn nut until 1using play a<br />
eliminated. Then turn the hand wheel to the right hand is<br />
direction the nut 1firmly until the (lock). play has been eliminated. Now retighten<br />
Note:<br />
individual See exploded spindle view, threads page 48 can Where also be necessary, achieved play by slightly in the<br />
tightening the spindle nut, Item 3, with the bolt, Item 25.<br />
Machine lubrication<br />
To observe ensure the a long lubrication service diagram life of your in Fig. machine, 17 (A: Lubricate please<br />
each use acid-free time before machine use / oil B: for Lubricate lubrication. once a month). Only<br />
After use<br />
Important!<br />
Disconnect milling machine mains plug before cleaning.<br />
Risk of injury!<br />
Clean soft cloth compound-type and brush after table use. and Then milling lightly machine oil the using guidesa<br />
and compressed distribute air the for oil cleaning by moving the the compound-type table. Never use<br />
cuttings entering the guides in this manner could table destroy as<br />
the guides.<br />
EC Declaration of Conformity<br />
We conforms assume with sole the liability following for ensuring EC guidelines: that this product<br />
• DIN EN 61029 / 02.2001<br />
• EC Machine Guideline 98/037 EEC<br />
• DIN EN 61029 / 02.2001<br />
• EC-EMC Guideline 89/336/EEC<br />
• DIN EN 55014-1 55014-2 / 09.2002<br />
• DIN EN 61000-3-2 08.2002<br />
• DIN EN 61000-3-3 / 12.2001 2002<br />
• EC Low Voltage Guideline 73/23 EEC; 93/68 EEC<br />
Dipl.-Ing. Jörg Wagner<br />
PROXXON S.A.<br />
Equipment Safety Division<br />
- 11-
F<br />
Manuel d'utilisation<br />
Fraiseuse <strong>PF</strong> <strong>230</strong>/table composée<br />
KT <strong>230</strong>/<br />
Fraiseuse avec table composée<br />
<strong>FF</strong> <strong>230</strong><br />
Descriptif Avant-propos de l'appareil . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .12<br />
Vue d'ensemble de la fraiseuse table composée <strong>PF</strong> <strong>230</strong> KT (fig. <strong>230</strong> 1) (fig. . . . . 2)12 .12<br />
Caractéristiques techniques de la fraiseuse table <strong>PF</strong> <strong>230</strong> .13<br />
Montage composée de la KT fraiseuse <strong>230</strong> . . . . . . . . . . . . . . . . . . . . . . . . . .13<br />
Fixation Montage au de tour la fraiseuse PD <strong>230</strong>/E sur . la . . table . . . . composée . . . . . . . . . . . . .13<br />
Travail KT <strong>230</strong> avec . . le . dispositif . . . . . . . . de . . fraisage . . . . . . . . . . . . . . . . . . . . . .13<br />
Réglage en hauteur par avancement de précision . .13<br />
Avancement Pivotement de par la le broche levier porte-fraise d'alésage . . . . . . . . . . . . .13<br />
Montage des pinces de serrage . . . . . . . . . . . . . . . .14 .13<br />
Fraisage Réglage . . de . . . la . vitesse . . . . . . de . . . la . . broche . . . . . . . . . . . . . . . . . . .14<br />
Réparation Remplacement et maintenance des courroies . . . . . . . . . . . . . . . . . . . . . .14<br />
Réglage du jeu des glissières de la table composée .14<br />
Réglage du jeu de la broche de la table composée .15<br />
Graissage Après l'utilisation de l'appareil . . . . . . . . . . . . . . . . . . . . . . . . . . .15<br />
Déclaration de conformité . . . . . . . . . . . . . . . . . . . . . .15<br />
Nomenclature des pièces de rechange .15<br />
Table Fraiseuse composée <strong>PF</strong> <strong>230</strong> KT . . <strong>230</strong> . . . . . . . . . . . . . . . . . . . . . . . . .47 .49<br />
Avant-propos<br />
Cher client,<br />
Ces table instructions composée KT vous <strong>230</strong> présentent qui va avec. la fraiseuse Elles s'adressent <strong>PF</strong> <strong>230</strong> et àla<br />
nos dispositif clients de qui fraisage viennent ou d'acquérir les deux (réf. la table <strong>FF</strong> <strong>230</strong>). composée, Quelle le<br />
qu'ait avant de été mettre votre décision votre appareil : lisez en attentivement service et respectez-en ce manuel<br />
scrupuleusement toute particulière aux les instructions. consignes de Portez sécurité une et attention<br />
toujours avec précaution. procédez<br />
- 12-<br />
Descriptif de l'appareil<br />
Nous vous proposons les options suivantes pour le<br />
système de fraisage de précision <strong>230</strong> :<br />
KT <strong>230</strong> : 1. 2. Table Instructions composée d'utilisation et consignes de sécurité<br />
<strong>PF</strong> <strong>230</strong> : 1. 2. Tête Colonne de fraisage (Ø 34mm) complète<br />
3. 4. Bloc Pinces de de fixation serrage du Ø tour 6, 8 avec et 10 matériel mm avec de écrou-raccord fixation<br />
5. Table PD <strong>230</strong>/E de fraisage avec matériel avec rainures de fixation en T pour montage sur le<br />
6. 7. Outillage Mode d’emploi de service et consignes de sécurité<br />
<strong>FF</strong> <strong>230</strong> : 1. 2. Tête Colonne de fraisage (Ø 34mm) complète<br />
4. 3. Table Pinces en de croix serrage KT <strong>230</strong> Ø 6, 8 et 10 mm avec écrou-raccord<br />
5. Mode Outillage d’emploi de service et consignes de sécurité<br />
Vue d'ensemble de la fraiseuse <strong>PF</strong> <strong>230</strong><br />
(fig. 1)<br />
1.Moteur 2.Capot 3.Bouton 4.Tableaumarche/arrêt<br />
5.Vis 6.Vis de crénelée fixation du du capot moteur<br />
7.Écrou-raccord 8.Vis de serrage pour du fourreau pince de de serrage<br />
9.Réglette pour le réglage de profondeur la broche<br />
10.Levier 11.Colonne d'alésage<br />
12.Bloc de fixation (Ø 34 mm)<br />
13.Molette de réglage pour en tour<br />
précision hauteur avec avancement de<br />
14.Vis 15.Réglette de serrage pour le du réglage réglage d'angle en hauteur<br />
16.Table (non fourni de fraisage avec la pour fraiseuse tour PD <strong>FF</strong> <strong>230</strong>/E<br />
mais uniquement avec <strong>PF</strong> <strong>230</strong>) <strong>230</strong>,<br />
Vue d'ensemble de la table composée<br />
KT <strong>230</strong> (fig. 2)<br />
1.Manette 2.Bague graduée de l'axe des X (course 170 mm)<br />
3.Établi 4.Orifice (270 de fixation mm x 80 sur mm)<br />
5.Pied table<br />
6.Manette 7.Banc de l'axe des Y (course 60 mm)<br />
8.Vis 9.Réglette de serrage<br />
10.Vis 11.Rainures de serrage en T de la colonne<br />
La table fraiseuse composée PROXXON ou avec <strong>PF</strong> le <strong>230</strong> tour peut PROXXON être utilisée PD <strong>230</strong>/E avec (dans une<br />
ce cas, le banc du tour remplace la table composée).
Caractéristiques techniques de la fraiseuse<br />
<strong>PF</strong> <strong>230</strong><br />
Tension : 220 50/60 à 240 Hz volts<br />
Puissance Service discontinu : : 140 10 min watts<br />
6 280, régimes 540, 780, de la 910, broche 1710 possibles et 2500 en tr/min déplaçant la courroie :<br />
Course du de réglage fourreau verticale de la broche 200 30 mm<br />
Niveau sonore ≤70 mm<br />
Vibrations ≤2,5 dB(A) m/s2<br />
Cotes Poids voir env. fig. 9 kg3<br />
Pour fermé une uniquement utilisation ! dans un local<br />
Caractéristiques techniques de la table<br />
composée KT <strong>230</strong><br />
Plan Course de de travail réglage : de l'axe des X : 270 170 mm mmx<br />
80 mm<br />
Course Poids : de réglage de l'axe des Y : 9,5 60 mm<br />
Cotes des rainures en T : voir kg<br />
Écart des rainures : 25 mm fig. 4<br />
Avancement par rotation trait : : 1,5 0,05 mm mm<br />
Montage de la fraiseuse<br />
Fixation au tour PD <strong>230</strong>/E<br />
1. 2. Fixer le bloc tour sur de fixation un support 1(fig. stable.<br />
2(ne pas encore serrer les vis 5) à fond). sur le tour 3avec les vis<br />
3. 4. Serrer la vis 3(fig. 4pour 6) bloquer et insérer la colonne. la colonne 1.<br />
5. les Fixer écrous la table à quatre de fraisage pans 3(fig. 1sur le 7) banc avec du les tour. vis 2et avec<br />
Montage de la fraiseuse sur la table composée KT <strong>230</strong><br />
Remarque :<br />
Un travail sûr et précis n'est possible que si l'appareil est<br />
fixé correctement à un plan de travail stable.<br />
1. avec Fixer 4 la vis table 1(M4, composée non fournies) sur le plan (fig. 8). de travail<br />
2. Lors la colonne des travaux <strong>PF</strong> <strong>230</strong> avec dans la la fraiseuse bride et PROXXON, la bloquer avec introduire<br />
vis 2.<br />
les<br />
La une vis vis située de réglage au centre : lorsque (entre l’on les visse deux cette vis de vis, blocage) l’ouverture est<br />
s’élargit facilement. un En peu calant et cela la permet colonne, d’introduire il faut impérativement la colonne plus<br />
veiller à desserrer (dévisser) ensuite à nouveau cette vis !<br />
Travail avec le dispositif de fraisage<br />
Attention !<br />
Avant tout travail de réglage sur la fraiseuse, débrancher la<br />
fiche d'alimentation sur secteur !<br />
Il fraise y a deux de la moyens fraiseuse de <strong>PF</strong> régler <strong>230</strong> en (fig. hauteur 9) : la broche porte-<br />
1. Par l'avancement de précision 1<br />
2. Par le levier d'alésage 2<br />
Réglage en hauteur par avancement de<br />
précision<br />
1. 2. Régler Desserrer la hauteur la vis 3(fig. souhaitée 9).<br />
(1 rotation correspond à un avancement avec la molette de 1 1.<br />
3. Resserrer obligatoirement la vis 3. mm).<br />
Avancement par le levier d'alésage<br />
1. 2. Desserrer la vis 6et 4(fig. mettre 9).<br />
Resserrer la vis 6. la réglette 5sur zéro.<br />
3. Régler la hauteur souhaitée avec le levier d'alésage 2.<br />
4. Resserrer la vis 4. Remarque :<br />
Le levier d'alésage sert non seulement pour le réglage de<br />
la hauteur mais aussi pour le perçage. Pour percer, ne pas<br />
serrer la vis 4.<br />
Pivotement de la broche porte-fraise<br />
Il porte-fraise est possible autour de faire de deux basculer axes. complètement Pour la faire pivoter la broche<br />
autour de l'axe vertical, desserrer la vis 4 pivoter complètement la colonne dans la position (fig. 6) et faire<br />
souhaitée. Pour la faire Resserrer pivoter autour alors la de vis.<br />
la vis l'axe longitudinal, desserrer<br />
1 Régler le (fig. degré 10) et souhaité faire pivoter sur la la réglette broche 2et porte-fraise.<br />
fond la vis 1.<br />
resserrer à<br />
- 13-
Montage des pinces de serrage<br />
Attention !<br />
Ne jamais introduire la pince de serrage seule dans la<br />
broche l'écrou ! Veiller Toujours toujours bloquer à ce d'abord que la la pince pince de de serrage serrage et dans<br />
fraise aient le bon diamètre. la<br />
Attention tailles de pinces ! Notre que gamme celles d'accessoires déjà fournies. propose Consulter d'autres<br />
catalogue.<br />
notre<br />
Pour service de après-vente. plus amples renseignements, consulter notre<br />
2. 1. Placer Desserrer la pince le contre-écrou de serrage 7(fig. 11). 2 écrou et la bloquer. souhaitée dans le contre-<br />
3. de Introduire serrage le et contre-écrou le serrer légèrement dans la broche à la main. avec la pince<br />
4. 5. Bloquer Insérer la la fraise broche dans porte-fraise la pince de à l'aide serrage.<br />
serrer à fond le contre-écrou. de la clé jointe et<br />
6. écrou Pour retirer et enlever la pince la fraise. de serrage, desserrer le contre-<br />
7. porte-fraise Retirer alors avec entièrement la pince le de contre-écrou serrage. de la broche<br />
8. pression Débloquer 3sur la pince le côté de (fig. serrage 11) et en la exerçant retirer du une contre- légère<br />
écrou.<br />
Réglage de la vitesse de la broche<br />
Attention !<br />
Avant tout travail de réglage sur la fraiseuse, débrancher la<br />
fiche d'alimentation sur secteur !<br />
En de régler déplaçant la broche les courroies sur les six d'entraînement, vitesses suivantes il est possible<br />
a/b) : 280, 540, 780, 910, 1710 et 2500 tr/min. (fig. 12<br />
Remarque :<br />
courroies Ne tendre sont que trop légèrement tendues, les le courroies moteur et ! Lorsque la mécanique les<br />
souffrent !<br />
1. Desserrer la vis crénelée 4 2. Desserrer la vis 5d'environ (fig. 2 tours 13) et avec ouvrir la clé le capot à six pans 7.<br />
3. intérieurs Placer les pour deux détendre courroies la dans poulie la 1.<br />
4. Tirer la poulie 1, avec le tendeur 8sous position le jeu désirée.<br />
disques, jusqu'à ce que la courroie se tende. Serrer de<br />
5. fortement Si les deux la courroies vis 5.<br />
façon, il est possible de ne retendre sont pas séparément tendues de la courroie même<br />
supérieure. Pour cela, dévisser la vis 2 moteur 3vers l'extérieur jusqu'à ce que et la pousser courroiele<br />
supérieure soit tendue.<br />
6. Resserrer la vis 2. Attention !<br />
Le cache de la courroie doit toujours rester fermé pendant<br />
toute utilisation.<br />
- 14-<br />
Fraisage<br />
Attention !<br />
Toujours porter des lunettes de protection lors du fraisage.<br />
Respecter jointes ! impérativement les consignes de sécurité<br />
1. l'étau Monter ou la sur pièce le banc. à usiner Fixer avec le mandrin. les griffes de serrage dans<br />
2. usiner Alternativement, dans un étau il est de possible machine de et serrer de fixer la pièce l'étau à<br />
l'établi, avec les rainures en T. sur<br />
3. 4. Régler Serrer à la fond profondeur les vis de de serrage fraisage (3)et souhaitée.<br />
5. S'assurer que la fraise n'est pas en contact (4)(fig. avec 9).<br />
pièce à usiner.<br />
la<br />
6. 7. Mettre S'assurer la fraise que la sous broche tension tourne au à moyen la bonne de l'interrupteur vitesse.<br />
8. (3)(fig.1). Travailler avec une vitesse d'avancement adéquate.<br />
Remarque :<br />
jours Lors du dans fraisage, le sens s'assurer opposé à que la coupe l'avancement de la fraise se fait (fig. tou- 14).<br />
Attention !<br />
Le la main mouvement ! En cas d'avancement d'utilisation de doit la fraiseuse toujours être avec effectué le tour à<br />
du PD tour <strong>230</strong>/E, pour ne l'avancement pas se servir de de la l'avancement pièce à usiner. automatique<br />
blessures !<br />
Risque de<br />
Réparation et maintenance<br />
Attention !<br />
Débrancher la fiche d'alimentation sur secteur avant<br />
d'effectuer tout travail de réparation et de maintenance !<br />
Remplacement des courroies<br />
Lorsque cer vous-même. les courroies Vous sont pouvez usées, vous vous procurer pouvez des les courroies rempla-<br />
de se est rechange indiquée auprès au verso du service de ces central instructions PROXXON d'utilisation) (l'adres-<br />
2. 1. Dévisser Desserrer les la vis 3 vis 5(fig. 6(fig. 10) 13) pour et soulever détendre le la moteur. poulie 1.<br />
3. 4. Retirer Le remontage les courroies s'effectue et les dans remplacer. l'ordre inverse.
