SIENNA 210 Manuel technique d'utilisation et d ... - Davum TMC
SIENNA 210 Manuel technique d'utilisation et d ... - Davum TMC
SIENNA 210 Manuel technique d'utilisation et d ... - Davum TMC

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
<strong>SIENNA</strong> <strong>210</strong><strong>Manuel</strong> <strong>technique</strong> d’utilisation <strong>et</strong>d’entr<strong>et</strong>ienDénudeur de câbles par laserSpectrum Technologies PLCWestern AvenueBridgend CF31 3RTRoyaume-UniTél. : (+44) (0) 16 56 65 54 37Fax : (+44) (0) 16 56 65 59 20E-mail : sales@spectrumtech.comWeb : www.spectrumtech.comVersion 1.0 : KJ 14-9-06
<strong>SIENNA</strong> <strong>210</strong>Avis de droits d’auteurLa présente publication <strong>et</strong> son contenu sont spécifiques au constructeur <strong>et</strong> sont la propriétéexclusive de Spectrum Technologies, Bridgend, Royaume-Uni. Ce document a été publiéexclusivement aux fins de l’utilisation contractuelle par les clients de Spectrum Technologies. Ilne saurait être reproduit ou distribué sous quelque forme que ce soit sans l’autorisation écriteexpresse de Spectrum Technologies.Les brev<strong>et</strong>s des dénudeurs de câbles par laser décrits dans la présente publication ont étéémis aux États-Unis <strong>et</strong> dans d’autres pays. Des brev<strong>et</strong>s complémentaires sont en instance auxÉtats-Unis.Spectrum Technologies ne saurait accepter aucune responsabilité provenant de l’applicationou de l’utilisation des produits ou du logiciel décrits dans la présente publication. Elle n<strong>et</strong>ransm<strong>et</strong> en outre aucune licence au titre de la propriété industrielle dont elle jouit ou de celled’autrui. Spectrum Technologies se réserve également le droit de procéder sans préavis à desmodifications de tout produit décrit dans le présent document. La présente publication peutfaire l’obj<strong>et</strong> de modifications sans préavis.2
<strong>SIENNA</strong> <strong>210</strong>● Toujours s’assurer que les couvercles de sécurité de la zone d’outillage sont enplace avant de faire fonctionner le laser ;● Ne jamais enlever de plaques ou de panneaux de la machine ;●Arrêter tout de suite la machine <strong>et</strong> avertir le personnel <strong>technique</strong> responsable àchaque fois qu’une condition inhabituelle se présente ;● Ne jamais essayer de réparer ou d’entr<strong>et</strong>enir la machine ;● Ne jamais essayer de traiter un matériau qui n’a pas été approuvé par la direction ;●Ne jamais laisser la machine sans surveillance alors que le laser est en marche.Sécurité - MaintenanceLe technicien de maintenance est la personne responsable d’assurer la maintenance <strong>et</strong>l’entr<strong>et</strong>ien du dénudeur de câbles par laser <strong>et</strong> d’en effectuer les réglages. Cela comprendl’alignement du laser. C<strong>et</strong>te personne doit avoir une excellente connaissance dufonctionnement mécanique, optique <strong>et</strong> électrique de c<strong>et</strong>te machine ainsi que de tous lesdispositifs <strong>et</strong> exigences de sécurité.ATTENTIONToute personne effectuant une tâche quelconque d’alignement ou d’entr<strong>et</strong>ien ou toutindividu se trouvant dans les parages doit porter des lun<strong>et</strong>tes de sécurité laserhomologuées à tout moment pour se protéger entièrement les yeux.Risques potentiels présentés par la machineRisques de lésions oculaires : Le risque principal pour les yeux survient pendant l’entr<strong>et</strong>ien dela machine. À ce moment-là, il faut contourner certains des dispositifs de sécurité intégrés. Unrayonnement parasite ou réfléchi peut alors s’échapper de la machine.Lors des opérations normales de dénudage, la machine est blindée, empêchant ainsi l’énergielaser d’atteindre l’opérateur.Les risques oculaires présentent un danger de lésion de