Réglage du jeu des glissières de la table<br />
composée<br />
composée Si, au bout devait d'un moment, se dérégler, le jeu vous de la avez glissière la possibilité de la table<br />
l'ajuster au moyen des vis de réglage 2(fig. 15). Pour de<br />
desserrer les contre-écrous 1et insérez toutes les vis cela,<br />
réglage de manière homogène, jusqu'à disparition du jeu. de<br />
Resserrez ensuite les contre-écrous.<br />
Réglage du jeu de la broche de la table<br />
composée<br />
tour Si le env. jeu de avec la broche une clé augmente, à douille 2(fig. serrer 16), l'écrou jusqu'à 1d'un ce que demi<br />
jeu disparaisse. Tournez la manette vers la droite, jusqu'àle<br />
élimination écrou) du jeu. Resserrez l'écrou 1(bloquer par contre-<br />
Remarque :<br />
varier voir la le vue jeu éclatée des filetages à la page de chaque 48. Il est broche possible en de déplaçant faire<br />
légèrement (rep. 25). l'écrou de la broche (rep. 3) avec la vis<br />
Graissage de l'appareil<br />
Pour respecter garantir le schéma une longue de graissage durée de sur vie la de fig. l'appareil,<br />
Graissage avant chaque séance de travail / B 17 : graissage (A :<br />
mensuel). sans acide. Utiliser uniquement de l'huile pour machines<br />
Après l'utilisation<br />
Attention !<br />
Avant le nettoyage, débrancher la fraiseuse. Risque de<br />
blessures !<br />
Après se avec l'utilisation, un chiffon nettoyer doux ou la un table pinceau. composée Puis, huiler et la fraiseument<br />
les glissières et répartir l'huile en déplaçant la légère-<br />
Ne jamais nettoyer la table composée à l'air comprimé, table.<br />
sous peine de casser les glissières avec les copeaux.<br />
Déclaration de conformité CE<br />
Nous produit déclarons, est conforme sous aux notre directives entière responsabilité, CE suivantes : que ce<br />
• Directives CE en matière de basse tension 73/23 CEE;<br />
93/68 CEE<br />
• DIN EN 61029 / 02.2001<br />
• DIN EN 61029 / 02.2001<br />
• Directive CE sur les machines 98/037 CEE<br />
• Directive CE sur la compatibilité électromagnétique<br />
89/336/CEE<br />
• DIN EN EN 55014-1 55014-2 / 09.2002<br />
• DIN EN 61000-3-2 08.2002<br />
• DIN EN 61000-3-3 / 12.2001 2002<br />
Jörg Wagner, ingénieur diplômé<br />
PROXXON S.A<br />
Service Sécurité des appareils<br />
- 15-
I<br />
- 16-<br />
Istruzioni per l’uso<br />
Fresatrice <strong>PF</strong> <strong>230</strong>/tavolo a croce<br />
KT <strong>230</strong>/<br />
Fresatrice con tavolo a croce <strong>FF</strong> <strong>230</strong><br />
Premessa Descrizione . . della . . . . macchina . . . . . . . . . . . . . . . . . . . . . . . . . . . . .16<br />
Panoramica complessiva tavolo fresatrice a croce <strong>PF</strong> <strong>230</strong> KT <strong>230</strong> (fig. (fig. 1) . 2)16 .16<br />
Dati tecnici della del tavolo fresatrice a croce <strong>PF</strong> KT <strong>230</strong> <strong>230</strong> . . . . . . . . . . . . . .17<br />
Montaggio Fissaggio della al tornio fresatrice PD <strong>230</strong>/E . . . . . . . . . . . . . . . . . . . . . .17<br />
Lavoro Montaggio con apparecchio della fresatrice di fresatura al tavolo . . a . croce . . . . . KT . . . <strong>230</strong> . . . .17<br />
precisione Regolazione . . . in . . altezza . . . . . . mediante . . . . . . . . avanzamento . . . . . . . . . . di<br />
Avanzamento mediante leva per l'avanzamento . . . . .17<br />
Inclinazione dell'albero portafrese . . . . . . . . . . . . . .17<br />
Montaggio Regolazione delle del numero pinze di di serraggio giri dell'albero . . . . . . . . . . . . . .18<br />
Riparazione Fresatura . . e . manutenzione . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .18<br />
Sostituzione Regolazione delle del gioco cinghie delle . . guide . . . . . del . . . tavolo . . . . . a . croce . . . . .18<br />
Regolazione del gioco dell’albero del tavolo a croce 19<br />
Lubrificazione della macchina . . . . . . . . . . . . . . . . .19 19<br />
Dichiarazione Dopo l’utilizzo di conformità . . . . . . . . . . . . . . . . . . . . . . . . . . . . .19<br />
Lista Fresatrice dei pezzi <strong>PF</strong> di <strong>230</strong> ricambio<br />
Tavolo a croce KT . <strong>230</strong> . . . . . . . . . . . . . . . . . . . . . . . . . .49 .47<br />
Premessa<br />
Gentile cliente!<br />
Queste relativo istruzioni tavolo a croce concernono KT <strong>230</strong>. la Si fresatrice rivolgono <strong>PF</strong> a clienti <strong>230</strong> ed che il<br />
hanno fresatura acquistato oppure entrambi il tavolo a sotto croce la oppure sigla <strong>FF</strong> l’apparecchio <strong>230</strong>. Indipendi<br />
dentemente manuale prima dalla di Sua iniziare scelta il lavoro legga con attentamente l’apparecchio questo<br />
attenga alle istruzioni date. Si attenga alle indicazioni e per si<br />
sicurezza e lavori sempre con una certa prudenza. la<br />
Descrizione della macchina<br />
precisione Offriamo le <strong>230</strong>: seguenti opzioni per il sistema di fresatura di<br />
KT <strong>230</strong>: 1. 2. Tavolo Istruzioni a croce per l’uso e norme di sicurezza<br />
<strong>PF</strong> <strong>230</strong>: 1. 2. Testa Colonna di fresatura, (Ø 34mm) completa<br />
3. Blocco fissaggio di fissaggio per tornitrice incluso materiale di<br />
4. Pinze risvoltodi<br />
fissaggio Ø 6, 8 e 10 mm, incluso dado a<br />
5. Tavolo sulla PD di <strong>230</strong>/E, fresatura incluso con scanalature materiale di a fissaggio T per il montaggio<br />
6. 7. Attrezzi <strong>Manual</strong>e per d’uso la manovra e prescrizioni di sicurezza<br />
<strong>FF</strong> <strong>230</strong>: 1. 2. Testa Colonna di fresatura, (Ø 34mm) completa<br />
3. Pinze risvoltodi<br />
fissaggio Ø 6, 8 e 10 mm, incluso dado a<br />
4. 5. Piatto Attrezzi mobile per la KT manovra <strong>230</strong><br />
6. <strong>Manual</strong>e d’uso e prescrizioni di sicurezza<br />
Panoramica complessiva fresatrice <strong>PF</strong> <strong>230</strong><br />
(fig. 1)<br />
1.Motore 2.Copertura 3.Interruttore 4.Tabella di accensione/spegnimento<br />
5.Vite 6.Vite di a testa fissaggio zigrinata del motore<br />
7.Dado a risvolto per pinza per copertura<br />
8.Vite di arresto per cannotto di serraggio<br />
10.Leva 9.Scala per graduata l'avanzamento per regolazione di profondità<br />
11.Colonna 12.Blocchetto (Ø di 34mm)<br />
13.Volantino per la fissaggio regolazione per tornio<br />
avanzamento di precisione in altezza con<br />
14.Vite 15.Scala di graduata arresto per per regolazione registrazione in altezza<br />
16.Piano di lavoro scanalato per tornio angolare<br />
(non compreso nella consegna della PD fresatrice <strong>230</strong>/E<br />
previsto solo per la <strong>PF</strong> <strong>230</strong>) <strong>FF</strong> <strong>230</strong>,<br />
Panoramica complessiva tavolo a croce<br />
KT <strong>230</strong> (Fig. 2)<br />
1.Volantino 2.Anello graduato per direzione X (distanza percorsa 170 mm)<br />
3.Piano 4.Foro per portapezzo fissaggio (270 sul tavolo mm x 80 mm)<br />
5.Piedino 6.Volantino di per supporto<br />
7.Carrello direzione Y (distanza percorsa 60 mm)<br />
8.Vite 9.Scala di graduata arresto<br />
10.Vite 11.Scanalature per bloccaggio a T colonna
mento La fresatrice con un PROXXON tavolo a croce <strong>PF</strong> <strong>230</strong> o con è utilizzabile un tornio in PROXXON abbina-<br />
PD tavolo <strong>230</strong>/E a croce). (in questo caso il carrello del tornio sostituisce il<br />
Dati tecnici della fresatrice <strong>PF</strong> <strong>230</strong><br />
Tensione: Potenza: 140 220 Watt – 240 Volt, 50/60 Hz<br />
Funzionamento di breve durata: 10 min.<br />
6 280, velocità 540, 780, dell'albero 910, 1710 mediante e 2500 spostamento g/min della cinghia:<br />
Corsa cannotto di regolazione verticale 30 200 mm<br />
Sviluppo dei rumori ≤70 mm<br />
Vibrazioni ≤2.5 dB(A) m/s2<br />
Misura Peso circa vedere 9 kg la fig. 3<br />
Solo locali per chiusi! funzionamento solo in<br />
Dati tecnici del tavolo a croce KT <strong>230</strong><br />
Piano Percorso di lavoro: di regolazione 270 mm x 80 mm<br />
in Percorso direzione di X: regolazione 170 mm<br />
in Peso: direzione Y: 60 9,5 mm<br />
Dimensione delle scanalature a T: vedere kg<br />
Distanza scanalature: 25 mmla<br />
fig. 4<br />
Avanzamento pro giro: grado: 1,5 0,05 mm mm<br />
Montaggio della fresatrice<br />
Fissaggio al tornio PD <strong>230</strong>/E<br />
1. 2. Fissare il blocchetto tornio su un di supporto fissaggio stabile.<br />
tornio 3(senza serrare le viti!) 1(fig. 5) con le viti 2al<br />
4. 3. Stringere la vite 4per 3(fig. bloccare 6) ed inserire la colonna. la colonna 1.<br />
5. Fissare il piano di lavoro scanalato 3(fig. 7) con le viti 2<br />
e i dadi quadri 1sul carrello del tornio.<br />
Montaggio della fresatrice al tavolo a croce KT <strong>230</strong><br />
Nota:<br />
Un lavoro sicuro ed esatto è possibile solo se l’apparec-<br />
chio stabile. è fissato correttamente su di un piano di lavoro<br />
1. Fissare il tavolo a croce sul piano di lavoro con 4 viti 1<br />
2. (M4, Per lavori non comprese eseguiti insieme nella consegna) alla fresatrice (fig 8).<br />
<strong>PF</strong> <strong>230</strong> inserire la colonna nella flangia e PROXXON<br />
viti 2.<br />
bloccarla con le<br />
La espansione: vite intermedia avvitando (tra le questa viti di vite fissaggio) l’apertura è una viene vite allargata ad<br />
leggermente facilmente. Al ed momento è possibile del introdurre fissaggio della la colonna colonna più<br />
allentata prestare attenzione (svitata).<br />
che questa vite venga nuovamente<br />
- 17-
Lavoro con apparecchio di fresatura<br />
Attenzione!<br />
Prima di eseguire qualsiasi lavoro di registrazione sulla<br />
fresatrice, elettrica! estrarre la spina di collegamento alla rete<br />
La può regolazione avvenire in in 2 altezza modi diversi dell'albero (fig. 9): portafrese della <strong>PF</strong> <strong>230</strong><br />
1. mediante avanzamento di precisione 1<br />
2. mediante la leva per l’avanzamento 2<br />
Regolazione in altezza mediante<br />
avanzamento di precisione<br />
2. 1. Regolare Allentare la l'altezza vite 3(fig. desiderata 9). tramite il volantino 1<br />
3. (1 Stringere giro corrisponde nuovamente ad la un vite avanzamento 3. pari a 1mm).<br />
Avanzamento mediante leva per l'avanzamento<br />
2. 1. Allentare la vite 6e 4(fig. azzerare 9).<br />
di nuovo la vite 6. la scala graduata 5. Serrare<br />
3. l'avanzamento Regolare l'altezza 2. desiderata tramite la leva per<br />
4. Stringere nuovamente la vite 4.<br />
Nota:<br />
l'altezza Con la leva ma per anche l'avanzamento forare. Durante non la si foratura può solo non regolare<br />
vite 4.<br />
serrare la<br />
Inclinazione dell'albero portafrese<br />
assi. L'albero Per portafrese l'inclinazione completo intorno può all'asse venire verticale, inclinato allentare di due<br />
vite 4(fig. 6) e orientare la colonna completamente nella la<br />
posizione Per l'inclinazione desiderata. intorno Stringere all'asse nuovamente longitudinale, la vite.<br />
vite 1(fig. 10) e orientare l'albero portafrese. Impostare allentare illa<br />
grado la vite desiderato 1. sulla scala graduata 2e serrare di nuovo<br />
- 18-<br />
Montaggio delle pinze di serraggio<br />
Attenzione!<br />
Non inserire mai la pinza di serraggio da sola nell'albero!<br />
Innestare Controllare sempre che la la pinza pinza di di serraggio serraggio e la prima fresa nel abbiano dado!<br />
sempre il giusto diametro.<br />
Tenere prevede inoltre pinze presente di serraggio che con la nostra dimensioni gamma diverse di accessori<br />
quelle incluse nella consegna. Tutte le pinze sono riportate da<br />
nel Per nostro ulteriori catalogo informazioni per gli rivolgersi attrezzi.<br />
Assistenza al Cliente. al nostro Servizio di<br />
1. 2. Introdurre Allentare il la dado pinza a risvolto di serraggio 7(fig. desiderata 11).<br />
risvolto e farla scattare in posizione. 2nel dado a<br />
3. nell'albero Introdurre il e dado stringerlo a risvolto leggermente con la pinza a mano. di serraggio<br />
4. 5. Bloccare Introdurre l'albero la fresa portafrese nella pinza tramite di serraggio.<br />
nella fornitura e serrare il dado a risvolto. la chiave compresa<br />
6. risvolto Per rimuovere e staccare la pinza la fresa. di serraggio, allentare il dado a<br />
7. serraggio Rimuovere completa ora il dado dall'albero a risvolto portafrese. con la pinza di<br />
8. pressione Sganciare sul la pinza lato 3(fig. di serraggio 11) ed estrarla esercitando dal dado una leggera<br />
risvolto.<br />
a<br />
Regolazione del numero di giri dell'albero<br />
Attenzione!<br />
Prima di eseguire qualsiasi lavoro di registrazione sulla<br />
elettrica! fresatrice, estrarre la spina di collegamento alla rete<br />
Spostando complessivamente le cinghie 6 velocità di trasmissione dell’albero si possono (fig. 12 a/b): impostare<br />
540, 780, 910, 1710 e 2500 g/min. 280,<br />
Nota:<br />
Tendere tesa infatti le cinghie compromette solo leggermente! sia il motore Una sia il cinghia meccanismo troppo<br />
della macchina!<br />
1. copertura Allentare la 7. vite a testa zigrinata 4(fig.10) e aprire la<br />
2. per Allentare allentare la vite la puleggia 5di ca. 2 1. giri, con una chiave a brugola,<br />
3. 4. Spingere Applicare la entrambe puleggiale 1con cinghie il tendicinghia sulla posizione 8al desiderata.<br />
del set di ruote verso l'esterno, finché la cinghia di sotto<br />
tesa. Serrare la vite 5. non è<br />
5. forme, Nel caso è possibile in cui le cinghie tendere fossero la cinghia tese superiore in modo separa- non uni-<br />
motore tamente. 3verso A questo l'esterno scopo fino allentare a quando la vite la 2e cinghia premere il<br />
6. superiore Stringere nuovamente si tenderà. la vite 2.<br />
Attenzione:<br />
La mentre copertura la fresatrice della puleggia è in funzione!<br />
deve restare sempre chiusa
Fresatura<br />
Attenzione!<br />
Durante i lavori di fresatura portare sempre gli occhiali<br />
protettivi. sicurezza accluse! Osservare scrupolosamente le norme di<br />
1. serraggio, Bloccare bene nella il morsa pezzo oppure da lavorare nel mandrino con staffe montato di<br />
carrello del tornio.<br />
sul<br />
2. morsa In alternativa da macchina si può serrare e fissare il la pezzo morsa da per lavorare mezzo in delle una<br />
3. scanalature Regolare la profondità a T sul piano di fresatura di lavoro.<br />
4. Serrare le viti di arresto 3e4(fig. 9). desiderata.<br />
5. pezzo Assicurarsi da lavorare. che la fresa non venga a contatto con il<br />
6. giusta. Assicurarsi che l'albero sia impostato alla velocità<br />
7. Mettere in funzione la fresa premendo l'interruttore 3<br />
8. (fig.1). Lavorare con l'avanzamento adeguato<br />
Nota:<br />
sempre Durante in la senso fresatura opposto accertarsi alla direzione che l’avanzamento di taglio della avvenga<br />
(fig. 14)<br />
fresa<br />
Attenzione!<br />
Eseguire l'utilizzo della sempre fresatrice l'avanzamento in combinazione solo manualmente! con il tornio Con<br />
PD tramite <strong>230</strong>/E l'avanzamento è necessario automatico che l'avanzamento del tornio. non Pericolo abbia luogo<br />
lesioni!<br />
di<br />
Riparazione e manutenzione<br />
Attenzione!<br />
Prima di eseguire qualsiasi lavoro di riparazione e<br />
manutenzione, sfilare la spina di alimentazione corrente!<br />
Sostituzione delle cinghie<br />
In bisogno caso di di usura assistenza. le cinghie Le cinghie possono di venire ricambio sostituite si possono senza<br />
ordinare (l'indirizzo presso si trova il Centro sul retro di del Assistenza presente PROXXON manuale).<br />
2. 1. Allentare la le vite 3 viti 5(fig.13), 6(fig.13) per e togliere allentare il motore. la puleggia 1.<br />
3. 4. Ora L'assemblaggio si può staccare avviene la cinghia nella successione e sostituirla. inversa.<br />
Regolazione del gioco delle guide del<br />
tavolo a croce<br />
Se o troppo con il poco tempo gioco, la guida lo si del potrà tavolo registrare a croce tramite avesse le troppo<br />
registro 2(fig.5). A tale scopo svitare il controdado 1ed viti di<br />
avvitare quando non in modo avranno uniforme più gioco. tutte le Riavvitare viti di regolazione il controdado. fino a<br />
Regolazione del gioco dell’albero del<br />
tavolo a croce<br />
Se mezzo dovesse giro il aumentare dado 1, servendosi il gioco dell’albero, di un adattatore allentare 2(fig. di<br />
16), volantino sino ad verso eliminare destra completamente fino ad eliminare il gioco. il gioco. Girare Stringere poi il<br />
nuovamente il dado 1(fissare).<br />
Nota:<br />
filettature Vedere vista del esplosa mandrino a pagina può essere 48: Il raggiunto, gioco nelle se varie<br />
rio, anche con un leggero avanzamento della madrevite necessa-<br />
pos. 3 nella vite pos. 25.<br />
Lubrificazione della macchina<br />
Per schema garantire di lubrificazione una lunga durata nella fig.17 della (A: macchina, lubrificazione osservare prima lo<br />
solo di cominciare olio per macchine il lavoro / senza B: lubrificazione acidi. mensile). Utilizzare<br />
Dopo l’utilizzo<br />
Attenzione!<br />
Prima di effettuare la pulizia della fresatrice staccare la<br />
spina dalla presa di corrente. Pericolo di lesioni!<br />
Dopo con uno aver straccio utilizzato o un il tavolo pennello. a croce Al termine e la fresatrice lubrificare pulirli<br />
leggermente ed indietro il tavolo. le guide Non e distribuire pulire mai l’olio il tavolo spostando a croce avanti<br />
aria compressa perché le guide potrebbero rompersi con<br />
causa di eventuali trucioli che vi si infilassero.<br />
a<br />
- 19-
E<br />
Instrucciones de Servicio<br />
Fresadora <strong>PF</strong> <strong>230</strong>/Carro en cruz<br />
KT <strong>230</strong>/<br />
Fresadora con carro en cruz <strong>FF</strong> <strong>230</strong><br />
Preámbulo Descripción . de . . la . . máquina . . . . . . . . . . . . . . . . . . . . . . . . . . . . .20<br />
Vista de conjunto de del la carro fresadora en cruz <strong>PF</strong> KT <strong>230</strong> <strong>230</strong> (Fig. (Fig. 1) 2) . . .20<br />
Datos técnicos de del la carro fresadora en cruz <strong>PF</strong> KT <strong>230</strong> <strong>230</strong> . . . . . . . . . . .21<br />
Montaje Fijación de al la torno fresadora PD <strong>230</strong>/E . . . . . . . . . . . . . . . . . . . . . . . .21<br />
Trabajos Montaje con de el la dispositivo fresadora al de carro fresado en cruz . . . . KT . . <strong>230</strong> . . . . . . .21<br />
Ajuste de altura por medio de avance de precisión .21<br />
Avance Giro del por husillo medio de la de fresadora la palanca . . de . . taladrar . . . . . . . . . . . . .21<br />
Montaje Ajuste del de número las pinzas de revoluciones portapieza . del . . . husillo . . . . . . . . . . .22<br />
Reparación Fresado . . y . . mantenimiento . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .22<br />
Cambio Ajuste del de juego las correas de las guías . . . . . del . . . carro . . . . en . . . cruz . . . . . . . .22<br />
Ajuste del juego del husillo del carro en cruz . . . . . .23<br />
Lubricación de la máquina . . . . . . . . . . . . . . . . . . . .23<br />
Declaración Después del de conformidad uso . . . . . . . . . . . . . . . . . . . . . . . . . . .23<br />
Lista Fresadora de piezas <strong>PF</strong> de <strong>230</strong> repuesto<br />
Carro en cruz KT <strong>230</strong> . . . . . . . . . . . . . . . . . . . . . . . . . .49 .47<br />
Preámbulo<br />
Estimado cliente:<br />
Este cruz correspondiente manual trata de la KT fresadora <strong>230</strong>. Está <strong>PF</strong> pensado <strong>230</strong> y del para carro nuestros en<br />
clientes o ambos que elementos hayan adquirido juntos bajo el carro la denominación en cruz, la fresadora<br />
Sin importar por qué opción se haya decidido: Lea <strong>FF</strong> este <strong>230</strong>.<br />
manual y observe atentamente las instrucciones. antes de Respete poner en de marcha manera su especial aparato<br />
las debido indicaciones cuidado. de seguridad y trabaje siempre con el<br />
- 20-<br />
Descripción de la máquina<br />
Con el sistema de fresado fino <strong>230</strong> le ofrecemos las<br />
siguientes opciones:<br />
KT <strong>230</strong>: 1. 2. Carro <strong>Manual</strong> en de cruz instrucciones y normas de seguridad<br />
<strong>PF</strong> <strong>230</strong>: 1. 2. Columna Cabezal portafresa, (Ø 34mm) completo<br />
3. 4. Bloque Pinza portapieza de sujeción Ø 6, para 8 y torno, 10 mm, incl. incl. material tuerca de de sujeción<br />
5. Mesa de la fresadora con ranuras T para el montaje racor<br />
la PD <strong>230</strong>/E, incl. material de sujeción en<br />
6. 7. Herramienta <strong>Manual</strong> de instrucciones de manejo y normas de seguridad<br />
<strong>FF</strong> <strong>230</strong>: 1. 2. Columna Cabezal portafresa, (Ø 34mm) completo<br />
3. 4. Mesa Pinza portapieza de cruz KT Ø <strong>230</strong> 6, 8 y 10 mm, incl. tuerca de racor<br />
5. 6. Herramienta <strong>Manual</strong> de instrucciones de manejo y normas de seguridad<br />
Vista de conjunto de la fresadora <strong>PF</strong> <strong>230</strong><br />
(Fig. 1)<br />
1.Motor 2.Cubierta 3.Conector/desconector 4.Tabla 5.Tornillo 6.Tornillo para moleteado la fijación para del la cubierta motor<br />
7.Tuerca 8.Tornillo de de racor apriete para para la pínula pinza portapieza<br />
10.Palanca 9.Escala para de taladrar el ajuste en profundidad<br />
11.Columna 12.Bloque de (Ø fijación 34mm)<br />
13.Rueda de ajuste para para el el ajuste torno<br />
precisión de altura con avance de<br />
14.Tornillo 15.Escala para de apriete el ajuste para del el ángulo ajuste de altura<br />
16.Mesa (no figura de fresadora en el volumen para el de torno suministro PD <strong>230</strong>/E<br />
<strong>FF</strong> <strong>230</strong>, sino sólo en <strong>PF</strong> <strong>230</strong>) de la fresadora<br />
Vista de conjunto del carro en cruz KT <strong>230</strong><br />
(Fig. 2)<br />
1.Volante desplazamiento manual para 170 mm) la dirección X (recorrido de<br />
2.Anillo 3.Mesa índice<br />
4.Agujero de para trabajo la fijación (270 mm de x la 80 mesa mm)<br />
5.Base 6.Volante desplazamiento manual para 60 mm) la dirección Y (recorrido de<br />
7.Soporte 8.Tornillo 9.Escala de apriete<br />
10.Tornillo 11.Ranuras para en Tsujeción<br />
de columna<br />
La combinación fresadora <strong>PF</strong> con <strong>230</strong> un de carro PROXXON en cruz o puede el torno utilizarse PD <strong>230</strong>/E en<br />
PROXXON (aquí, el soporte del torno reemplaza al carro de<br />
cruz).<br />
en
Datos técnicos de la fresadora <strong>PF</strong> <strong>230</strong><br />
Tensión: 220 50/60Hz – 240 voltios,<br />
Potencia: Servicio de corta duración 140 10 min. vatios<br />
6 280, números 540, 780, de revoluciones 910, 1710 y 2500 del husillo r.p.m. doblando la correa:<br />
Carrera Recorrido de ajuste pínulavertical 30 200 mm.<br />
Emisión de ruido ≤70 mm.<br />
Vibraciones ≤2.5 dB(A) m/s2<br />
Medidas Peso 9 véase kg aprox. la fig. 3<br />
¡Sólo recintos para cerrados! el funcionamiento en<br />
Datos técnicos del carro en cruz KT <strong>230</strong><br />
Superficie Recorrido de de ajuste trabajo: en dirección X: 270 170 mm mm. x 80 mm<br />
Recorrido Peso: de ajuste en dirección Y: 9,5 60 mm.<br />
Medidas de las ranuras en T: véase kg.<br />
Distancia de ranuras: 25 mm. la fig. 4<br />
Avance por giro: raya divisoria: 1,5 0,05 mm. mm.<br />
Montaje de la fresadora<br />
Fijación al torno PD <strong>230</strong>/E<br />
1. 2. Fije el bloque torno sobre de fijación una base 1(fig. estable.<br />
torno 3(¡no apriete aún los tornillos!) 5) con los tornillos 2al<br />
3. 4. Apriete el tornillo 3(fig. 4para 6) fijar e introduzca la columna. la columna 1.<br />
5. las Fije tuercas la mesa cuadradas de fresadora 1, sobre 3(fig. el 7), soporte con los del tornillos torno. 2y<br />
Montaje de la fresadora al carro en cruz KT <strong>230</strong><br />
Indicación:<br />
Sólo es posible trabajar de forma segura y precisa si el<br />
aparato trabajo estable. está fijado correctamente sobre una superficie de<br />
1. 4 Fije tornillos el carro 1(M4, en cruz no a incluidos la superficie en el de volumen trabajo de utilizando<br />
2. suministro) Al trabajar conjuntamente (Fig. 8).<br />
<strong>PF</strong> <strong>230</strong>, introducir la columna con en la fresadora la brida y sujetar PROXXON<br />
los tornillos 2.<br />
con<br />
El tornillo tornillo de intermedio ajuste: enroscando (entre los este tornillos tornillo, de fijación) la abertura es un<br />
dilata un poco y la columna se deja introducir con másse<br />
facilidad. deberá olvidar ¡Al enclavar de volver la columna, a aflojar (desenroscar) bajo ningún concepto este se<br />
tornillo!<br />
Trabajos con el dispositivo de fresado<br />
¡Atención!<br />
¡Antes de todos los trabajos de ajuste en la fresadora,<br />
extraiga el enchufe de la red!<br />
La de altura dos maneras del husillo (fig. de 9): la fresadora <strong>PF</strong> <strong>230</strong> puede ajustarse<br />
1. Mediante el avance de precisión 1<br />
2. Mediante la palanca de taladrar 2<br />
Ajuste de la altura mediante el avance de<br />
precisión<br />
1. 2. Con Afloje la el rueda tornillo de 3(fig. ajuste 9).<br />
deseada (1 vuelta corresponde 1 puede a ajustarse 1mm de la avance). altura<br />
3. Apriete necesariamente el tornillo 3.<br />
Avance por medio de la palanca de<br />
taladrar<br />
1. 2. Afloje el tornillo 6y 4(fig. ponga 9).<br />
apretar el tornillo 6. la escala 5 a cero. Vuelva a<br />
3. 4. Ajuste Vuelva la a apretar altura deseada el tornillo con 4. la palanca de taladrar 2.<br />
Indicación:<br />
Con altura, la sino palanca que de también taladrar es no posible sólo puede taladrar. ajustarse Al taladrar, la<br />
apriete el tornillo 4.<br />
no<br />
Giro del husillo de la fresadora<br />
El alrededor conjunto de del dos husillo ejes. de Para la fresadora girar alrededor puede del girarse<br />
afloje el tornillo 4(fig. 6) y gire la columna por completo eje vertical,<br />
hasta tornillo. la posición deseada. Después, vuelva a apretar el<br />
Para girar alrededor del eje longitudinal, afloje el tornillo 1<br />
de (fig. grados 10) y gire deseado el husillo en la de escala la fresadora. 2y vuelva Ajuste a apretar el número<br />
tornillo 1.<br />
el<br />
- 21-
Montaje de las pinzas portapieza<br />
¡Atención!<br />
¡No introduzca nunca la pinza portapieza sola en el husillo!<br />
¡Encastre Procure en siempre todo momento primero la que pinza la pinza portapieza portapieza en la y tuerca!<br />
fresa posean el diámetro apropiado. la<br />
Por portapieza favor observe suministradas lo siguiente: podrá Además obtener de otros las tamaños pinzas<br />
diferentes especifican en en nuestro nuestro surtido catálogo de accesorios. de aparatos. Éstos se<br />
Si servicio tuviera de más atención preguntas, al cliente. no dude en dirigirse a nuestro<br />
2. 1. Coloque Suelte la la tuerca pinza de portapieza racor 7(fig. 2deseada 11).<br />
racor y deje que encastre. en la tuerca de<br />
3. husillo Introduzca y enrósquela la tuerca de ligeramente racor con a pinza mano. portapieza en el<br />
4. 5. Bloquee Introduzca el la husillo fresa de en la la fresa pinza con portapieza.<br />
que se adjunta al suministro y apriete la ayuda la tuerca de la de llave<br />
6. Para retirar la pinza portapieza, afloje la tuerca de racor racor.<br />
7. y A retire continuación, la fresa.<br />
portapieza por completo retire la tuerca del husillo de racor de la con fresadora. pinza<br />
8. presión Desencastre lateral la pinza portapieza mediante una ligera<br />
3 (fig. 11) y retírela de la tuerca de racor.<br />
Ajuste del número de revoluciones del<br />
husillo<br />
¡Atención!<br />
¡Antes de todos los trabajos de ajuste en la fresadora,<br />
extraiga el enchufe de la red!<br />
Invirtiendo 6 números la de correa revoluciones motriz pueden del husillo ajustarse (fig. 12 un a/b): total 280, de<br />
540, 780, 910, 1710 y 2500 r.p.m.<br />
Indicación:<br />
tensa ¡Tense carga la correa el motor sólo ligeramente! y la mecánica ¡Una de la correa máquina! demasiado<br />
1. 2. Afloje aprox. el tornillo 2 vueltas moleteado el tornillo 4(fig.13) 5con y abra llave la de cubierta macho 7.<br />
3. hexagonal, Coloque las a dos fin de correas destensar sobre la la polea posición 1.<br />
4. Apriete la polea 1hacia afuera con el tensor deseada.<br />
debajo del juego de ruedas hasta que la correa 8de secorrea<br />
5. encuentre Si no fuese tensa. uniforme Apriete la tensión el tornillo de las 5.<br />
correa superior podrá tensarse por separado. dos correas, Para la<br />
afloje el tornillo 2y apriete el motor 3hacia afuera hasta ello,<br />
6. que Vuelva esté a apretar tensa la el correa tornillo superior. 2.<br />
Atención:<br />
cerrado ¡El recubrimiento durante el de funcionamiento! la correa siempre debe encontrase<br />
- 22-<br />
Fresado<br />
¡Atención!<br />
Al fresar, lleve siempre puestas unas gafas protectoras.<br />
que ¡Tenga se necesariamente adjuntan! en cuenta las normas de seguridad<br />
1. banco Fije bien o sobre la pieza el de soporte trabajo del con plato garras, de torno tornillo montado de<br />
2. sobre Alternativamente el carro de podrá torno.<br />
trabajo en un tornillo portapieza también y sujetar fijar éste la pieza sobre de<br />
mesa de trabajo con la ayuda de las ranuras en T. la<br />
3. 4. Ajuste Apriete la los profundidad tornillos 3y4(fig. de fresado 9). deseada.<br />
5. 6. Asegúrese de que esté la fresa ajustado no toca el la número pieza de detrabajo.<br />
7. revoluciones Conecte la fresa correcto en el del interruptor husillo.<br />
8. Trabaje con avance ajustado 3(fig.1).<br />
¡Indicación!<br />
Durante realizado el siempre fresado, en preste sentido atención contrario a que al del el avance corte de sea<br />
fresa (fig. 14)<br />
la<br />
¡Atención!<br />
utilizar ¡Realice la el fresadora avance siempre en combinación de forma con manual! el torno En caso PD <strong>230</strong>/E, de<br />
el automático avance no del deberá torno. realizarse ¡Peligro de por lesiones! medio del avance<br />
Reparación y mantenimiento<br />
¡Atención!<br />
¡Antes de todos los trabajos de reparación y mantenimien-<br />
to, extraiga el enchufe de contacto a la red!<br />
Cambio de las correas<br />
Si Ud. estuviesen mismo. La desgastadas correa de repuesto las correas, se la podrá suministra cambiarlas<br />
servicio central de PROXXON (dirección al dorso de el<br />
instrucciones).<br />
estas<br />
2. 1. Afloje los el tornillo 3 tornillos 5(fig.13) 6(fig.13) para y destensar levante el la motor. polea 1.<br />
3. 4. Ahora El ensamblaje podrá retirar se realiza las correas en el orden y cambiarlas. inverso.
Ajuste del juego de las guías del carro en<br />
cruz<br />
tar En caso o disminuir de que, el con juego el de paso una del guía tiempo, del carro llegara en a cruz, aumen-<br />
podrá reajustar este juego mediante los tornillos de ajuste se<br />
2 todos (fig. 15). los tornillos Afloje para de ajuste ello las de contratuercas manera uniforme 1y enrosque<br />
eliminar el juego. A continuación, apriete nuevamente hasta<br />
contratuercas.<br />
las<br />
Ajuste del juego del husillo del carro en<br />
cruz<br />
Si llegara a aumentar el juego del husillo, afloje la tuerca 1<br />
dándole hasta que media el juego vuelta sea con eliminado. una llave Gire de seguidamente vaso 2(fig. 16),<br />
volante manual hacia la derecha hasta eliminar el juego. el<br />
Finalmente (contraapretar). vuelva a apretar la tuerca 1con firmeza<br />
Observación:<br />
también Véase el es despiece posible en alcanzar la página el juego 48: En en caso las respectivas de necesidad,<br />
roscas del husillo del (Pos. husillo 3) mediante con el tornillo aproximación (Pos 25). leve de la tuerca<br />
Lubricación de la máquina<br />
Para tener garantizar en cuenta una el plan larga de vida lubricación útil de la representado máquina, sírvase<br />
fig. 17(A: aceitado antes de cada comienzo de trabajo en la<br />
B: aceitado mensual). Utilice para ello sólo un aceite para /<br />
máquinas sin ácido.<br />
Después del uso<br />
¡Atención!<br />
Antes de limpiar la fresadora, extraiga el enchufe de la red.<br />
¡Peligro de lesiones!<br />
Después un paño blando del uso, o limpie con un el pincel. carro en Seguidamente, cruz y la fresadora aceite con<br />
guías ligeramente y reparta el aceite poniendo el carro en las<br />
movimiento. comprimido; No con limpie ello evitará el carro que en las cruz virutas jamás que con penetren aire<br />
destruyan las guías.<br />
Declaración de conformidad de la UE<br />
Declaramos, producto cumple bajo las nuestra disposiciones responsabilidad, de las directrices que este<br />