plusieurs parties différentes de l’œil,selon la partie de l’œil qui absorbe le plus d’énergie rayonnante. Les émissions laserentraînent des lésions oculaires principalement au niveau de la cornée, mais le rayonnementlaser peut également abîmer le cristallin.Prévention des lésions oculaires : Les lun<strong>et</strong>tes de sécurité homologuées doivent être àcoques latérales ou enveloppantes pour assurer la protection latérale. Le laser de c<strong>et</strong>temachine ém<strong>et</strong> un rayonnement d’une longueur d’onde de 10,6 microns dans le spectreinfrarouge lointain <strong>et</strong> les lun<strong>et</strong>tes de sécurité homologuées sont conçues pour bloquer c<strong>et</strong>telongueur d’onde. Vous pouvez commander de telles lun<strong>et</strong>tes auprès de SpectrumTechnologies. La protection oculaire est uniquement nécessaire lorsque les verrouillages desécurité sont neutralisés <strong>et</strong> que les couvercles sont ouverts ou enlevés.4JD/KJ 11-09-06
<strong>SIENNA</strong> <strong>210</strong>2. En suivant avec précision la procédure d’alignement du laser – Consultez pour cela laSECTION 7 du présent manuel.Réflectivité : Dénuder les câbles par laser marche bien parce que le laser utilisé dans c<strong>et</strong>temachine brûle la majorité des isolants de câbles sans endommager le conducteur métalliqueintérieur. La capacité du faisceau à réfléchir sur le conducteur plutôt que de le brûler signifiequ’il réfléchit également sur toute autre surface métallique. Le faisceau laser réfléchi constituele risque potentiel principal lors de l’alignement du laser.Caractéristiques de sécuritéClé des panneaux d’entr<strong>et</strong>ien de la machine : Pour accéder à l’intérieur du bâti principal dela machine, une clé spéciale est nécessaire. Elle sert à enlever les couvercles de protectiondes panneaux. C<strong>et</strong>te caractéristique de sécurité empêche les individus non autorisésd’accéder aux pièces électriques <strong>et</strong> mécaniques à l’intérieur de la machine. C<strong>et</strong>te clé spécialedoit être conservée dans un lieu accessible uniquement par du personnel d’entr<strong>et</strong>ien qualifié <strong>et</strong>qui a reçu une formation adéquate pour l’entr<strong>et</strong>ien de la machine.Verrouillages des couvercles <strong>et</strong> circuits de sécurité : La ZONE D’OUTILLAGE a deuxcouvercles. Le couvercle supérieur est en polycarbonate transparent <strong>et</strong> le couvercle inférieurest en métal. Ils sont tous deux livrés avec un circuit de verrouillage à sûr<strong>et</strong>é intégrée. Si l’unou l’autre des couvercles est ouvert, le circuit ferme l’obturateur du faisceau laser de force.Ainsi, le faisceau laser ne peut pas atteindre les têtes de focalisation <strong>et</strong> l’opérateur ne risquepas de se blesser. Vous trouverez un diagramme schématique électrique de ce circuit desécurité à la SECTION 8.Arrêt d’urgenceIl faut utiliser le bouton-poussoir « LASER OFF » (laser éteint) pour débrancher l’alimentation dulaser en cas d’urgence.Sécurité électriqueProtection des circuits : Les circuits c.a. de la machine sont protégés par fusible pourassurer une sécurité électrique maximale. S’il y a un court-circuit ou un appel de courantdépassant les paramètres conceptuels nominaux, un ou plusieurs fusibles ouvriront le circuit.S’il devient nécessaire de remplacer les fusibles, il faut veiller à utiliser des fusibles de mêmestype <strong>et</strong> valeur nominale que ceux d’origine. Débranchez toujours l’alimentation électriqueprincipale de la machine pour la couper avant de remplacer les fusibles.L’ALIMENTATION ELECTRIQUE DU LASER (M2) possède une protection interne contre les courtscircuits.Si un court-circuit électrique se produit au niveau de la sortie de c<strong>et</strong>te alimentationélectrique, elle est automatiquement coupée <strong>et</strong> le potentiel de sortie normal est rétabli une foisle court-circuit supprimé.6JD/KJ 11-09-06