siguientes:<br />
EG<br />
• DIN EN 61029 / 02.2001<br />
• Directriz de máquinas EG 98/037/EWG<br />
• DIN EN 61029 / 02.2001<br />
• Directriz EG-EMV 89/336/EWG<br />
• DIN EN EN 55014-1 55014-2 / 09.2002<br />
• DIN EN 61000-3-2 08.2002<br />
• DIN EN 61000-3-3 / 12.2001 2002<br />
• Directriz de baja tensión EG 73/23/EWG; 93/68/EWG<br />
Ingeniero, Jörg Wagner<br />
PROXXON S.A.<br />
Esfera de actividades: seguridad de aparatos<br />
- 23-
NL<br />
- 24-<br />
Gebruiksaanwijzing<br />
Frees <strong>PF</strong> <strong>230</strong>/kruisslede KT <strong>230</strong>/<br />
Frees met kruisslede <strong>FF</strong> <strong>230</strong><br />
Voorwoord Beschrijving . van . . . de . . . machine . . . . . . . . . . . . . . . . . . . . . . . . . . .24<br />
Overzicht frees <strong>PF</strong> <strong>230</strong> (afb. 1) . . . . . . . . . . . . . . . . .24<br />
Overzicht kruisslede KT <strong>230</strong> (afb. 2) . . . . . . . . . . . . .24<br />
Technische gegevens van de frees <strong>PF</strong> <strong>230</strong> . . . . . . . .25 .24<br />
Montage Technische van de gegevens frees . . van . . . . de . . kruisslede . . . . . . . . KT . . . <strong>230</strong> . . . . . . .25<br />
Montage Monteren van op de de draaibank frees op de PD kruisslede <strong>230</strong>/E . . KT . . . <strong>230</strong> . . . . . . .25<br />
Werken met de freesinrichting . . . . . . . . . . . . . . . . . . .25<br />
Hoogteverstelling Aanzet via boorhefboom via fijnaanzet . . . . . . . . . . . . . . . . . . . . .25<br />
Zwenken Montage van van de freesspil spantangen . . . . . . . . . . . . . . . . . . . . . . .26 .25<br />
Frezen Instellen . . . van . . . toerental . . . . . . . . van . . . de . . spil . . . . . . . . . . . . . . . . . .26<br />
Reparaties Riemen vervangen en onderhoud . . . . . . . . . . . . . . . . . . . . . . . . . .26<br />
Speling van van de de geleidingen spil van de van kruisslede de kruisslede afstellen afstellen27<br />
Smeren van de machine . . . . . . . . . . . . . . . . . . . . .27<br />
Conformiteitsverklaring Na het gebruik . . . . . . . . . . . . . . . . . . . . . . . . . . . . .27<br />
Lijst Frees met <strong>PF</strong> reserveonderdelen<br />
Kruisslede <strong>230</strong> KT . <strong>230</strong> . . . . . . . . . . . . . . . . . . . . . . . . . . . . .49 .47<br />
Voorwoord<br />
Geachte klant,<br />
in passende deze gebruiksaanwijzing kruisslede KT <strong>230</strong> worden behandeld. de <strong>PF</strong> De <strong>230</strong> gebruiksaan- en de bijwijzing<br />
freesinrichting is bedoeld of beide voor tezamen onze klanten als <strong>FF</strong> die <strong>230</strong> de hebben kruisslede, de<br />
gekocht. nauwkeurig In ieder door voordat geval geldt: u het lees apparaat deze gebruiksaanwijzing<br />
houdt u zich aan de voorschriften. Neem in met bedrijf name stelt deen<br />
veiligheidsaanwijzingen nodige zorgvuldigheid. in acht en werk altijd met de<br />
Beschrijving van de machine<br />
Voor het fijnfreessysteem <strong>230</strong> zijn de volgende opties<br />
verkrijgbaar:<br />
KT <strong>230</strong>: 1. 2. Kruisslede Gebruiksaanwijzing en veiligheidsvoorschriften<br />
<strong>PF</strong> <strong>230</strong>: 1. 2. Zuil Freeskop, (Ø 34mm) compleet<br />
3. Bevestigingsblok bevestigingsmateriaal voor draaimachine, incl.<br />
4. 5. Spantangen Freestafel met Ø T-groeven 6, 8 en 10 voor mm, montage incl. wartelmoer<br />
<strong>230</strong>/E, incl. bevestigingsmateriaal aan de PD<br />
6. 7. Bediengereedschap Gebruiksaanwijzing en veiligheidsvoorschriften<br />
<strong>FF</strong> <strong>230</strong>:<br />
1. 2. Zuil Freeskop, (Ø 34mm) compleet<br />
3. 4. Spantangen KruistafelKT Ø <strong>230</strong> 6, 8 en 10 mm, incl. wartelmoer<br />
5. 6. Bediengereedschap Gebruiksaanwijzing en veiligheidsvoorschriften<br />
Overzicht frees <strong>PF</strong> <strong>230</strong> (afb. 1)<br />
1.Motor 2.Afdekkap 3.Aan-/ 4.Tabel uit-schakelaar<br />
5.Bout 6.Kartelschroef voor bevestiging voor afdekkap van motor<br />
7.Wartelmoer 8.Klembout voor voor spil spantang<br />
9.Schaal voor instelling van diepte de losse kop<br />
10.Boorhefboom 11.Kolom 12.Bevestigingsblok (Ø 34 mm)<br />
13.Handwiel voor hoogteverstelling voor draaibank<br />
14.Klembout voor hoogteverstellingmet<br />
fijnaanzet<br />
15.Schaal 16.Freestafel voor voor hoekstelling<br />
(niet meegeleverd draaibank bij de frees PD <strong>230</strong>/E<br />
maar alleen bij <strong>PF</strong> <strong>230</strong>) <strong>FF</strong> <strong>230</strong>,<br />
Overzicht kruisslede KT <strong>230</strong> (afb. 2)<br />
1.Handwiel 2.Schaalringvoor<br />
X-richting (traject 170 mm)<br />
3.Werktafel 4.Gat voor tafelbevestiging (270 mm x 80 mm)<br />
5.Voet 6.Handwiel 7.Support voor Y-richting (traject 60 mm)<br />
8.Klembout<br />
10.Schroef 9.Schaal<br />
11.T-groeven voor vastklemmen kolom<br />
De binatie PROXXON met een frees kruisslede <strong>PF</strong> <strong>230</strong> of kan de worden PROXXON gebruikt draaibank in com-<br />
draaibank PD <strong>230</strong>/E (in de het functie laatste van geval de kruisslede neemt het over). support van de
Technische gegevens van de frees <strong>PF</strong> <strong>230</strong><br />
Spanning: Vermogen: 140 220 watt – 240 volt, 50/60Hz<br />
Korte-tijdbedrijf 10 min.<br />
280, 6 toerentallen 540, 780, van 910, de 1710 spil en door 2500/min omleggen van de riem:<br />
Spilslag Verticaal van steltraject de losse kop 30 200 mm<br />
Geluidsniveau ≤70 mm<br />
Trillingen ≤2,5 dB(A) m/s2<br />
Afmetingen Gewicht ca. zie afb. 9 kg3<br />
Alleen ruimtes! bij gebruik in gesloten<br />
Technische gegevens van de kruisslede<br />
KT <strong>230</strong><br />
Werkvlak: Instelbereik in X-richting: 270 170 mm mmx<br />
80 mm<br />
Instelbereik Gewicht: in Y-richting: 9,5 60 mm<br />
Maten van de T-groeven: zie afb. kg<br />
Groefafstand: 25 mm 4<br />
Aanzet per omwenteling: streepje: 1,5 0,05 mm mm<br />
Montage van de frees<br />
Monteren op de draaibank PD <strong>230</strong>/E<br />
2. 1. Monteer Bevestig bevestigingsblok de draaibank op een 1(afb. stabiele 5) met ondergrond.<br />
draaibank 3(draai de bouten nog niet vast!) bouten 2op de<br />
4. 3. Draai bout 4aan 3(afb. om 6) vast de kolom en steek vast kolom te zetten. 1erin.<br />
5. vierkantmoeren Monteer de freestafel 3(afb. 7) met de bouten 2en de<br />
1 op het support van de draaibank.<br />
Montage van de frees op de kruisslede KT <strong>230</strong><br />
Aanwijzing:<br />
Veilig en nauwkeurig werken is alleen mogelijk, als het<br />
apparaat bevestigd. op de juiste wijze op een stabiel werkvlak wordt<br />
1. Bevestig de kruisslede met 4 bouten 1<br />
2. (M4, Steek niet bij meegeleverd) werkzaamheden op in het combinatie werkvlak (afb. met de 8).<br />
kolom PROXXON met bouten frees <strong>PF</strong> 2vast. <strong>230</strong> de kolom in de flens en klem de<br />
De vaststelbouten) in het midden is liggende een spreidbout: schroef door (tussen naar de<br />
draaien van deze schroef wordt de opening iets binnen<br />
de zuil kan beter worden ingevoerd. Bij het klemmen gewijd van en<br />
de wordt zuil losgemaakt in ieder geval (eruit erop gedraaid)! letten dat deze schroef dan weer<br />
Werken met de freesinrichting<br />
Let op!<br />
Trek vóór instelwerkzaamheden aan de frees steeds de<br />
stekker eruit!<br />
De worden hoogte versteld van de (afb. freesspil 9): <strong>PF</strong> <strong>230</strong> kan op 2 manieren<br />
1. Door de fijnaanzet 1 2. Door de boorhefboom 2<br />
Hoogteverstelling via fijnaanzet<br />
1. 2. Stel Draai met bout het 3(afb. handwiel 9) los.<br />
(1 slag komt overeen met 1de een gewenste aanzet van hoogte 1 mm). in<br />
3. Vergeet niet bout 3weer aan te draaien.<br />
Aanzet via boorhefboom<br />
1. 2. Draai bout 6los 4(afb. en 9) stel los. schaal 5op nul in. Draai bout 6<br />
3. weer Stel met vast. de boorhefboom 2 4. Draai bout 4weer vast. de gewenste hoogte in.<br />
Aanwijzing:<br />
boom Behalve ook voor voor het boren instellen worden van gebruikt. de hoogte Draai kan de bij boren boorhef-<br />
bout 4niet vast.<br />
Zwenken van freesspil<br />
Draai De gehele voor freesspil zwenken kan om om de hoogteas twee assen bout worden 4(afb. gezwenkt.<br />
zwenk de gehele kolom in de gewenste stand. Draai 6) los veren<br />
volgens Draai voor de zwenken bout weer om vast.<br />
zwenk de freesspil. Stel de lengteas gewenste bout hoek 1(afb. op schaal 10) los 2in en<br />
en draai bout 1weer vast.<br />
- 25-
Montage van de spantangen<br />
Let op!<br />
Steek de spantang nooit alleen in de spil! Klik de spantang<br />
altijd van de eerst spantang in de moer! en de Zorg freesbeitel er altijd bij voor elkaar dat passen. de diameters<br />
Let dere op: formaten behalve in de ons meegeleverde accessoire-assortiment spantangen verkrijgbaar. zijn ook an-<br />
Deze Neem staan bij eventuele vermeld vragen in onze contact catalogus.<br />
service. op met onze klanten-<br />
1. Draai de wartelmoer 7 2. Leg de gewenste spantang (afb. 2in 11) los.<br />
deze vastklikken. de wartelmoer en laat<br />
3. het Steek geheel de wartelmoer met de hand met licht de spantang vast. in de spil en draai<br />
4. 5. Blokkeer Geleid de met freesbeitel behulp in van de de spantang.<br />
freesspil en draai de wartelmoer meegeleverde vast. sleutel de<br />
6. los Draai en voor verwijder verwijderen de freesbeitel. van de spantang de wartelmoer<br />
7. spantang Verwijder vervolgens uit de freesspil. het geheel van wartelmoer en<br />
8. en Klik verwijder de spantang deze via uit lichte de wartelmoer. zijwaartse druk 3(afb. 11) los<br />
Instellen van toerental van de spil<br />
Let op!<br />
Trek vóór instelwerkzaamheden aan de frees steeds de<br />
stekker eruit!<br />
Door 6 toerentallen het omleggen van de van spil de worden aandrijfriemen ingesteld kunnen (afb. 12 in a/b): totaal<br />
280, 540, 780, 910, 1710 en 2500/min.<br />
Aanwijzing:<br />
belast Span de motor riem en niet mechanisme te strak! Een van te de strak machine! gespannen riem<br />
1. 2. Draai bout kartelschroef 5met inbussleutel 4(afb. 13) ongeveer los en open 2 slagen afdekkap los 7.<br />
poelie 1te ontspannen. om<br />
3. 4. Druk Leg beide poelie riemen 1met op de de riemspanner gewenste 8onder stand erop.<br />
naar buiten, totdat de riem gespannen is. Draai de wielen bout 5<br />
5. vast. Als de Draai spanning bout 5vast.<br />
spanning van de van bovenste beide riem riemen afzonderlijk niet gelijk worden is, kan de<br />
buiten, ingesteld. totdat Draai de hiervoor bovenste bout riem 2los gespannen en druk is. motor 3naar<br />
6. Draai bout 2weer vast. Let op:<br />
De riemafdekking moet tijdens het bedrijf altijd gesloten<br />
zijn!<br />
- 26-<br />
Frezen<br />
Let op!<br />
Draag bij het frezen altijd een veiligheidsbril. Neem altijd de<br />
bijgevoegde veiligheidsvoorschriften in acht!<br />
1. bankschroef Zet het te bewerken of een op object het support met klembekken, gemonteerde een<br />
2. klauwplaat Als alternatief goed kunt vast.<br />
machinebankschroef u het spannen werkstuk en de ook bankschroef in een<br />
behulp van de T-groeven op de werktafel bevestigen. met<br />
3. 4. Stel Draai de klembouten gewenste freesdiepte 3en 4(afb. in.<br />
5. Zorg ervoor dat de freesbeitel 9) het vast.<br />
niet aanraakt. te bewerken object<br />
6. ingesteld. Controleer of het juiste toerental voor de spil is<br />
8. 7. Werk Schakel met de aangepaste freesbeitel aanzet via schakelaar 3(afb. 1) in.<br />
Aanwijzing!<br />
Let draairichting er bij het van frezen de op, frees dat in het moet aanzetten worden altijd uitgevoerd tegen de<br />
(afb. 14)<br />
Let op!<br />
Voer van de het frees aanzetten in combinatie altijd alleen met handmatig de draaibank uit! PD Bij <strong>230</strong>/E gebruik<br />
mag draaibank het aanzetten worden uitgevoerd. niet via de automatische Gevaar voor verwondingen! aanzet van de<br />
Reparaties en onderhoud<br />
Let op!<br />
Trek vóór alle reparatie- en onderhoudswerkzaamheden de<br />
stekker uit het stopcontact!<br />
Riemen vervangen<br />
Bij U kunt slijtage bij de van centrale de riemen serviceafdeling kunt u deze van zelf PROXXON vervangen.<br />
de reserve-exemplaren gebruiksaanwijzing). bestellen (adres op de achterkant van<br />
1. 2. Draai bout de 3 bouten 5(afb. 13) 6(afb. los om 13) poelie los en 1te til de ontspannen.<br />
3. U kunt nu de riemen verwijderen en vervangen. motor eruit.<br />
4. omgekeerde Voor montage volgorde voert u bovenstaande uit.<br />
werkzaamheden in
Speling van de geleidingen van de<br />
kruisslede afstellen<br />
geleiding Als na verloop van de van kruisslede tijd teveel optreedt, of te weinig kunt speling u de speling in de<br />
door hiervoor middel de contramoeren van de instelbouten 1los en 2(afb. draai 15) alle bijstellen. instelbouten Draai<br />
er vervolgens gelijkmatig de in contramoeren tot de speling weer is opgeheven. vast. Draai<br />
Speling van de spil van de kruisslede<br />
afstellen<br />
Indien de speling van de spil toeneemt, draait u moer 1<br />
met slag behulp los, tot van de speling een steeksleutel is opgeheven. 2(afb. Draai 16) ca. vervolgens een halve<br />
handwiel rechtsom, tot de speling is opgeheven. het<br />
Haal contramoer 1weer stevig aan.<br />
Opmerking:<br />
treffende Zie explosietekening spildraden kan pagina indien 48: nodig De speling ook door in de licht desbedraaien<br />
van de spilmoer pos. 3 met de bout pos. 25aan<br />
worden ingesteld.<br />
Smeren van de machine<br />
Om moet zeker u het te smeerschema zijn van een lange op afb. levensduur 17 (A: smeren van de vóór machine<br />
gebruik / B: maandelijks smeren) aanhouden. Gebruik elk<br />
voor alleen zuurvrije machineolie. hier-<br />
Na het gebruik<br />
Let op!<br />
Trek de stekker van de frees uit het stopcontact, voordat u<br />
het apparaat reinigt. Gevaar voor verwondingen!<br />
Maak doek of de een kruisslede kwastje en schoon. de frees Smeer na gebruik vervolgens met een de gelei- zachte<br />
dingen verplaatsen. dun met Reinig olie de in kruisslede en verdeel nooit de olie met door perslucht. de slede Door te<br />
ingeblazen worden beschadigd. spanen kunnen de geleidingen onherstelbaar<br />
EG-conformiteitsverklaring<br />
Wij de bepalingen verklaren op van eigen de volgende verantwoording EG-richtlijnen dat dit product voldoet: aan<br />
• EG-laagspanningsrichtlijn 73/23/EEG; 93/68/EEG<br />
• DIN EN 61029 / 02.2001<br />
• EG-machinerichtlijn 98/037/EEG<br />
• DIN EN 61029 / 02.2001<br />
• EG-EMC-richtlijn 89/336/EEG • DIN EN 55014-1 55014-2 / 09.2002<br />
• DIN EN 61000-3-2 08.2002<br />
• DIN EN 61000-3-3 / 2002 12.2001<br />
Dipl.-Ing. Jörg Wagner<br />
PROXXON S.A.<br />
Afdeling apparaatveiligheid<br />
- 27-
DK<br />
- 28-<br />
Betjeningsvejledning -<br />
Fræser <strong>PF</strong> <strong>230</strong>/krydsbord KT <strong>230</strong>/<br />
Fræser med krydsbord <strong>FF</strong> <strong>230</strong><br />
Beskrivelse Forord . . . af . . maskinen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .28<br />
Helhedsbillede fræser krydsbord <strong>PF</strong> <strong>230</strong> KT <strong>230</strong> (fig. (fig. 1) . 2) . . . . . . . . . . .28<br />
Tekniske data til fræser krydsbord <strong>PF</strong> <strong>230</strong> KT <strong>230</strong> . . . . . . . . . . . . . . . .29<br />
Montering af fræseren . . . . . . . . . . . . . . . . . . . . . . . . .29<br />
Fastgørelse Montering af på fræser drejemaskinen på krydsbord PD <strong>230</strong>/E KT <strong>230</strong> . . . . . . . . .29<br />
Arbejde med fræseanordning . . . . . . . . . . . . . . . . . . . .29<br />
Højdeindstilling Fremføring via boregreb via fin tilspænding . . . . . . . . . . . . . . . . . . . . . .29<br />
Drejning Monter af af spændetængerne fræsespindlen . . . . . . . . . . . . . . . . . . . . .29<br />
Indstilling spindelomdrejningstallet . . . . . . . . . . . . . .30<br />
Fræsning . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .30<br />
Reparation Udskiftning og vedligeholdelse af remmene . . . . . . . . . . . . . . . . . . . . . .30<br />
Indstilling af styrspillerum på krydsbordet . . . . . . . .30<br />
Indstilling af spindelspillerum på krydsbordet . . . . . .31<br />
Smøring Efter brug af . maskinen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .31<br />
Overensstemmelseserklæring . . . . . . . . . . . . . . . . . . . .31<br />
Reservedelsliste<br />
Krydsbord Fræser <strong>PF</strong> KT <strong>230</strong> <strong>230</strong> . . . . . . . . . . . . . . . . . . . . . . . . . . . . .47 .49<br />
Forord<br />
Kære kunde!<br />
Denne krydsbord vejledning KT <strong>230</strong>. omhandler Den er til de <strong>PF</strong> kunder, <strong>230</strong> og som det passende<br />
anskaffet sig krydsbordet, fræseanordningen enten eller begge har<br />
dele tet Dem sammen for: Læs som denne <strong>FF</strong> <strong>230</strong>. vejledning Lige meget nøjagtigt hvad igennem, De har beslutden<br />
De tager Deres apparat i brug og ret Dem efter vejledinningerne. og arbejd Tag altid specielt med passende hensyn til omhyggelighed. sikkerhedsanvisningerne<br />
Beskrivelse af maskinen<br />
Vi tilbyder Dem følgende muligheder i finfræsesystemet<br />
<strong>230</strong>:<br />
KT <strong>230</strong>: 1. 2. Krydsbord Betjeningsvejledning og sikkerhedsforskrifter<br />
<strong>PF</strong> <strong>230</strong>: 1. 2. Fræsehoved, Søjle (Ø 34mm) komplet<br />
3. Befæstelsesblok fastgørelsesmateriale for drejeautomat, inkl.<br />
5. 4. Fræsebord Spændetænger med Ø T-noter 6, 8, 10 til montage og 10 mm på inkl. PD omløbermøtrik<br />
fastgørelsesmateriale <strong>230</strong>/E, inkl.<br />
6. 7. Betjeningsværktøj Betjeningsvejledning og sikkerhedsbestemmelser<br />
<strong>FF</strong> <strong>230</strong>: 1. 2. Fræsehoved, Søjle (Ø 34mm) komplet<br />
3. 4. Spændetænger Krydsbord (diagonalplan) Ø 6, 8, 10 KT mm <strong>230</strong> inkl. omløbermøtrik<br />
5. 6. Betjeningsværktøj Betjeningsvejledning og sikkerhedsbestemmelser<br />
Helhedsbillede fræser <strong>PF</strong> <strong>230</strong> (fig. 1)<br />
1.Motor 2.Hætte 3.Til-/fra-kontakt 4.Tabel 5.Skrue 6.Rouletteret til fastgørelse skrue til hætte af motoren<br />
7.Omløbermøtrik 8.Klemmeskrue til til pinol spændetang<br />
10.Boregreb 9.Skala til indstilling af dybde<br />
11.Søjle 12.Fastgørelsesblok (Ø 34mm)<br />
13.Håndhjul til indstilling til drejemaskine<br />
14.Klemskrue til indstilling af af højde højdemed<br />
fin tilspænding<br />
15.Skala 16.Fræsebord til indstilling til drejemaskine af vinkel<br />
(Fås ikke i leveringsprogrammet PD til fræser <strong>230</strong>/E<br />
men kun til <strong>PF</strong> <strong>230</strong>) <strong>FF</strong> <strong>230</strong>,<br />
Helhedsbillede krydsbord KT <strong>230</strong> (fig. 2)<br />
1.Håndhjul 2.Skalaringtil<br />
X-retning (distance 170 mm)<br />
3.Arbejdsbord 4.Hul til bordbefæstigelse (270 mm x 80 mm)<br />
5.Støttefod 6.Håndhjul 7.Forsættertil<br />
Y-retning (distance 60 mm)<br />
8.Klemskrue<br />
10.Skrue 9.Skala<br />
11.T-notertil<br />
søjleklemning<br />
PROXXON-fræseren med et krydsbord eller <strong>PF</strong> PROXXON-drejemaskinen <strong>230</strong> kan anvendes i forbindelse<br />
(her erstatter forsætteren i drejemaskinen krydsbordet). PD <strong>230</strong>/E
Tekniske data til fræser <strong>PF</strong> <strong>230</strong><br />
Spænding: Effekt: 140 220 watt – 240 volt, 50/60Hz<br />
Korttidsdrift 10 min.<br />
6 280, spindelomdrejningstal 540, 780, 910, 1710 ved og omlægning 2500/min. af remmen:<br />
Pinolslag Vertikalt indstillingsområde 30 200 mm<br />
Støjudvikling ≤70 mm<br />
Vibrationer ≤2.5 dB(A) m/s2<br />
Mål Vægt ca. Se fig. 9 kg3<br />
Må kun bruges i lukkede rum!<br />
Tekniske data til krydsbord KT <strong>230</strong><br />
Arbejdsflade: Indstillingsområde i X-retning: 270 170 mm mmx<br />
80 mm<br />
Indstillingsområde Vægt: i Y-retning: 9,5 60 mm<br />
T-noternes mål: Se fig. kg<br />
Notafstand: 25 mm4<br />
Fremføring pr. omdrejning: streg: 1,5 0,05 mm mm<br />
Montering af fræseren<br />
Fastgørelse på drejemaskinen PD <strong>230</strong>/E<br />
1. 2. Fastgør fastgørelsesblokken drejemaskinen på et 1(fig. stabilt 5) underlag.<br />
3vha. skruerne 2(skruerne skal ikke spændes!) på drejemaskinen<br />
3. 4. Spænd skruen 3(fig. 4for at 6) klemme og indfør søjlen søjlen fast. 1.<br />
5. forsætter Fastgør fræsebordet vha. skruerne 3(fig. 2og 7) firkantmøtrikkerne på drejemaskinens1.<br />
Montering af fræser på krydsbord KT <strong>230</strong><br />
Bemærk:<br />
Det er kun muligt at arbejde sikkert og nøjagtigt, hvis<br />
apparatet er fastgjort ordentligt på en stabil arbejdsflade.<br />
1. Fastgør krydsbordet til arbejdsfladen med 4 skruer 1<br />
2. Ved (M4, arbejder fås ikke i forbindelse leveringsprogrammet) med PROXXON (fig. 8).<br />
<strong>PF</strong> <strong>230</strong>, føres søjlen ind i flangen og klemmes fræseren<br />
skruerne 2.<br />
med<br />
Den spredeskrue: mellemste Når skrue denne (mellem skrue låseskruerne) drejes ind, bliver er en<br />
udvidet lidt og det er nemmere at føre søjlen ind. hullet<br />
klemmes fast, et det vigtigt at huske, at denne skrue Når så søjlen<br />
skal løsnes (skrues ud) igen!<br />
Arbejde med fræseanordning<br />
Vigtigt!<br />
Træk netstikket ud inden der foretages justeringsarbejder<br />
på fræseren!<br />
Fræsespindlen (fig. 9): i <strong>PF</strong> <strong>230</strong> kan indstilles i højden på 2 måder<br />
1. Vha. den fine tilspænding 1 2. Vha. boregrebet 2<br />
Højdeindstilling via fin tilspænding<br />
1. 2. Indstil Løsn skruen den ønskede 3(fig. 9). højde med håndhjulet 1<br />
3. (1 Skruen omdrejning svarer til en 1mm fremføring).<br />
3 skal absolut spændes igen.<br />
Fremføring via boregreb<br />
1. Løsn skruen 4 2. Løsn skruen 6, (fig. og stil 9). skalaen 5 på nul. Spænd bolten 6<br />
3. igen.<br />
4. Spænd Indstil den bolten ønskede 4igen. højde med boregrebet 2.<br />
Bemærk:<br />
Vha. kan også boregrebet bore. Ved kan boring man ikke skal blot skruen indstille 4ikke højden, spændes. man<br />
Drejning af fræsespindlen<br />
Hele fræsespindlen kan drejes om to aksler. Løsn skruen 4<br />
(fig. søjlen 6) i for den at ønskede dreje den position. om den Spænd lodrette så akse, skruen og drej igen. hele<br />
Løsn og drej skruen fræsespindlen. 1(fig. 10) for Indstil at dreje det ønskede den om antal længdeaksen,<br />
skalaen 2, og spænd skruen 1igen.<br />
grader på<br />
- 29-
Montering af spændetængerne<br />
Vigtigt!<br />
Spændetangen må aldrig indføres alene i spindlen! Lad<br />
altid og fræser først spændetangen skal have den rigtige gå i hak diameter. i møtrikken! Spændetang<br />
Vær verede venligst spændetænger, opmærksom findes på følgende: der andre Foruden størrelser de i medle-<br />
tilbehørssortiment. De er anført i vort tilbehørskatalog. vort<br />
Henvend nogle spørgsmål. Dem venligst til vor kundeservice, hvis De har<br />
1. 2. Læg Løsn den omløbermøtrikken ønskede spændetang 7(fig. 11).<br />
lad den gå i hak.<br />
2i omløbermøtrikken, og<br />
3. gen, Før omløbermøtrikken og drej den let med ind hånden. i spindlen vha. spændetan-<br />
4. 5. Bloker Indfør fræseren fræsespindlen i spændetangen.<br />
spænd omløbermøtrikken. vha. den medleverede nøgle, og<br />
6. afmonter Løsn omløbermøtrikken fræseren. for at fjerne spændetangen, og<br />
7. fræsespindlen. Tag nu omløbermøtrikken med spændetangen helt ud af<br />
8. den Lad fra spændetangen siden gå ud af hak ved at trykke lidt på<br />
3 (fig. 11), og afmonter omløbermøtrikken.<br />
Indstilling spindelomdrejningstallet<br />
Vigtigt!<br />
Træk netstikket ud inden der foretages justeringsarbejder<br />
på fræseren!<br />
Ved spindelomdrejningstal omlægning af drivremmene (fig. 12 a/b): kan 280, man 540, ialt 780, indstille 910, 6<br />
1710 og 2500/min.<br />
Bemærk:<br />
rem Remmene belaster skal motoren kun spændes og maskinens lidt! En mekanik! for kraftigt spændt<br />
1. 2. Løsn skruen den rouletterede 5ca. 2 omdrejninger skrue 4(fig. vha. 13), unbrakonøglen og åbn hætten 7.<br />
3. for Læg at de løsne to remme remskiven på den 1.<br />
4. Tryk remskiven 1udad vha. ønskede remspændeanordningen position. 8<br />
under skruenhjulsættet, 5. indtil remmen er spændt. Spænd<br />
5. øverste Skulle de rem to spændes remme være separat. uensartet Løsn spændt, bolten 2, kan og den<br />
motoren 3udad, til den øverste rem er spændt. tryk<br />
6. Spænd bolten 2igen.<br />
Vigtigt:<br />
Remafdækningen skal altid være lukket under drift!<br />
- 30-<br />
Fræsning<br />
Vigtigt!<br />
Brug altid beskyttelsesbriller ved fræsearbejde. De bør<br />
absolut overholde de vedlagte sikkerhedsforskrifter!<br />
1. borepatronen, Fastgør emnet monteret sikkert vha. på spændekløer, drejemaskinens skruestik forsætter. eller<br />
2. maskineskruestok En anden mulighed og er fastgøre at spænde skruestokken emnet ind i vha. en<br />
noterne på arbejdsbordet. T-<br />
3. 4. Spænd Indstil den klemskruerne ønskede fræsedybde.<br />
5. Fræseren må ikke berøre 3ogemnet. 4(fig. 9).<br />
6. indstillet. Kontrollér, at det korrekte spindelomdrejningstal er<br />
7. 8. Tænd Arbejd fræseren med tilpasset på kontakten fremføring. 3(fig. 1).<br />
Bemærk!<br />
Vær fræserens altid opmærksom skæreretning på, (fig. at 14). fremføringen skal ske mod<br />
Vigtigt!<br />
Fremføringen af fræseren i kombination skal altid foretages med drejemaskinen manuelt! Ved PD anvendelse<br />
må fremføringen ikke foretages via drejemaskinens <strong>230</strong>/E<br />
matiske fremføring. Fare for kvæstelse! auto-<br />
Reparation og vedligeholdelse<br />
Vigtigt!<br />
Træk netstikket ud inden alt reparations- og vedligeholdel-<br />
sesarbejde!<br />
Udskiftning af remmene<br />
De Skulle kan remmene bestille reservetandremme være slidte, kan De i serviceafdelingen selv udskifte dem.<br />
PROXXON (adressen er anført på bagsiden af denne hos<br />
vejledning).<br />
2. 1. Løsn de skruen 3 skruer 5(fig. 6(fig. 13) for 13), at og løsne løft remskiven motoren. 1.<br />
3. 4. De Samlingen kan nu afmontere foretages i og omvendt udskifte rækkefølge.<br />
remmene.
Indstilling af styrspillerum på krydsbordet<br />
rum Hvis på der krydsbordets i løbet af tiden styr, opstår kan spillerummet for meget eller efterjusteres for lidt spillekerne<br />
vha. justeringsskruerne 1og drej alle justeringsskruerne 2(fig. 15). Løsn jævnt hertil ind kontramøtrik-<br />
spillerummet er fjernet. Spænd derefter kontramøtrikkerne til<br />
igen.<br />
Indstilling af spindelspillerum på<br />
krydsbordet<br />
Hvis spindlets spillerum bliver større, så løsnes møtrikken 1<br />
ca. spillerummet en halv omdrejning er fjernet. vha. Drej en der-efter lynkobling håndhjulet 2(fig. 16), højre indtil<br />
indtil spillerummet er fjernet. Spænd derefter møtrikken om, 1<br />
igen (fastgør).<br />
Bemærkning:<br />
Se pågældende sprængt tegning spindelgevind på side kan 48: ved Spillerummet behov opnås i de<br />
en let tilspænding af spindelmøtrikken pos. 3 vha. ved<br />
pos. 25.<br />
skrue<br />
Smøring af maskinen<br />
For holde at smøreplanen garantere maskinens i fig. 17 (A: lange Smøring levetid inden bedes arbejde De over-<br />
påbegyndes syrefri maskinolie. / B: Smøring 1 gang om måneden). Brug kun<br />
Efter brug<br />
Vigtigt!<br />
Træk netstikket på fræseren ud, inden rensning. Fare for<br />
kvæstelse!<br />
Efter klud eller brug pensel. renses Smør krydsbordet derefter og styrene fræseren med med lidt en olie blød<br />
fordel olien ved at flytte bordet. Rens aldrig krydsbordet og<br />
med spåner trykluft, i. da styrene kan blive ødelagt hvis der kommer<br />
EU-overensstemmelseserklæring<br />
bestemmelserne Vi erklærer som eneansvarlige, i følgende EU-direktiver: at dette produkt opfylder<br />
• EU-lavspændingsdirektiv 73/23/EØF; 93/68/EØF<br />
• DIN EN 61029 / 02.2001<br />
• EU-maskindirektiv 98/037/EØF<br />
• DIN EN 61029 / 02.2001<br />
• EU-EMV-direktiv 89/336/EØF • DIN EN EN 55014-1 55014-2 / 09.2002<br />
• DIN EN 61000-3-2 08.2002<br />
• DIN EN 61000-3-3 / 12.2001 2002<br />
Civilingeniør Jörg Wagner<br />
PROXXON S.A.<br />
Forretningsområde apparatsikkerhed<br />
- 31-
S<br />
- 32-<br />
Bruksanvisning<br />
Fräs <strong>PF</strong> <strong>230</strong>/tvärslidsbord KT <strong>230</strong>/<br />
Fräs med tvärslidsbord <strong>FF</strong> <strong>230</strong><br />
Förord Beskrivning . . . . av . . maskinen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .32<br />
Totalbild fräs <strong>PF</strong> <strong>230</strong> (fig. 1) . . . . . . . . . . . . . . . . . . .32<br />
Totalbild tvärslidsbord KT <strong>230</strong> (fig. 2) . . . . . . . . . . . .32<br />
Tekniska data för fräs <strong>PF</strong> <strong>230</strong> . . . . . . . . . . . . . . . . . .33 .32<br />
Montering Tekniska av data fräsen för tvärslidsbord . . . . . . . . . . KT . . . <strong>230</strong> . . . . . . . . . . . . . .33<br />
Fastsättning Montering av på fräsen svarv på PD tvärslidsbord <strong>230</strong>/E . . . . KT . . . <strong>230</strong> . . . . . . . . .33<br />
Arbeten med fräsen . . . . . . . . . . . . . . . . . . . . . . . . . . .33<br />
Höjdinställning Matning via borrspaken via finmatning . . . . . . . . . . . . . . . . . . . . . .33<br />
Svängning av frässpindeln . . . . . . . . . . . . . . . . . . . .33<br />
Montering Inställning av spindelvarvtal spännhylsor . . . . . . . . . . . . . . . . . . . .34<br />
Reparationer Fräsning . . . . och . . . underhåll . . . . . . . . . . . . . . . . . . . . . . . . . . . . .34<br />
Byte av drivremmar . . . . . . . . . . . . . . . . . . . . . . . . .34<br />
Inställning av tvärslidsbordets styrningars spel . . . . .34<br />
Inställning av tvärslidsbordets spindels spel . . . . . . .35<br />
Smörjning av maskinen . . . . . . . . . . . . . . . . . . . . . .35<br />
Konformitetsförklaring Efter användning . . . . . . . . . . . . . . . . . . . . . . . . . . .35<br />
Reservdelsförteckning Fräs Tvärslidsbord <strong>PF</strong> <strong>230</strong> . KT . . . <strong>230</strong> . . . . . . . . . . . . . . . . . . . . . . . . . . .49 .47<br />
Förord<br />
Värderade kund!<br />
I tvärslidsbordet denna handboken KT <strong>230</strong>. behandlas Den vänder <strong>PF</strong> <strong>230</strong> sig och till våra det passande<br />
har köpt antingen tvärslidsbordet, fräsen eller båda kunder tillsam- som<br />
mans handboken som <strong>FF</strong> noggrant <strong>230</strong>. Oberoende innan du använder av ditt beslut: maskinen Läs igenom<br />
anvisningarna. Observera särskilt säkerhetsanvisningarna och följ<br />
och arbeta alltid med den nödvändiga noggrannheten.<br />
Beskrivning av maskinen<br />
För finfrässystemet <strong>230</strong> finns följande tillbehör:<br />
KT <strong>230</strong>: 1. 2. Tvärslidsbord Bruksanvisning och säkerhetsföreskrifter<br />
<strong>PF</strong> <strong>230</strong>: 1. 2. Pelare Fräshuvud, (Ø 34 komplett<br />
3. Fastsättningsblock mm)<br />
4. Chuckar Ø 6, 8 och för 10 svarv, mm, inkl. inkl. låsmuttrar fästmateriel<br />
5. Fräsbord fästmateriel med T-spår, för montage på PD <strong>230</strong>/E, inkl.<br />
6. 7. Hjälpverktyg Bruksanvisning och säkerhetsföreskrifter<br />
<strong>FF</strong> <strong>230</strong>: 1. 2. Pelare Fräshuvud, (Ø 34 komplett<br />
3. Chuckar Ø 6, mm)<br />
4. Koordinatbord 8 KT och <strong>230</strong> 10 mm, inkl. låsmuttrar<br />
5. 6. Hjälpverktyg Bruksanvisning och säkerhetsföreskrifter<br />
Totalbild fräs <strong>PF</strong> <strong>230</strong> (fig. 1)<br />
1.Motor 2.Skyddskåpa 3.Till-/Frånströmbrytare 4.Tabell 5.Skruv 6.Skruv för med fastsättning räfflat huvud av för motor<br />
7.Överfallsmutter för spännhylsa skyddskåpa<br />
8.Klämskruv 9.Skala för djupinställning för pinol<br />
10.Borrspak 11.Pelare 12.Fastsättningsblock (Ø 34 mm)<br />
13.Ratt för höjdinställning för svarv<br />
14.Klämskruv för höjdinställning med finmatning<br />
15.Skala 16.Fräsbord för vinkelinställning<br />
Ingår inte för i leveransomfånget svarv PD <strong>230</strong>/E<br />
finns bara med <strong>PF</strong> <strong>230</strong>) för fräs <strong>FF</strong> <strong>230</strong>,<br />
Totalbild tvärslidsbord KT <strong>230</strong> (fig. 2)<br />
1.Ratt 2.Skalring för X-riktning (flyttsträcka 170 mm)<br />
3.Arbetsbord 4.Hål för fastsättning (270 mm av x bord 80 mm)<br />
5.Fotplatta 6.Ratt 7.Support för Y-riktning (flyttsträcka 60 mm)<br />
9. 8.Klämskruv<br />
10.Skruv Skala<br />
11.T-spårför<br />
fastklämning på pelaren<br />
PROXXON-fräsen ett tvärslidsbord eller <strong>PF</strong> PROXXON-svarven <strong>230</strong> kan användas tillsammans PD <strong>230</strong>/E med<br />
(svarvens support ersätter då tvärslidsbordet).