<strong>SIENNA</strong> <strong>210</strong>Mise à la masse : Toutes les pièces métalliques exposées sur ou dans la machine ont étéconnectées du point de vue électrique à la masse (terre) du système électrique.Le bâti principal de la machine, tous les panneaux d’accès, la plaque verticale, la plaque debase horizontale, le boîtier de l’alimentation électrique du laser, le logement des ventilateurs,les lamelles de masse, le tableau de commande, <strong>et</strong>c., sont tous connectés du point de vueélectrique à la masse (terre) du système électrique, par le cordon d’alimentation de lamachine.Blindage : Le dénudeur de câbles par laser est une boîte métallique connectée du point devue électrique à la masse (terre) du système électrique. Tous les panneaux de surface <strong>et</strong> lesplaques à l’extérieur sont collés. Cela réduit ainsi le risque d’interférence entre tous signauxélectriques à l’intérieur de la machine <strong>et</strong> toutes communications RF à l’extérieur de lamachine.Couvercles de protection internes : Les caractéristiques suivantes ont été incorporées à lamachine pour assurer une protection contre tout contact accidentel avec les circuitsélectriques c.a. :• Toutes les extrémités c.a. au sein de la machine sont protégées soit par un couvercleen plastique transparent, soit par un produit scellant en Tempflex® 5145.• Tous les fusibles sont protégés par des couvercles en plastique.Séparation haute/basse tension : Les borniers électriques utilisés dans c<strong>et</strong>te machine sontséparés par tension. Chaque bornier est raccordé soit à une basse tension c.c. soit à un<strong>et</strong>ension de ligne c.a. Les deux tensions ne se trouveront jamais sur le même bornier.Consultez le diagramme schématique électrique de la machine, à la SECTION 8, pour connaîtrele câblage de la plaqu<strong>et</strong>te de connexions.Étiqu<strong>et</strong>tes d’identification des câbles : Les extrémités des câbles électriques au sein de lamachine sont toutes identifiées à l’aide d’une étiqu<strong>et</strong>te numérotée ou l<strong>et</strong>trée au niveau del’extrémité, <strong>et</strong> comportent un renvoi au schéma électrique du harnais principal illustré à laSECTION 8.Sécurité mécaniqueBruit audible : Le bruit audible produit par c<strong>et</strong>te machine <strong>et</strong> ses pièces est minime. Il provientessentiellement du mouvement de l’air. L’air pompé dans les têtes de focalisation, servant àprotéger les lentilles de focalisation, crée un sifflement au moment où il s’échappe. Le bruitproduit par l’échappement d’air de l’épurateur d’air ACS-3 n’est pas d’un niveau tel qu’il rendobligatoire le port d’une protection anti-bruit. Une telle protection, bien qu’elle ne soit pasobligatoire, pourrait cependant atténuer tout bruit audible.Vibration : Il n’existe pas de pièce présentant de fortes vibrations au sein de c<strong>et</strong>te machine.Gaz : Le laser contient du gaz CO 2 . Il est inoffensif <strong>et</strong> se dissiperait rapidement s’il s’échappaitd’un laser très endommagé.7JD/KJ 11-09-06
<strong>SIENNA</strong> <strong>210</strong>ATTENTIONCertains types d’isolants de câbles produisent des fumées toxiques lorsqu’ils sontbrûlés au laser. Ne faites pas fonctionner la machine sans disposer d’un épurateurd’air tel que l’unité d’épuration/filtration facultative ACS-3. Vérifiez les propriétéstoxiques de l’isolant de câble auprès du fabricant avant de procéder au dénudage.Vapeur <strong>et</strong> poussière : Certains isolants de câble produisent de la poussière <strong>et</strong> des fuméestoxiques lorsqu’ils sont vaporisés par le laser. Celles-ci sont évacuées de la zone de travail <strong>et</strong>aspirées par l’unité d’épurateur/filtration d’air ACS-3 ou tout