Tekniska data för fräs <strong>PF</strong> <strong>230</strong><br />
Spänning: Effekt: 140 220 Watt – 240 Volt, 50/60Hz<br />
Korttidsdrift 10 min.<br />
6 280, spindelvarvtal 540, 780, 910, genom 1710 att och lägga 2500 om v/min remmarna:<br />
Pinolslag Vertikal flyttsträcka 30 200 mm<br />
Ljudutveckling ≤= 70 mm<br />
Vibrationer ≤= 2.5 dB(A) m/s2<br />
Mått Vikt ca se fig. 9 kg3<br />
Får utrymmen! bara användas i slutna<br />
Tekniska data för tvärslidsbord KT <strong>230</strong><br />
Arbetsyta: Justerväg i X-riktning: 270 170 mm mmx<br />
80 mm<br />
Justerväg Vikt: i Y-riktning: 9,5 60 mm<br />
T-spårens mått: se fig. kg<br />
Spåravstånd: 25 mm4<br />
Matning per varv: delstreck: 1,5 0,05 mm mm<br />
Montering av fräsen<br />
Fastsättning på svarv PD <strong>230</strong>/E<br />
1. 2. Sätt fast fastsättningsblocket svarven på ett stadigt 1(fig. underlag.<br />
skruvarna 2(dra inte åt skruvarna ännu). 5) på svarven 3med<br />
4. 3. Dra åt fast skruven skruven 4för 3(fig. att 6) klämma och för fast in pelaren runt pelaren. 2<br />
5. skruvarna Sätt fast fräsbordet 2och muttrarna 3(fig. 7) 1. på svarvens support med<br />
Montering av fräsen på tvärslidsbord KT <strong>230</strong><br />
Anvisning:<br />
Säkert och exakt arbete är bara möjligt om maskinen är<br />
ordentligt fastsatt på en stabil arbetsyta.<br />
1. Sätt fast tvärslidsbordet på arbetsytan med 4 skruvar 1<br />
2. (M4, Vid arbete ingår inte i förbindelse i leveransen) med (fig. PROXXON-fräsen 8 ).<br />
för in pelaren i flänsen och kläm fast med skruvarna <strong>PF</strong> <strong>230</strong>, 2.<br />
Den tryckskruv. mittre skruven Skruvar (mellan man in denna, arreteringsskruvarna) så vidgas öppningen är en<br />
något spänner och fast pelaren pelaren kan måste då lättare man ovillkorligen föras in. Innan lossa man<br />
ut) denna skruv igen. (skruva<br />
Arbeten med fräsen<br />
Observera!<br />
Dra ut elkontakten före alla inställningsarbeten på fräsen!<br />
Frässpindeln (fig. 9): på <strong>PF</strong> <strong>230</strong> kan justeras i höjdled på två sätt<br />
1. Med finmatningen 1 2. Med borrspaken 2<br />
Höjdinställning via finmatning<br />
1. 2. Ställ Lossa in skruven önskad 3(fig. höjd med 9). ratten 1<br />
3. (1 Dra varv ovillkorligen motsvarar åt 1 skruven mm matning). 3igen.<br />
Matning via borrspaken<br />
1. 2. Lossa skruven 6 4(fig. och 9). nollställ skalan 5. Dra åt skruven 6<br />
3. igen.<br />
4. Dra Ställ åt in skruven önskad 4igen. höjd med borrspaken 2.<br />
Anvisning:<br />
Med också borrspaken borra. Dra kan inte du åt skruven inte bara 4vid justera borrning. höjden utan<br />
Svängning av frässpindeln<br />
Hela ven 4(fig. frässpindeln 6) för att kan svänga svängas runt runt höjdaxeln två axlar. och Lossa vrid pelaren skru-<br />
komplett För att svänga till önskat runt läge. längsaxeln Dra sedan lossa åt skruven skruven 1(fig. igen.<br />
vrid frässpindeln. Ställ in önskat gradtal på skalan 2och 10) och<br />
dra fast skruven igen.<br />
- 33-
Montering av spännhylsor<br />
Observera!<br />
För aldrig in bara spännhylsan i spindeln! Sätt alltid först i<br />
spännhylsan fräs har passande i muttern! diameter. Kontrollera alltid att spännhylsa och<br />
Observera: finns flera olika I tillägg storlekar till de i medlevererade vårt tillbehörssortiment. spännhylsorna<br />
En Kontakta förteckning vår kundservice finns i vår maskinkatalog. om du har ytterligare frågor.<br />
1. 2. Lägg Lossa i överfallsmuttern önskad spännhylsa 7(fig. 2i 11).<br />
fast den. överfallsmuttern och tryck<br />
3. dra För fast in överfallsmuttern den löst för hand. med spännhylsa i spindeln och<br />
4. 5. Blockera Sätt i fräsen frässpindeln i spännhylsan.<br />
och dra åt överfallsmuttern. med den medlevererade nyckeln<br />
6. spännhylsan. Lossa överfallsmuttern och ta ut fräsen för att ta av<br />
7. från Ta sedan frässpindeln. ut överfallsmuttern med spännhylsa komplett<br />
8. tryck Lossa åt spännhylsan sidan 3(fig. från 11). överfallsmuttern genom ett lätt<br />
Inställning av spindelvarvtal<br />
Observera!<br />
Dra ut elkontakten före alla inställningsarbeten på fräsen!<br />
Genom varvtal ställas att lägga in (fig. om 12 drivremmarna a/b): 280, 540, kan 780, totalt 910, 6 spindel-<br />
2500 v/min<br />
1710 och<br />
Anvisning:<br />
Spänn belastar inte motor remmarna och maskinens för hårt! För mekaniska hård remspänning komponenter!<br />
1. skyddskåpan Lossa den räfflade 7. skruven 4(fig. 13) och öppna<br />
2. avlasta Lossa skruven remskivan 5med 1. insexnyckel ca 2 varv för att<br />
3. 4. Tryck Lägg på remskivan båda remmarna 1utåt med i önskat remspännaren läge.<br />
drevsatsen tills remmen är spänd. Dra åt skruven 8under<br />
5. Om de båda remmarna har olika spänning kan den 5.<br />
remmen spännas separat. Lossa skruven övre<br />
2 motorn 3utåt tills den övre remmen är spänd. och tryck<br />
6. Dra åt skruven 2igen.<br />
Observera:<br />
Remkåpan måste alltid vara stängd under drift!<br />
- 34-<br />
Fräsning<br />
Observera!<br />
Använd alltid skyddsglasögon. Observera ovillkorligen de<br />
bifogade säkerhetsföreskrifterna!<br />
1. skruvstycke !!!!Sätt fast arbetsstycket eller i den på ordentligt supporten med monterade spänngafflar,<br />
2. chucken.<br />
stycke Alternativt och kan sätta du fast spänna skruvstycket fast arbetsstycket med hjälp i av ett T-spåren skruv-<br />
3. i Ställ arbetsbordet.<br />
4. Dra åt in klämskruvarna önskat fräsdjup.<br />
5. Kontrollera att fräsen inte 3och berör 4(fig. arbetsstycket. 9).<br />
6. 7. Kontrollera Koppla till fräsen att rätt med spindelvarvtal strömbrytaren är inställt.<br />
8. Arbeta med lämplig matning. 3(fig. 1).<br />
Anvisning!<br />
(fig. Se till 14). att matningen alltid sker mot fräsens skärriktning<br />
Observera!<br />
Matningen kombination görs med alltid svarven manuellt! PD <strong>230</strong>/E Vid användning får matningen av fräsen inte ske i<br />
via svarvens automatisk matning. Risk för skador!<br />
Reparationer och underhåll<br />
Observera!<br />
Dra ut elkontakten före alla reparations- och underhållsar-<br />
beten!<br />
Byte av drivremmar<br />
remmar Om remmarna får du från är slitna PROXXON kan du centralservice själv byta ut dem. (adressen Bytes-<br />
finns på bruksanvisningens baksida).<br />
1. 2. Lossa skruven de 3 skruvarna 5(fig. 13) 6(fig. för 13) att avlasta och lyft remskivan av motorn. 1.<br />
3. 4. Du Montering kan nu sker ta av i remmarna omvänd ordningsföljd.<br />
och byta ut dem.
Inställning av tvärslidsbordets styrningars<br />
spel<br />
för Om stort tvärslidsbordets spel kan det styrningar justeras med med hjälp tiden av har justerskruvarna för litet eller<br />
2(fig. 15). Lossa kontramuttrarna 1 justerskruvarna lika mycket tills spelet och avlägsnats. skruva in alla<br />
Dra sedan fast kontramuttrarna igen.<br />
Inställning av tvärslidsbordets spindels<br />
spel<br />
Om med spindelspelet hylsa ökar lossar du muttern 1ca ett halvt varv<br />
2 åt höger tills (fig. spelet 16) är tills avlägsnat. spelet är Dra borta. fast Vrid muttern sedan 1igen ratten<br />
(kontra).<br />
Anmärkning:<br />
gängan Se sprängskiss kan också på justeras sidan 48: med Spelet en lätt i den ansättning aktuella spindel-<br />
spindelmuttern pos. 3 med skruven pos 25. av<br />
Smörjning av maskinen<br />
För smörjschemat att säkerställa på fig. en lång 17 (A: livstid Smörjning för maskinen med olja följer före du<br />
användning / B: smörjning med olja varje månad). Använd varje<br />
bara syrafri maskinolja.<br />
Efter användning<br />
Observera!<br />
Dra ut elkontakten före rengöring. Risk för skador!<br />
pensel Rengör efter tvärslidsbord användning. och Olja fräs in med styrningarna en mjuk trasa lätt och eller<br />
ut oljan genom att flytta bordet. Gör aldrig rent tvärslids- sprid<br />
bordet spån. med tryckluft, styrningarna förstörs av inträngande<br />
EG-konformitetsförklaring<br />
Vi bestämmelserna förklarar med ensamt i följande ansvar EG-riktlinjer: att denna produkt uppfyller<br />
• EG-lågspänningsriktlinje 73/23/EWG; 93/68/EWG<br />
• DIN EN 61029 / 02.2001<br />
• EG-maskinriktlinje 98/037/EWG<br />
• DIN EN 61029 / 02.2001<br />
• EG-EMV-riktlinje 89/336/EWG • DIN EN 55014-1 55014-2 / 09.2002<br />
• DIN EN 61000-3-2 08.2002<br />
• DIN EN 61000-3-3 / 12.2001 2002<br />
Dipl.-Ing. Jörg Wagner<br />
PROXXON S.A.<br />
Affärsområde apparatsäkerhet<br />
- 35-
CZ<br />
Návod k obsluze<br />
Fréza <strong>PF</strong> <strong>230</strong>/Křížový stůl KT <strong>230</strong>/<br />
Fréza s křížovým stolem <strong>FF</strong> <strong>230</strong><br />
Předmluva . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 36<br />
Popis stroje . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 36<br />
Celkový pohled fréza <strong>PF</strong> <strong>230</strong> (Fig. 1) . . . . . . . . . . . 36<br />
Celkový pohled křížový stůl KT <strong>230</strong> (Fig. 2) . . . . . . 36<br />
Fréza <strong>PF</strong> <strong>230</strong> technické údaje . . . . . . . . . . . . . . . . 37<br />
Křížový stůl KT <strong>230</strong> technické údaje . . . . . . . . . . . . 37<br />
Montáž frézy . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 37<br />
Upevnění na soustruh PD <strong>230</strong>/E . . . . . . . . . . . . . . . 37<br />
Montáž frézy na křížový stůl KT <strong>230</strong> . . . . . . . . . . . . . 37<br />
Obsluha frézovacího přípravku . . . . . . . . . . . . . . . . . . . 37<br />
Nastavení výšky prostřednictvím jemného posuvu . . 37<br />
Ovládání posuvu prostřednictvím ovládací páky . . . . 37<br />
Otočení vřetena frézy . . . . . . . . . . . . . . . . . . . . . . . . 37<br />
Montáž upínacích kleštin . . . . . . . . . . . . . . . . . . . . . 38<br />
Nastavení otáček vřetena . . . . . . . . . . . . . . . . . . . . . 38<br />
Frézování . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 38<br />
Opravy a údržba . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 38<br />
Výměna hnacích řemenů . . . . . . . . . . . . . . . . . . . . . 38<br />
Seřízení vůle vedení křížového stolu . . . . . . . . . . . . . 39<br />
Seřízení vůle závitových vřeten křížového stolu . . . . . 39<br />
Mazání stroje . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 39<br />
Po ukončení práce . . . . . . . . . . . . . . . . . . . . . . . . . . 39<br />
Prohlášení o shodnosti výroby . . . . . . . . . . . . . . . . . . . 39<br />
Seznam náhradních dílů<br />
Fréza <strong>PF</strong> <strong>230</strong> . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 47<br />
Křížový stůl KT <strong>230</strong> . . . . . . . . . . . . . . . . . . . . . . . . . 49<br />
Předmluva<br />
Vážený zákazníku!<br />
V tomto návodu je vysvětlena obsluha frézy <strong>PF</strong> <strong>230</strong> a<br />
příslušného křížového stolu KT <strong>230</strong>. Návod k obsluze je<br />
určen naším zákazníkům, kteří si zakoupili křížový stůl a<br />
frézovací přípravek jako jednotlivé díly nebo jako kompletní<br />
sestavu <strong>FF</strong> <strong>230</strong>. Není důležité, jaké bylo Vaše rozhodnutí:<br />
Důležité je, abyste si předložený manuál důkladně pročetli<br />
ještě před spuštěním stroje do provozu a dodržovali<br />
všechny zde uvedené pokyny. Dbejte přitom zvláště na<br />
bezpečnostní předpisy a při práci postupujte a nejvyšší<br />
opatrností.<br />
- 36-<br />
Popis stroje<br />
V nabídce systému pro jemné frézování <strong>230</strong> jsou<br />
následující varianty:<br />
KT <strong>230</strong>:<br />
1. Křížový stůl<br />
2. Návod k obsluze a bezpečnostní předpisy<br />
<strong>PF</strong> <strong>230</strong>:<br />
1. kompletní hlava frézky<br />
2. sloupek (Ø 34mm)<br />
3. upevňovací blok soustruhu, včetně upevňovacího<br />
materiálu<br />
4. upínací kleština Ø 6, 8 a 10 mm, včetně přesuvné matice<br />
5. stůl frézky s Tžlábky k montáži na PD <strong>230</strong>/E, včetně<br />
upevňovacího materiálu<br />
6. ovládací nástroje<br />
7. Návod k obsluze a bezpečnostní předpisy<br />
<strong>FF</strong> <strong>230</strong>:<br />
1. kompletní hlava frézky<br />
2. sloupek (Ø 34mm)<br />
3. upínací kleština Ø 6, 8 a 10 mm, včetně přesuvné matice<br />
4. křížový stůl KT <strong>230</strong><br />
5. ovládací nástroje<br />
6. Návod k obsluze a bezpečnostní předpisy<br />
Celkový pohled fréza <strong>PF</strong> <strong>230</strong> (Fig. 1)<br />
1. Motor<br />
2. Kryt<br />
3. Spínač Zap / Vyp<br />
4. Tabulka štítek<br />
5. Šroub pro upevnění motoru<br />
6. Šroub s rýhovanou hlavou pro upevnění krytu<br />
7. Přesuvná matice pro upínací kleštinu<br />
8. Upevňovací šroub pro pinolu<br />
9. Stupnice pro nastavení hloubky<br />
10. Ovládací páka<br />
11. Sloup (Ø 34mm)<br />
12. Upevňovací blok pro soustruh<br />
13. Ruční kolečko pro nastavení výšky s jemným posuvem<br />
14. Upevňovací šroub pro nastavení výšky<br />
15. Stupnice pro nastavení úhlu<br />
16. Frézovací stůl pro soustruh PD <strong>230</strong>/E<br />
(nepatří do obsahu dodávky frézy <strong>FF</strong> <strong>230</strong>,<br />
nýbrž jen pro <strong>PF</strong> <strong>230</strong>)<br />
Celkový pohled křížový stůl KT <strong>230</strong> (Fig. 2)<br />
1. Ruční kolečko pro souřadnice X (dráha pro přestavení<br />
170 mm)<br />
2. Kroužek se stupnicí<br />
3. Pracovní stůl (270 mm x 80 mm)<br />
4. Otvor pro upevnění stolu<br />
5. Podstava<br />
6. Ruční kolečko pro souřadnice Y (dráha pro přestavení<br />
60 mm)<br />
7. Suport<br />
8. Upevňovací šroub<br />
9. Stupnice<br />
10. Šroub pro upevnění sloupu<br />
11. Tdrážky<br />
Frézu PROXXON <strong>PF</strong> <strong>230</strong> lze použít ve spojení s křížovým<br />
stolem nebo v kombinaci se soustruhem PROXXON<br />
PD <strong>230</strong>/E (v tomto případě je křížový stůl nahrazen<br />
suportem soustruhu).
Fréza <strong>PF</strong> <strong>230</strong> technické údaje<br />
Napětí: 220 240 V,<br />
50/60 Hz<br />
Výkon: 140 W<br />
Doba nepřetržitého provozu 10 min.<br />
6 rozsahů otáček vřetena přesouváním řemenu:<br />
280, 540, 780, 910, 1710 a 2500/min<br />
Zdvih pinoly 30 mm<br />
Vertikální seřízení dráha 200 mm<br />
Hladina hluku ≤ = 70 dB(A)<br />
Vibrace ≤ = 2.5 m/s 2<br />
Rozměry viz Fig. 3<br />
Hmotnost cca 9 kg<br />
Určeno jen pro použití v uzavřených<br />
místnostech!<br />
Křížový stůl KT <strong>230</strong> technické údaje<br />
Pracovní plocha: 270 mm x 80 mm<br />
Dráha seřízení ve směru souřadnice X 170 mm<br />
Dráha seřízení ve směru souřadnice Y 60 mm<br />
Hmotnost: 9,5 kg<br />
Rozměry Tdrážek: viz Fig. 4<br />
Vzdálenost drážek: 25 mm<br />
Posuv při otočení o jednu otáčku: 1,5 mm<br />
Posuv při otočení o jeden dílek stupnice: 0,05 mm<br />
Montáž frézy<br />
Upevnění na soustruh PD <strong>230</strong>/E<br />
1. Soustruh je nutno upevnit na stabilním podkladě.<br />
2. Upevňovací blok 1 (Fig. 5) upevnit na soustruh 3 pomocí<br />
šroubů 2 (šrouby ještě nedotahovat pevně!)<br />
3. Šroub 3 (Fig. 6) dotáhnout a nasunout sloup 1.<br />
4. Sloup upevnit dotažením šroubu 4.<br />
5. Frézovací stůl 3 (Fig. 7) upevnit na suportu soustruhu<br />
pomocí šroubů 2 a čtyřhranných matic 1.<br />
Montáž frézy na křížový stůl KT <strong>230</strong><br />
Upozornění:<br />
Přesnou a bezpečnou práci lze zajistit pouze řádným<br />
upevněním stroje na stabilní pracovní ploše.<br />
1. Křížový stůl upevnit na pracovní plochu pomocí<br />
4 šroubů 1 (M4, nepatří do obsahu dodávky) (Fig. 8).<br />
2. Při prácí s použitím frézy PROXXON <strong>PF</strong> <strong>230</strong> je nutno do<br />
příruby nasunout sloup a upevnit pomocí šroubů 2.<br />
U středního šroubu (mezi dvěma upevňovacími šrouby) se<br />
jedná o rozpěrný šroub. Jeho zašroubováním se otvor<br />
poněkud zvětší a sloupek se dá lépe zavést. Při uchycení<br />
sloupku nutně myslet na to, aby byl šroub znovu povolen<br />
(vyšroubován)!<br />
Obsluha frézovacího přípravku<br />
Pozor!<br />
Před zahájením všech seřizovacích prací na fréze nutno<br />
vytáhnout ze zásuvky síťový kabel!<br />
Výšku vřetena frézy <strong>PF</strong> <strong>230</strong> lze nastavit 2 různými způsoby<br />
(Fig. 9):<br />
1. Pomocí jemného posuvu 1<br />
2. Pomocí ovládací páky pro vrtání 2<br />
Nastavení výšky pomocí jemného posuvu<br />
1. Šroub 3 (Fig. 9) uvolnit.<br />
2. Pomocí ručního kolečka 1 nastavit požadovanou výšku<br />
(1 otáčka odpovídá posuvu 1mm).<br />
3. Šroub 3 nutno bezpodmínečně opět dotáhnout.<br />
Ovládání posuvu prostřednictvím ovládací<br />
páky<br />
1. Šroub 4 (Fig. 9) uvolnit.<br />
2. Šroub 6 uvolnit a stupnici 5 nastavit na nulu. Šroub 6<br />
opět dotáhnout.<br />
3. Pomocí ovládací páky 2 nastavit požadovanou výšku.<br />
4. Šroub 4 opět dotáhnout.<br />
Upozornění:<br />
Pomocí ovládací páky lze nejen nastavovat výšku, nýbrž lze<br />
jí použít i pro vrtání. Při vrtání se šroub 4 nesmí dotáhnout.<br />
Otočení vřetena frézy<br />
Kompletní vřeteno frézy lze otočit okolo dvou os. Pro<br />
otočení okolo vertikální osy nutno uvolnit šroub 4 (Fig. 6) a<br />
sloup kompletně otočit do požadované pozice. Potom<br />
šroub opět dotáhnout.<br />
Pro otočení okolo horizontální osy uvolnit šroub 1 (Fig. 10)<br />
a vřeteno frézy otočit. Požadovanou hodnotu v stupních<br />
nastavit na stupnici 2 a šroub 1 opět dotáhnout.<br />
- 37-
Montáž upínacích kleštin<br />
Pozor!<br />
V žádném případě nenasouvat do vřetena samotnou upínací<br />
kleštinu! Upínací kleštinu nutno vždy nejdříve zaaretovat<br />
do matice! Přitom je nutno vždy dbát na to, aby kleština<br />
a fréza měly odpovídající průměr.<br />
Respektujte, prosím: Mimo upínacích kleštin, které jsou<br />
součástí dodávky, jsou k dispozici ještě další rozměry<br />
upínacích kleštin. Sortiment příslušenství je uveden k<br />
našem katalogu výrobků.<br />
Pro získání dalších informací se laskavě obraťte na naší<br />
servisní službu.<br />
1. Přesuvnou matici 7 (Fig. 11) uvolnit.<br />
2. Odpovídající upínací kleštinu 2 nasadit do přesuvné<br />
matice a zaaretovat.<br />
3. Přesuvnou matici s upínací kleštinou nasunout do<br />
vřetena a lehce rukou našroubovat.<br />
4. Frézu nasunout do upínací kleštiny.<br />
5. Vřeteno frézy zablokovat pomocí přiloženého klíče a<br />
přesuvnou matici pevně dotáhnout.<br />
6. Za účelem vymontování upínací kleštiny nutno uvolnit<br />
přesuvnou matici a frézu vyjmout.<br />
7. Nyní přesuvnou matici s upínací kleštinou kompletně<br />
vyjmout z vřetena frézy.<br />
8. Upínací kleštinu odjistit lehkým zatlačením do strany<br />
3 (Fig. 11) a vyjmout z přesuvné matice.<br />
Nastavení otáček vřetena<br />
Pozor!<br />
Před zahájením všech seřizovacích prací na fréze nutno<br />
vytáhnout ze zásuvky síťový kabel!<br />
Přesouváním hnacího řemenu lze nastavit celkem<br />
6 rozsahů otáček vřetena (Fig. 12 a/b): 280, 540, 780, 910,<br />
1710 a 2500/min.<br />
Upozornění:<br />
Řemeny napnout jen lehce! Při nadměrně napnutém<br />
řemenu dochází k přetěžování motoru a mechanizmu<br />
stroje!<br />
1. Šroub s rýhovanou hlavou 4 (Fig.13) uvolnit a<br />
otevřít kryt 7.<br />
2. Šroub 5 uvolnit pomocí klíče na vnitřní šestihrany<br />
o cca 2 otáčky a uvolnit řemenici 1.<br />
3. Oba řemeny nasadit do potřebné polohy.<br />
4. Řemenici 1 potlačit s napínákem řemenu 8 pod sadou<br />
řemenic směrem ven tak, až dojde k napnutí řemenu.<br />
Šroub 5 dotáhnout. Šroub 5 dotáhnout.<br />
5. Pokud jsou nejsou oba řemeny napnuty rovnoměrně,<br />
může se napnutí horního řemenu nastavit separátně. K<br />
tomu nutno uvolnit šroub 2 a motor 3 tlačit směrem ven,<br />
až dojde k napnutí horního řemenu.<br />
6. Šroub 2 opět dotáhnout.<br />
Pozor!<br />
Kryt řemenu musí být během provozu vždy uzavřen!<br />
- 38-<br />
Frézování<br />
Pozor!<br />
Při frézování vždy používejte ochranné brýle. Bezpodmínečně<br />
dodržujte přiložené bezpečnostní předpisy!<br />
1. Obrobek nutno bezpečně upevnit pomocí upínek,<br />
svěráku nebo pomocí sklíčidla, namontovaného na<br />
suportu soustruhu.<br />
2. Alternativně lze obrobek upevnit do strojního svěráku a<br />
tento svěrák upevnit na pracovní stůl prostřednictvím<br />
Tdrážek.<br />
3. Nastavit požadovanou hloubku frézování.<br />
4. Upevňovací šrouby 3 a 4 (Fig. 9) dotáhnout.<br />
5. Zajistit, aby se fréza nedotýkala povrchu obrobku.<br />
6. Zkontrolovat správné nastavení otáček vřetena.<br />
7. Frézu zapnout spínačem 3 (Fig.1).<br />
8. Pracovat pomocí odpovídajícího posuvu<br />
Upozornění!<br />
Při frézování je nutno dbát na to, aby směr posuvu vždy<br />
probíhal oproti směru otáčení řezné hrany frézy (Fig. 14)<br />
Pozor!<br />
Posuv ovládat vždy manuálně! Při práci s použitím frézy v<br />
kombinaci se soustruhem PD <strong>230</strong>/E nesmí posuv probíhat<br />
prostřednictvím automatického posuvu soustruhu.<br />
Nebezpečí poranění!<br />
Opravy a údržba<br />
Pozor!<br />
Před zahájením všech oprav a údržbářských prací nutno<br />
vytáhnout síťový kabel ze zásuvky!<br />
Výměna hnacích řemenů<br />
Opotřebené hnací řemeny lze lehce vyměnit ve vlastních<br />
podmínkách. Náhradní řemeny lze objednat prostřednictvím<br />
centrálního servisu PROXXON (adresa je uvedena na<br />
zadní straně návodu).<br />
1. Šroub 5 (Fig. 13) povolit a řemenici 1 uvolnit.<br />
2. 3 šrouby 6 (Fig. 13) povolit a nadzvednout motor.<br />
3. Nyní lze řemeny vyjmout a vyměnit.<br />
4. Montáž se provádí v obráceném pořadí.
Seřízení vůle vedení křížového stolu<br />
Dojdeli během provozu ke zvětšení nebo zmenšení vůle<br />
některého z vedení křížového stolu, potom můžete tuto vůli<br />
vymezit pomocí seřizovacích šroubů 2 (Fig. 15). K tomu<br />
nutno uvolnit pojistné matice 1 a všechny seřizovací šrouby<br />
rovnoměrně zašroubovat tak, aby došlo k vymezení vůle.<br />
Potom pojistné matice opět dotáhnout.<br />
Seřízení vůle závitových vřeten křížového<br />
stolu<br />
Při zvětšení vůle závitového vřetena je nutno pomocí<br />
nástrčkového klíče 2 (Fig. 16) uvolnit matici asi 1 o jednu<br />
polovinu otáčky tak, aby došlo k vymezení vůle. Potom<br />
nutno ručním kolečkem otáčet směrem doprava tak<br />
dlouho, aby došlo k vymezení vůle. Po vymezení vůle nutno<br />
matici 1 opět dotáhnout (zajistit).<br />
Poznámka:<br />
Viz detailní výkres, strana 48: Vůli závitů příslušného<br />
závitového vřetena lze v případě potřeby vymezit rovněž<br />
lehkým nastavením matice vřetena poz. 3 pomocí šroubu<br />
poz. 25.<br />
Mazání stroje<br />
Pro zajištění dlouhé životnosti stroje, dodržujte mazací<br />
plán, uvedený na Fig. 17 (A: Olejování před každou prací na<br />
stroji / B: Olejování jednou měsíčně). Používat přitom jen<br />
strojního oleje bez obsahu kyselin.<br />
Po ukončení práce<br />
Pozor!<br />
Před zahájením čištění nutno vždy vytáhnout síťový kabel<br />
frézy ze zásuvky. Nebezpečí poranění!<br />
Po ukončení prací nutno křížový stůl a frézu důkladně<br />
očistit jemným hadříkem nebo štětcem. Po řádném očištění<br />
nutno všechny vodicí plochy lehce naolejovat a olej rozetřít<br />
přesouváním stolu. Křížový stůl se v žádném případě nesmí<br />
čistit pomocí tlakového vzduchu, jinak může dojít k poškození<br />
vedení vniknutím třísek do funkčních ploch.<br />
EG Prohlášení o shodnosti výrobku<br />
Tímto na vlastní odpovědnost prohlašujeme, že při<br />
konstrukci a výrobě předloženého výrobku byly splněny<br />
podmínky následujících směrnic EÚ:<br />
•DIN EN 61029 / 02.2001<br />
•DIN EN 61029 / 02.2001<br />
• ESSměrnice pro nízká napětí 73/23/EHS; 93/68/EHS<br />
• ESSměrnice pro konstrukci strojů 98/037/EHS<br />
•DIN EN 55014-2 / 08.2002<br />
• DIN EN 61000-3-2 / 12.2001<br />
• ESEMVSměrnice 89/336/EHS<br />
• DIN EN 55014-1 / 09.2002<br />
•DIN EN 61000-3-3 / 2002<br />
Dipl.Ing. Jörg Wagner<br />
PROXXON S.A.<br />
Odbor bezpečnosti výrobků<br />
- 39-
TR<br />
Kullanma kılavuzu<br />
Freze <strong>PF</strong> <strong>230</strong>/Enine-boyuna hareketli<br />
tabla KT <strong>230</strong>/<br />
Enine-boyuna hareketli tablaya sahip<br />
freze <strong>FF</strong> <strong>230</strong><br />
Önsöz . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 40<br />
Makinenin tanımı . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 40<br />
Genel görünüm Freze <strong>PF</strong> <strong>230</strong> (fiekil 1): . . . . . . . . . . 40<br />
Genel görünüm Enine-boyuna hareketli tabla KT <strong>230</strong><br />
(fiekil 2) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 40<br />
Freze <strong>PF</strong> <strong>230</strong>‘a ait teknik veriler . . . . . . . . . . . . . . . . 41<br />
Enine-boyuna hareketli tabla KT <strong>230</strong>‘a ait<br />
teknik veriler . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .41<br />
Frezenin monte edilmesi . . . . . . . . . . . . . . . . . . . . . . . . 41<br />
Torna makinesi PD <strong>230</strong>/E’ye ba¤lanması . . . . . . . . . 41<br />
Frezenin enine-boyuna hareketli tabla<br />
KT <strong>230</strong>’a montajı . . . . . . . . . . . . . . . . . . . . . . . . . . . 41<br />
Freze tertibatı ile çalıflma . . . . . . . . . . . . . . . . . . . . . . . 41<br />
Hassas ilerleme mekanizması üzerinden<br />
yükseklik ayarı . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 41<br />
Delme kolu üzerinden yükseklik ayarı . . . . . . . . . . . . 41<br />
Freze milinin yana döndürülmesi . . . . . . . . . . . . . . . 41<br />
Sıkma kovanının monte edilmesi . . . . . . . . . . . . . . . 42<br />
Mil devir sayısının ayarlanması . . . . . . . . . . . . . . . . 42<br />
Frezeleme ifllemi . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 42<br />
Tamiri ve bakımı . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 42<br />
Kayıflların de¤ifltirilmesi . . . . . . . . . . . . . . . . . . . . . . 42<br />
Enine-boyuna hareketli tablaya ait kılavuz<br />
boflluklarının ayarlanması . . . . . . . . . . . . . . . . . . . . . 43<br />
Enine-boyuna hareketli tablaya ait mil boflluklarının<br />
ayarlanması . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 43<br />
Makinenin ya¤lanması . . . . . . . . . . . . . . . . . . . . . . . 43<br />
Kullanımdan sonra . . . . . . . . . . . . . . . . . . . . . . . . . . 43<br />
Uygunluk belgesi . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 43<br />
Yedek parça listesi<br />
Freze <strong>PF</strong> <strong>230</strong> . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 47<br />
Enine-boyuna hareketli tabla KT <strong>230</strong> . . . . . . . . . . . . 49<br />
Önsöz<br />
Sayın müflteri!<br />
Bu kılavuzda, <strong>PF</strong> <strong>230</strong> ve uygun enine-boyna hareketli tabla<br />
KT <strong>230</strong> konu alınmıfltır. Kılavuz, enine-boyna hareketli<br />
tablayı, freze tertibatını veya her ikisini <strong>FF</strong> <strong>230</strong> olarak satın<br />
alan müflterilere yöneliktir. Hangisini seçti¤iniz önemli de¤il:<br />
Cihazı çalıfltırmadan bu kitapçı¤ı okuyunuz ve talimatlara<br />
uyunuz. Emniyet talimatlarına özellikle dikkat ediniz ve<br />
çalıflırken gereken dikkati gösteriniz.<br />
- 40-<br />
Makinenin tanımı<br />
Hassas frezeleme sistemi <strong>230</strong>’da size afla¤ıdaki opsiyonlar<br />
sunulmaktadır:<br />
KT <strong>230</strong>:<br />
1. Enine-boyuna hareketli tabla<br />
2. Kullanma kılavuzu ve emniyet talimatları<br />
<strong>PF</strong> <strong>230</strong>:<br />
1. Komple freze baflı<br />
2. Sütun (çapı 34mm)<br />
3. Tafllama makinesi için takma blo¤u, takma malzemesi<br />
dahil<br />
4. Germe penselerinin çapı 6, 8 ve 10 mm, bafllık somunu<br />
dahil<br />
5. PD <strong>230</strong>/E’ye monte etmek için T somunları bulunan freze<br />
masası, takma malzemesi dahil<br />
6. Kumanda aleti<br />
7. Kullanım kılavuzu ve güvenlik talimatları<br />
<strong>FF</strong> <strong>230</strong>:<br />
1. Komple freze baflı<br />
2. Sütun (çapı 34mm)<br />
3. Germe penselerinin çapı 6, 8 ve 10 mm, bafllık somunu<br />
dahil<br />
4. Çapraz masa KT 400<br />
5. Kumanda aleti<br />
6. Kullanım kılavuzu ve güvenlik talimatları<br />
Genel görünüm Freze <strong>PF</strong> <strong>230</strong> (fiekil 1):<br />
1. Motor<br />
2. Muhafaza<br />
3. Açma-/ Kapama flalteri<br />
4. Tablo<br />
5. Motor baglanti civatası<br />
6. Tırtıl bafllı muhafaza cıvatası<br />
7. Sıkma kovanı rakoru<br />
8. Frezeleme mili kovanı sıkma cıvatası<br />
9. Derinlik ayar skalası<br />
10. Delme kolu<br />
11. Sütun (Ø 34mm)<br />
12. Torna makinesine ba¤lama aya¤ı<br />
13. Hassas ilerlemeli yükseklik ayar el çarkı<br />
14. Yükseklik ayarı sıkıfltırma cıvatası<br />
15. Açı ayarlama skalası<br />
16. PD <strong>230</strong>/E Torna makinesi için frezeleme tablası<br />
(Freze <strong>FF</strong> <strong>230</strong>’un teslimat kapsamında de¤ildir,<br />
<strong>PF</strong> <strong>230</strong>’da teslimat kapsamına dahildir)<br />
Genel görünüm Enine-boyuna hareketli<br />
tabla KT <strong>230</strong> (fiekil 2)<br />
1. X-yönü için el çarkı (hareket mesafesi 170 mm)<br />
2. Skala halkası<br />
3. Çalıflma tezgahı (270 mm x 80 mm)<br />
4. Kapı tespiti için delik<br />
5. Sabitleme aya¤ı<br />
6. Y-yönü için el çarkı (hareket mesafesi 60 mm)<br />
7. Süport<br />
8. Sıkma cıvatası<br />
9. Skala<br />
10. Sütun sabitleme cıvatası<br />
11. T-kanalları<br />
PROXXON <strong>PF</strong> <strong>230</strong> Frezesi bir enine-boyuna hareketli tabla<br />
veya PROXXON PD <strong>230</strong>/E torna makinesi ile birlikte<br />
kullanılabilir (burada torna makinesinin süportu, enineboyuna<br />
tablanın yerini alır).