dispositif similaire.Surchauffe du laser : Si le système de refroidissement de la machine ne fonctionne pas, lescircuits électroniques internes du laser arrêtent immédiatement ce dernier jusqu’à ce qu’unniveau correct de refroidissement <strong>et</strong> de circulation d’air soit de nouveau atteint.Stockage de l’énergie électrique : La machine ne comprend aucun dispositif qui stockel’énergie.Stabilité mécanique : Étant donné que la stabilité du laser est vitale pour le fonctionnementde précision de c<strong>et</strong>te machine, sa résistance mécanique a été renforcée. Une contraintestructurelle normale n’est pas susceptible de causer un mauvais alignement.Équipement anti-incendie recommandé : Il faut utiliser un extincteur homologué pour lesincendies d’origine électrique, jamais de l’eau.Conformité réglementaireClassification : Dans le cadre de la réglementation établie par le CDRH (Center for Devicesand Radiological Health - Direction des dispositifs médicaux <strong>et</strong> des produits radiologiques), quidépend de la FDA américaine, le laser contenu dans ce système est un instrument de classeIV, placé dans une enceinte de classe I.Loi hygiène <strong>et</strong> sécurité de 1968 (États-Unis) sur le contrôle du rayonnement : Le laserutilisé dans ce système est conçu pour être conforme aux exigences imposées par la Loihygiène <strong>et</strong> sécurité de 1968 (États-Unis) sur le contrôle du rayonnement. Dans le cadre dec<strong>et</strong>te loi, la FDA américaine a émis une norme de performance des produits laser – 21 CFR1040.10 <strong>et</strong> 1040.11. C<strong>et</strong>te norme a été créée pour protéger la santé <strong>et</strong> l’hygiène publiques enexigeant des fabricants de produits laser qu’ils indiquent la présence de rayonnement laser,qu’ils donnent à l’utilisateur certains moyens de contrôler le rayonnement <strong>et</strong> qu’ils avertissentcorrectement l’ensemble du personnel quant aux dangers potentiels, en utilisant des étiqu<strong>et</strong>tessur les produits <strong>et</strong> des instructions.Conformité du laser avec l’EMI : Certaines directives de la FCC (Federal CommunicationsCommission - Commission fédérale de la communication) <strong>et</strong> de l’Union européenne (UE)imposent des exigences de performance des produits relatives à la compatibilitéélectromagnétique (CEM) ainsi que des caractéristiques de sécurité des produits pourl’équipement industriel, scientifique <strong>et</strong> médical (ISM). Vous trouverez à la SECTION 9 laDéclaration de conformité du laser fourni avec c<strong>et</strong>te machine.8JD/KJ 11-09-06
<strong>SIENNA</strong> <strong>210</strong>Conformité européenne–CE du laser : Vous trouverez à la SECTION 9 la Déclaration deconformité du laser fourni avec c<strong>et</strong>te machine.Conformité européenne–CE de la machine : La conception, la fabrication <strong>et</strong> les documentsde c<strong>et</strong>te machine répondent aux exigences de la directive Machines 89/336/CEE ou lesdépassent.Exigences laser FCC (États-Unis) La loi américaine de 1934 sur la communication a investila FCC (Federal Communications Commission – Commission fédérale de la communication)de l’autorité de réglementer l’équipement industriel, scientifique <strong>et</strong> médical (ISM) ém<strong>et</strong>tant unrayonnement électromagnétique dans le spectre des radiofréquences. L’obj<strong>et</strong> de c<strong>et</strong>teréglementation est d’empêcher toute interférence électromagnétique nocive d’affecter lesservices de communication radio autorisés dans la plage de fréquence allant de 30 MHz à 1GHz. Une description complète de la réglementation FCC régissant l’équipement ISM figuredans le Code de la réglementation fédérale (CFR) 47, section 18, sous-section C. Le laserutilisé dans ce système répond à ces exigences ou les dépasse.Étiqu<strong>et</strong>tes de sécurité <strong>et</strong> d’informationsLorsque tous les couvercles <strong>et</strong> dispositifs de sécurité sont en place, le dénudeur de câbles parlaser décrit dans le présent manuel est une machine à laser de Classe 1. Au sein de c<strong>et</strong>temachine de Classe 1 se trouve un laser de Classe IV. En fonctionnement normal, le faisceaulaser quitte le système optique au niveau des têtes de focalisation se trouvant dans la zone dela platine. Il est possible d’entrer en contact avec le faisceau laser dans c<strong>et</strong>te zone si lescouvercles ou les verrouillages de sécurité sont neutralisés. Pendant la maintenance <strong>et</strong>l’alignement de la machine, il est nécessaire de neutraliser ces dispositifs de sécurité. Dans cecas, le personnel de maintenance risque d’entrer en contact avec les faisceaux laser direct <strong>et</strong>diffusé.Étiqu<strong>et</strong>tes de sécurité : Comme illustré aux figures 1-1 <strong>et</strong> 1-2, des étiqu<strong>et</strong>tes d’avertissementsont apposées sur la machine, conformément aux exigences du CDRH.ATTENTIONCes étiqu<strong>et</strong>tes sont placées pour votre sécurité. Elles ne doivent pas être enlevéespour quelque raison que ce soit.ATTENTION – RAYONNEMENT LASERVISIBLE ET/OU INVISIBLE LORSQUE LAMACHINE EST OUVERTE ET QUE LEVERROUILLAGE EST NEUTRALISÉ.ÉVITEZ TOUTE EXPOSITION DES YEUXOU DE LA PEAU AU RAYONNEMENTDIRECT OU DIFFUSÉ.Figure 1-1 Située près du commutateur à clé de contournement du verrouillage9JD/KJ 11-09-06
<strong>SIENNA</strong> <strong>210</strong>ATTENTION – RAYONNEMENT LASERVISIBLE ET/OU INVISIBLE LORSQUE LAMACHINE EST OUVERTE.ÉVITEZ TOUTE EXPOSITION DES YEUXOU DE LA PEAU AU RAYONNEMENTDIRECT OU DIFFUSÉ.Figure 1-2 Située sur le couvercle du train optique intérieurÉtiqu<strong>et</strong>tes d’informations : Les illustrations des figures 1-3, 1-4 <strong>et</strong> 1-5 indiquent la conformitéaux réglementations <strong>et</strong> normes de fabrication, <strong>et</strong> contiennent entre autres des informations surle fabricant, le numéro du modèle <strong>et</strong> le numéro de série.Figure 1-3 Conformité européenne de la machine (située sur le panneau arrière)Ce produit est conforme à 21 CFR1040.10 <strong>et</strong> 1040.11.Figure 1-4 Contrôle du rayonnement selon la Loi hygiène <strong>et</strong> sécurité de 1968 [située sur lapartie supérieure de l’étiqu<strong>et</strong>te de données de la machine]Figure 1-5 Étiqu<strong>et</strong>te de données de la machine de Spectrum Technologies [située sur lepanneau arrière]10JD/KJ 11-09-06
<strong>SIENNA</strong> <strong>210</strong>Description généraleVue d’ensemble des fonctionsLe dénudeur de câbles par laser enlève les matériaux isolants du câble en vaporisant un canalétroit à travers l’isolant, jusqu’à la surface du câble. La vaporisation se produit en focalisant unfaisceau laser infrarouge sur la surface du câble isolé. La puissance laser réglable <strong>et</strong> le dispositifde longueur d’onde perm<strong>et</strong>tent d’enlever les matériaux isolants sans endommager le câblemétallique ou son placage.Les câbles se chargent <strong>et</strong> se déchargent de la machine manuellement. Sur ce modèle, lefaisceau laser peut quitter le système optique en deux endroits. Les faisceaux sont placés à laverticale, en face l’un de l’autre, <strong>et</strong> sont focalisés à peu près sur le même point, soit uneposition médiane où se trouve le câble à dénuder. Le faisceau laser ne peut sortir que d’uneouverture à la fois. Il est programmé pour frapper le câble depuis la tête supérieure alors qu’iltraverse le câble dans une direction puis à partir de la tête inférieure alors qu’il revient,achevant le programme souhaité. Pendant la coupe de l’isolant, le faisceau laser se déplacesur l’axe X <strong>et</strong> les câbles sur l’axe Y. Les