Freze <strong>PF</strong> <strong>230</strong>‘a ait teknik veriler<br />
Voltaj: 220 – 240 Volt, 50/60 Hz<br />
Güç: 140 Vatt<br />
Kısa süreli iflletme 10 dak.<br />
Kayıflları aktarmak suretiyle 6 de¤iflik mil devir sayısı:<br />
280, 540, 780, 910, 1710 ve 2500/dak.<br />
Frezeleme mili kovanı stroku 30 mm<br />
Dikey ayar mesafesi 200 mm<br />
Gürültü oluflumu ≤ = 70 dB(A)<br />
Titreflim ≤ = 2.5 m/s 2<br />
Ölçüleri bkz. flekil 3<br />
A¤ırlık yakl. 9 kg<br />
Sadece kapalı alanlarda<br />
iflletmeye yöneliktir!<br />
Enine-boyuna hareketli tabla KT <strong>230</strong>‘a ait<br />
teknik veriler<br />
Çalıflma alanı: 270 mm x 80 mm<br />
X-yönünde ayar mesafesi: 170 mm<br />
Y-yönünde ayar mesafesi 60 mm<br />
A¤ırlık: 9.5 kg<br />
T-kanallarının ölçüsü: bkz. flekil 4<br />
Kanal mesafesi: 25 mm<br />
Dönüfl baflına ilerleme hızı: 1,5 mm<br />
Bölüm çizgisi baflına ilerleme hızı: 0,05 mm<br />
Frezenin monte edilmesi<br />
Torna makinesi PD <strong>230</strong>/E’ye ba¤lanması<br />
1. Torna makinesini sa¤lam bir zemine tespitleyin.<br />
2. Ba¤lama aya¤ını 1 (fiekil 5) cıvatalar 2 ile torna<br />
makinesine 3 tespit edin (Cıvataları henüz sıkmayın!)<br />
3. Cıvata 3’ü (flekil 6) sıkın ve sütun 1’i yerlefltirin.<br />
4. Sütunu sıkıfltırmak için cıvata 4’ü sıkın.<br />
5. Freze tablasını 3 (fiekil 7) cıvatalar 2 ve dört köfle<br />
somunlar 1 ile torna makinesinin süportuna tespit edin.<br />
Frezenin enine-boyuna hareketli tabla KT <strong>230</strong>’a montajı<br />
Uyarı:<br />
Güvenli ve tam verimli çalıflma, ancak cihaz sabit bir zemine<br />
kurallara uygun biçimde tespitlendi¤i takdirde mümkündür.<br />
1. Enine-boyuna hareketli tablayı çalıflma zeminine 4<br />
cıvata 1 (M4, teslimat kapsamına dahil de¤ildir) ile<br />
tespitleyin (flekil 8).<br />
2. PROXXON Freze ile ba¤lantılı olarak çalıflırken<br />
<strong>PF</strong> <strong>230</strong> sütununu flanfla sokun ve cıvata 2 ile sabitleyin.<br />
(Sabitleme vidaları arasındaki) orta vida bir germe vidasıdır:<br />
Bu vidayı vidaladı¤ınızda delik biraz genifller ve sütun<br />
içeriye daha rahat sokulabilir. Sütunu sıkarken, bu vidanın<br />
tekrar gevfleyece¤ini (sökülece¤ini) sakın unutmayınız!<br />
Freze tertibatı ile çalıflma<br />
Dikkat!<br />
Frezenin tüm ayar ifllemlerinden önce elektrik kablo fiflini<br />
çekin!<br />
<strong>PF</strong> <strong>230</strong>’un freze mili yükseklik açısından 2 de¤iflik flekilde<br />
ayarlanabilir (fiekil 9):<br />
1. Hassas ilerleme mekanizması 1 vasıtası ile<br />
2. Delme kolu 2 vasıtası ile<br />
Hassas ilerleme mekanizması üzerinden<br />
yükseklik ayarı<br />
1. Cıvatayı 3 (fiekil 9) gevfletin.<br />
2. El çarkı 1 ile arzu edilen yüksekli¤i ayarlayın<br />
(1 devir 1mm ilerlemeye tekabül eder).<br />
3. Cıvatayı 3 mutlaka tekrar sıkın.<br />
Delme kolu üzerinden yükseklik ayarı<br />
1. Cıvatayı 4 (fiekil 9) gevfletin.<br />
2. Cıvatayı 6 gevfletin ve skalayı 5 sıfırın üstüne getirin.<br />
Cıvatayı 6 tekrar sıkın.<br />
3. Delme kolu 2 ile arzu edilen yüksekli¤i ayarlayın.<br />
4. Cıvatayı 4 tekrar sıkın.<br />
Uyarı:<br />
Delme kolu ile sadece yükseklik ayarı yapılmaz, aynı zamanda<br />
delme ifllemi de yapılabilir. Delme ifllemi esnasında<br />
cıvatayı 4 sıkmayın.<br />
Freze milinin yana döndürülmesi<br />
Freze mili komple olarak iki aks üzerinde yana döndürülebilir.<br />
Dikey aks üzerinde yana döndürmek için cıvatayı 4<br />
(fiekil 6) gevfletin ve sütunu komple olarak arzu edilen<br />
pozisyonda yana döndürün. Daha sonra cıvatayı tekrar<br />
sıkın.<br />
Yatay aks üzerinde yana döndürmek için cıvatayı 1 (fiekil 7)<br />
gevfletin ve freze milini yana döndürün. Arzu edilen açı<br />
derecesini skala 2 üzerinden ayarlayın ve cıvatayı 1 tekrar<br />
sıkın.<br />
- 41-
Sıkma kovanının monte edilmesi<br />
Dikkat!<br />
Sıkma kovanını asla tek baflına mil içine sürmeyin! Daima<br />
ilk önce sıkma kovanını rakorun içine yerlefltirin! Daima<br />
sıkma kovanı ve frezenin birbirine uygun çapta olmasına<br />
dikkat edin.<br />
Lütfen dikkat edin: Birlikte gönderilen sıkma kovanlarına ek<br />
olarak di¤er boylar da aksesuar seçeneklerimize dahildir.<br />
Bu boylar cihaz kataloglarımızda verilmifltir.<br />
Di¤er sorularınız için lütfen müflteri hizmetlerine danıflınız.<br />
1. Rakoru 7 (fiekil 11) gevfletin.<br />
2. Arzu edilen sıkma kovanını 2 rakorun içine yerlefltirin ve<br />
yuvasına tam oturmasını sa¤layın.<br />
3. Sıkma kovanı ile birlikte rakoru milin içine sürün<br />
(yerlefltirin) ve el ile hafifçe sıkın.<br />
4. Frezeyi sıkma kovanının içine sürün (yerlefltirin).<br />
5. Makine ile beraber verilen takım yardımı ile freze milini<br />
bloke edin ve rakoru tam sıkın.<br />
6. Sıkma bilezi¤ini çıkarmak için rakoru gevfletin ve frezeyi<br />
çıkarın.<br />
7. fiimdi rakoru sıkma bilezi¤i ile birlikte komple olarak freze<br />
milinden çıkarıp alın.<br />
8. Sıkma bilezi¤ine yan taraftan hafifçe bastırmak suretiyle<br />
3 (fiekil 11) yuvasından kurtarın ve rakorun içinden<br />
çıkarıp alın.<br />
Mil devir sayısının ayarlanması<br />
Dikkat!<br />
Frezenin tüm ayar ifllemlerinden önce elektrik kablo fiflini<br />
çekin!<br />
Tahrik kayıfllarını aktarmak suretiyle toplam 6 de¤iflik mil<br />
sayısı ayarlanabilir (fiekil 12 a/b): 280, 540, 780, 910, 1710<br />
ve 2500/dak.<br />
Uyarı:<br />
Kayıflı sadece hafif olarak gerdirin! Çok gerdirilmifl olan bir<br />
kayıfl motora ve makinenin mekanik aksamına fazla yük<br />
binmesine neden olur!<br />
1. Tırtıl bafllı cıvatayı 4 (fiekil 13) gevfletin ve muhafazayı 7<br />
açın.<br />
2. Kayıfl kasna¤ının gerginli¤ini almak için, cıvatayı 5 imbus<br />
anahtar ile yaklaflık iki tur gevfletin.<br />
3. Her iki kayıflı arzu edilen pozisyonda takın.<br />
4. Kayıfl kasna¤ını 1, kayıfl gerilinceye 8 kadar diflli<br />
grubunun altındaki kayıfl gerici ile birlikte dıfla bastırın.<br />
Cıvatayı 5 sıkın.<br />
5. E¤er her iki kayıfl eflit olmayan de¤iflik oranlarda<br />
gerdirilmifl ise, üstteki kayıfl tek baflına gerdirilebilir.<br />
Bunun için cıvatayı 2 gevfletin ve üstteki kayıfl<br />
gerdirilinceye kadar motoru 3 dıflarıya do¤ru bastırın.<br />
6. Cıvatayı 2 tekrar sıkın.<br />
Dikkat!<br />
Kayıfl kapa¤ı iflletme esnasında her zaman kapalı olmalıdır!<br />
- 42-<br />
Frezeleme ifllemi<br />
Dikkat!<br />
Frezeleme ifllemi esnasında daima koruyucu gözlük<br />
kullanın. ‹liflikte verilen emniyet talimatlarına mutlaka riayet<br />
edin!<br />
1. ‹fllem görecek parçayı sıkma plakasına, mengeneye<br />
veya süporta monte edin. Aynayı güvenli bir biçimde<br />
tespitleyin.<br />
2. ‹fllem görecek parçayı buna alternatif olarak makine<br />
mengenesine ba¤layabilir ve mengeneyi T-kanallarının<br />
yardımı ile çalıflma tezgahına tespitleyebilirsiniz.<br />
3. Arzu edilen frezeleme derinli¤ini ayarlayın.<br />
4. Sıkıfltırma cıvatalarını 3 ve 4 (fiekil 9) sıkın.<br />
5. Frezenin ifllenecek olan parçaya temas etmedi¤inden<br />
emin olun.<br />
6. Mil devir sayısının do¤ru ayarlandı¤ından emin olun.<br />
7. Frezeyi, flalterden 3 (fiekil 1) çalıfltırın.<br />
8. Uygun olan ilerleme hızı ile çalıflın<br />
Uyarı!<br />
Frezeleme esnasında ilerleme hareketinin her zaman freze<br />
kesim yönünün tersine olmasına dikkat edin (fiekil 14).<br />
Dikkat!<br />
‹lerlemeyi daima mekanik olarak el ile yapılmalıdır!<br />
Frezenin, PD <strong>230</strong>/E torna makinesi ile kombine olarak<br />
kullanılması durumunda ilerleme, torna makinesinin<br />
otomatik ilerlemesi üzerinden yapılmamalıdır. Yaralanma<br />
tehlikesi!<br />
Tamiri ve bakımı<br />
Dikkat!<br />
Tüm tamir ve bakım çalıflmalarından önce elektrik kablosu<br />
fiflini çekin!<br />
Kayıflların de¤ifltirilmesi<br />
E¤er kayıfllar aflınmıfl ise, bunu kendiniz de¤ifltirme imkanına<br />
sahipsiniz. Yedek kayıflı PROXXON merkez servisinden<br />
siparifl edebilirsiniz (Adresi kullanma kılavuzunun arka<br />
sayfasında bulunmaktadır).<br />
1. Kayıfl kasna¤ının gerginli¤ini almak için cıvatayı 5<br />
(fiekil 13) gevfletin.<br />
2. 3 cıvatayı 6 (fiekil 13) gevfletin ve motoru kaldırın.<br />
3. fiimdi kayıflları çıkarabilirsiniz ve de¤ifltirebilirsiniz.<br />
4. Tekrar toplama ifllemleri sökme sırasının tersine göre<br />
yapılır.
Enine-boyuna hareketli tablaya ait kılavuz<br />
boflluklarının ayarlanması<br />
Zaman içerisinde enine-boyuna hareketli tablanın kılavuz<br />
bofllu¤unda azalma veya artma göründü¤ü takdirde ayar<br />
cıvataları 2 (fiekil 15) ile bofllu¤u ayarlayabilirsiniz. Bunun<br />
için kontra sumununu 1 çözün ve boflluk giderilene kadar<br />
ayar cıvatalarını eflit da¤ılımlı biçimde çevirerek takın.<br />
Ardından kontra somununu tekrar sıkın.<br />
Enine-boyuna hareketli tablaya ait mil<br />
boflluklarının ayarlanması<br />
Mil boflu¤unun artması durumunda somunu 1 boflluk<br />
giderilene kadar takma göbe¤i 2 (fiekil 16) ile yakl. yarım<br />
tur gevfletin. Ardından boflluk giderilene kadar el çarıkını<br />
sa¤a çevirin. Somunu 1 tekrar iyice sıkın (kontra).<br />
Hatırlatma:<br />
Bkz. patlama resmi, sayfa 48: Söz konusu mil difllerindeki<br />
boflluk, gerekti¤inde mil somununun Poz. 3 cıvata Poz. 25<br />
ile hafifçe kapatılması yoluyla elde edilebilir.<br />
Makinenin ya¤lanması<br />
Makinenin uzun ömürlü olmasını garantilemek için, flekil<br />
17’de belirtilen ya¤lama planına lütfen riayet edin<br />
(A: ‹fle bafllamadan önce her defasında ya¤lanacak /<br />
B: Aylık olarak ya¤lanacak). Bu esnada sadece asit<br />
içermeyen makine ya¤ı kullanın.<br />
Kullanımdan sonra<br />
Dikkat!<br />
Temizleme iflleminden önce fifli çekin. Yaralanma tehlikesi!<br />
Enine-boyuna hareketli tablayı ve frezeyi kullandıktan sonra<br />
yumuflak bir bez veya fırça ile temizleyin. Ardından kılavuzları<br />
hafifçe ya¤layın ve masayı hareket ettirerek ya¤ı da¤ıtın.<br />
Enine-boyuna hareketli tablayı hiçbir zaman basınçlı<br />
hava ile temizlemeyin, aksi takdirde kılavuzlara talafl<br />
girebilir.<br />
AB-Uygunluk belgesi<br />
Biz kendi sorumlulu¤umuz altında bu ürünün afla¤ıda<br />
belirtilen AB normlarına uygun oldu¤unu beyan ederiz:<br />
• EG-Alçak gerilim normları 73/23/EWG; 93/68/EWG<br />
• DIN EN 61029 / 02.2001<br />
• AB-Makine normları 98/037/Avrupa Ekonomik Birli¤i<br />
• DIN EN 61029 / 02.2001<br />
• DIN EN 55014-2 61000-3-2 / 08.2002<br />
• DIN EN 61000-3-3 / 12.2001 2002<br />
• EG-EMV-Normları 89/336/Avrupa Ekonomik Birli¤i<br />
• DIN EN 55014-1 / 09.2002<br />
Yük.-Müh. Jörg Wagner<br />
PROXXON S.A.<br />
Makine Emniyet Departmanı<br />
- 43-
Notizen:<br />
- 44-
Notizen:<br />
- 45-
Ersatzteilbild <strong>PF</strong> <strong>230</strong><br />
- 46-<br />
24<br />
49<br />
14<br />
16<br />
59<br />
10<br />
26<br />
41<br />
50<br />
18<br />
12<br />
30<br />
31<br />
40<br />
21<br />
34<br />
66<br />
Material<br />
— —<br />
Werkzeug<br />
—<br />
—<br />
— — —<br />
durchmesser<br />
—<br />
—<br />
— — —<br />
fl mm<br />
—<br />
—<br />
— — —<br />
—<br />
—<br />
— —<br />
—<br />
—<br />
Stahl Aluminium Kunststoff<br />
2<br />
58<br />
11<br />
36<br />
48<br />
56<br />
46<br />
45<br />
35<br />
36<br />
85<br />
15<br />
9<br />
Material<br />
Werkzeug<br />
durchmesser<br />
fl mm<br />
—<br />
—<br />
—<br />
—<br />
Stahl Aluminium Kunststoff<br />
—<br />
—<br />
—<br />
—<br />
13<br />
8<br />
44<br />
—<br />
—<br />
—<br />
—<br />
—<br />
—<br />
—<br />
—<br />
—<br />
—<br />
42<br />
43<br />
57<br />
58<br />
37<br />
33<br />
46<br />
45<br />
45<br />
47<br />
17<br />
32<br />
25<br />
70-72<br />
67<br />
39<br />
1<br />
3<br />
29<br />
82<br />
38<br />
20<br />
7<br />
27<br />
64<br />
86<br />
4<br />
6<br />
5<br />
51<br />
84<br />
83<br />
22<br />
62<br />
65<br />
52<br />
23<br />
61<br />
63<br />
19<br />
51<br />
53<br />
54<br />
60
Ersatzteilliste<br />
Ersatzteile bitte schriftlich beim PROXXON Zentralservice bestellen (Adresse auf der Rückseite der Anleitung)<br />
Fräse <strong>PF</strong> <strong>230</strong><br />
Artikel-No. 24 104<br />
ET - Nr.: Benennung<br />
24 104-01 Bohrkopf<br />
24 104-02 Pinole<br />
24 104-03 Bohrspindel<br />
24 104-04 Schaft für Vorschub<br />
24 104-05 Skalenring<br />
24 104-06 Aufkleber für Skalenring<br />
24 104-07 Bohrhebel<br />
24 104-08 Getriebegehäuse<br />
24 104-09 Abdeckhaube<br />
24 104-10 Abdeckung für Schaltergehäuse<br />
24 104-11 Rückholfeder<br />
24 104-12 Schraube<br />
24 104-13 Motorriemenscheibe<br />
24 104-14 Zwischenriemenscheibe<br />
24 104-15 Spindelriemenscheibe<br />
24 104-16 Achse für Riemenscheibe<br />
24 104-17 Schraube für Pinolenführung<br />
24 104-18 Achse für Abdeckhaube<br />
24 104-19 Flansch für Bohrkopf<br />
24 104-20 Skala für Winkelverstellung<br />
24 104-21 Ein-/ Ausschalter<br />
24 104-22 Flansch für Drehmaschine<br />
24 104-23 Säule (ø 34 mm)<br />
24 104-24 Tabelle für Schnittgeschwindigkeiten<br />
24 104-25 Tabelle für Spindelgeschwindigkeiten<br />
24 104-26 Kunststoffabdeckung<br />
24 104-27 Stift<br />
24 104-29 Gewindestift<br />
24 104-30 Zahnscheibe<br />
24 104-31 Hülse (Metall)<br />
24 104-32 Rändelschraube<br />
24 104-33 Schraube<br />
24 104-34 Schraube<br />
24 104-35 Hülse<br />
24 104-36 Kugellager<br />
24 104-37 Motor<br />
24 104-38 Zuleitung mit Stecker<br />
24 104-39 Zugentlastung<br />
24 104-40 Hülse (Kunststoff)<br />
24 104-41 Schraube<br />
24 104-42 Riemen für Motorriemenscheibe<br />
24 104-43 Riemen für Spindelriemenscheibe<br />
ET - Nr.: Benennung<br />
24 104-44 Schraube<br />
24 104-45 Mutter<br />
24 104-46 Unterlegscheibe<br />
24 104-47 Gewindestift<br />
24 104-48 Seegerring<br />
24 104-49 Schraube<br />
24 104-50 Gleitstück<br />
24 104-51 Klemmschraube<br />
24 104-52 Schraube<br />
24 104-53 Schraube<br />
24 104-54 Scheibe<br />
24 104-56 Gewindestift<br />
24 104-57 Unterlegscheibe<br />
24 104-58 Buchse<br />
24 104-59 Schraube<br />
24 104-60 Schraube<br />
24 104-61 Handrad<br />
24 104-62 Hutmutter<br />
24 104-63 Gewindestange<br />
24 104-64 Flansch<br />
24 104-65 Schraube<br />
24 104-66 Platine<br />
24 104-67 Überwurfmutter für Spindel<br />
24 104-70 Spannzange 6 mm<br />
24 104-71 Spannzange 8 mm<br />
24 104-72 Spannzange 10 mm<br />
24 104-82 Keilleiste<br />
24 104-83 Pin<br />
24 104-84 Schraube<br />
24 104-85 Scheibe<br />
24 104-86 Bolzen<br />
Ohne Abbildung:<br />
24 104-80 Frästisch<br />
24 104-81 Befestigungsschrauben für Frästisch inkl.<br />
Vierkantmuttern<br />
24 104-99 Bedienungsanleitung (inkl. Sicherheitshinweise)
Ersatzteilbild KT <strong>230</strong><br />
22<br />
- 48-<br />
21<br />
8<br />
18<br />
10 15<br />
17<br />
7<br />
6<br />
5<br />
4<br />
11<br />
25<br />
12<br />
25<br />
3<br />
13<br />
14<br />
19<br />
2<br />
13<br />
14<br />
16<br />
25<br />
3 13<br />
14<br />
24<br />
12 16<br />
1<br />
23<br />
20<br />
5<br />
15<br />
6<br />
7 10 21 22<br />
8
Ersatzteilliste<br />
Ersatzteile bitte schriftlich beim PROXXON Zentralservice bestellen (Adresse auf der Rückseite der Anleitung)<br />
Kreuztisch KT <strong>230</strong><br />
Artikel-No. 24 106<br />
ET - Nr.: Benennung<br />
24106- 01 Maschinenfuß / Machine base<br />
24106- 02 Support / Support<br />
24106- 03 Spindelmutter / Spindle nut<br />
24106- 04 Spindel für Y-Verstellung / Spindle for Y-axle<br />
24106- 05 Frontplatte / Plate<br />
24106- 06 Schraube / Screw<br />
24106- 07 Handrad / Hand wheel<br />
24106- 08 Hutmutter / Cap nut<br />
24106- 09 Blechfeder / Spring<br />
24106- 10 Einstellblech für Y-Verstellung / Adjusting plate for y-Axle<br />
24106- 11 Schraube / Screw<br />
24106- 12 Kontermutter / Counternut<br />
24106- 13 Gewindestift / Set screw<br />
24106- 14 Skalenring / Graduated collar<br />
24106- 15 Klemmschraube / Screw<br />
24106- 16 Skala / Scale<br />
24106- 17 Tisch / Table<br />
24106- 18 Einstellblech für x-Verstellung / Adjusting plate<br />
24106- 19 Spindel für X-Verstellung / Adjusting plate for x-Axle<br />
24106- 20 Hülse / Bushing<br />
24106- 21 Schraube / Screw<br />
24106- 22 Gewindestift / Set screw<br />
24106- 23 Abdeckblech / Cover plate<br />
24106- 24 Schraube / Screw<br />
- 49 -
Ihr Gerät funktioniert nicht ordentlich? Dann bitte die Bedienungs -<br />
anleitung noch einmal genau durchlesen.<br />
Ist es tatsächlich defekt, senden Sie es bitte an:<br />
PROXXON Zentralservice PROXXON Zentralservice<br />
D-54518 Niersbach A-4224 Wartberg/Aist<br />
Wir reagieren prompt und zuverlässig! Über diese Adresse können Sie<br />
auch alle erforderlichen Ersatzteile bestellen.<br />
Wichtig: Eine kurze Fehlerbeschreibung hilft uns, noch schneller zu<br />
reagieren. Bei Rücksendungen innerhalb der Garantiezeit bitte Kauf beleg<br />
beifügen.<br />
Bitte senden Sie das Gerät in der Originalverpackung zurück. So<br />
vermeiden Sie Beschädigungen beim Transport.<br />
Änderungen im Sinne des technischen Fortschritts behalten wir uns vor.<br />
Art.-Nr. 24108-99 PR 702709701J