deux axes de la machine lui perm<strong>et</strong>tent ainsi dedénuder fenêtres <strong>et</strong> extrémités fendues (facultatif – non installés sur la version à faisceau fixe).Voir SECTION 2, Figure 2-1, vues de dessus de la machine.LaserLe laser est de type scellé, CO 2 , <strong>et</strong> d’une valeur nominale de 10 W, puissance de sortiecontinue. Il est en principe modulé, ce qui perm<strong>et</strong> d’avoir un faisceau pulsé.Le laser est excité par radiofréquence à partir du générateur RF interne. Ce dernier fonctionnesur une alimentation électrique de 48 V c.c. Celle-ci provient d’une tension de ligne de 120/230V c.a.Le laser ne contient aucune pièce pouvant être entr<strong>et</strong>enue par l’utilisateur, <strong>et</strong> par conséquent,il ne doit pas être ouvert pour effectuer des réparations. Son ouverture annulera la garantie.Après avoir consulté Spectrum Technologies, s’il est décidé que le laser doit être réparé, il fautbien l’emballer en vue de son expédition. Spectrum Technologies fournira l’adresse <strong>et</strong>l’autorisation d’expédition en vue d’un envoi direct au fabricant.Consultez le manuel du fabricant du laser à la SECTION 9 pour toutes informationscomplémentaires sur le laser.Voir SECTION 7, PAGE 7, chemin du faisceau laser.Système de refroidissement du laserLes dénudeurs de câbles par laser sont refroidis à l’air. Aucun accessoire externe n’estnécessaire pour refroidir l’unité.11JD/KJ 13-09-06
<strong>SIENNA</strong> <strong>210</strong>Système optiqueLe système optique transporte le faisceau laser <strong>et</strong> le focalise sur la partie supérieure <strong>et</strong>inférieure du matériau à couper. Le faisceau laser est dirigé soit par le chemin du faisceausupérieur, soit par le chemin du faisceau inférieur en utilisant un miroir à déviation du faisceaumonté sur une glissière à fonctionnement électrique. Lorsque ce miroir est placé dans lechemin du faisceau, le faisceau laser suit le traj<strong>et</strong> supérieur <strong>et</strong> focalise le laser sur la partiesupérieure du matériau à couper. Lorsque le miroir est placé hors du chemin du faisceau, lefaisceau laser suit le traj<strong>et</strong> inférieur jusqu’à la partie inférieure du matériau.Il y a deux têtes de focalisation. Chacune contient un miroir à déviation de faisceau <strong>et</strong> unelentille de focalisation. Elles sont montées directement l’une au-dessus de l’autre, lesfaisceaux focalisés étant face à face. Le plan focal se trouve au centre, entre les têtes defocalisation supérieure <strong>et</strong> inférieure.Consultez la SECTION 7 pour obtenir des informations détaillées sur le système optique.Platine mobile (facultative)La PLATINE MOBILE transporte la partie mobile du SYSTEME OPTIQUE. Elle comporte deux axes dedéplacement, à l’horizontale. Depuis le poste de l’opérateur, l’axe Y se déplaceperpendiculairement au panneau avant <strong>et</strong> l’axe X se déplace parallèlement au panneau avant.Les deux axes sont à entraînement électrique <strong>et</strong> à commande informatique.La machine est conçue avec une position de REPOS (position de départ). Celle-ci se trouve àl’extrémité gauche (-X) <strong>et</strong> le plus loin de l’opérateur (-X, +Y). Le détecteur de la position deREPOS est de type « eff<strong>et</strong> Hall », à fonctionnement magnétique. À chaque fois que la machinefonctionne, le mouvement démarre <strong>et</strong> s’arrête sur la position de REPOS.Commande informatiqueC<strong>et</strong>te machine est dotée d’une carte de circuit imprimé à commande spéciale qui est câblée <strong>et</strong>programmable au moyen du clavier situé sur le côté de la machine, près de la porte latérale.Consultez la SECTION 5 pour obtenir une description détaillée des fonctions du clavier.Caractéristiques de fonctionnement du panneau avantFaisceau allumé : Ce voyant s’allume à chaque fois qu’un faisceau laser provient du laser.Arrêt d’urgence [Laser éteint] : Lorsque l’on appuie sur l’interrupteur d’ARRET D’URGENCE, celacoupe l’alimentation électrique (protection contre les dérangements arrêtée). L’alimentationdoit être réinitialisée manuellement en débloquant l’INTERRUPTEUR D’ARRET D’URGENCE.Verrouillage des couvercles : La surveillance du statut opérationnel des commutateurs deverrouillage des couvercles de sécurité s’effectue grâce à un voyant unique rouge/vert/jaunesitué sur le tableau de commande. Rouge signifie que la porte de sécurité est fermée ou quele commutateur à clé de verrouillage est sous tension. Vert signifie que la porte est ouverte.Jaune signifie que les contacts de relais du circuit d’indication du statut sont fermés de façonpermanente dans une condition anormale ; il est alors nécessaire de procéder à un entr<strong>et</strong>ien.12JD/KJ 13-09-06
<strong>SIENNA</strong> <strong>210</strong>Alimentation électrique principale : Le voyant ALIMENTATION ELECTRIQUE PRINCIPALE indiqueque la machine est alimentée <strong>et</strong> que le commutateur LASER ALLUME de la machine peut àprésent être activé.Commutateur à clé Marche/Arrêt : Le commutateur à clé Marche/Arrêt branchel’alimentation c.a. de la machine. Il s’agit du premier commutateur du tableau de commande àêtre activé dans la séquence de mise sous tension. Il empêche le personnel non autorisé dedémarrer la machine.Obturateurs de sécurité laser : Ces dispositifs réfléchissants photosensibles sont connectésà des voyants sur le tableau de commande avant afin de surveiller la position des obturateursA <strong>et</strong> B.• Rouge signifie que le faisceau laser est dégagé.• Vert signifie que le faisceau laser est bloqué.Caractéristiques de fonctionnement du panneau arrièreConnexion Entrée/Sortie : Le connecteur E/S est un moyen de surveiller le statut logique dela machine <strong>et</strong> de régler les paramètres en externe.Connexion alimentation électrique principale : Assure une puissance d’entrée de lamachine de 120/230 V c.a.Totalisateur d’heures de marche [ETM] : Ce compteur est connecté de façon électrique à laligne de tension c.c. du laser <strong>et</strong> indique la durée pendant laquelle le laser est alimenté.Échappement d’air : Le port de l’échappement d’air doit être raccordé à l’entrée du ACS-3 oud’un épurateur d’air similaire, par l’intermédiaire d’un tuyau flexible.Sortie d’alimentation des accessoires : Assure une puissance de 120/230 V c.a.Jack de démarrage du traitement : Un commutateur de plancher est fourni pour êtrebranché à ce jack. Le dénudage des câbles commence en activant ce commutateur deplancher.Dispositifs électriquesEssai du faisceau : L’interrupteur ESSAI DU FAISCEAU perm<strong>et</strong> d’allumer <strong>et</strong> d’éteindre le lasermanuellement. Il sert lors des procédures initiales de configuration, de l’alignement optique <strong>et</strong>du relevé de la puissance du laser.13JD/KJ 13-09-06
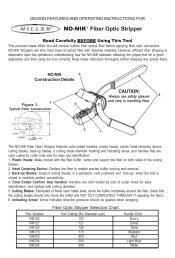
<strong>SIENNA</strong> <strong>210</strong>Schéma du systèmeFigure 2-1 Schéma simple du Sienna <strong>210</strong>14JD/KJ 13-09-06
<strong>SIENNA</strong> <strong>210</strong>SpécificationsDescription généraleLes machines de la série Sienna <strong>210</strong> standard sont conçues pour traiter des câbles rubans oudes câbles multiples faisant jusqu’à 4 pouces (101,6 mm) de large <strong>et</strong> des longueurs dedénudage allant jusqu’à 4 pouces (101,6 mm). Le câble est inséré par l’avant ou sur la droitede la zone de travail du laser. Un commutateur de plancher ou un signal électronique lance lemouvement des têtes de focalisation du laser à travers la largeur des câbles parallèles eneffectuant un déplacement entrant <strong>et</strong> sortant à partir du panneau avant. Si une fente ou unefenêtre est programmée, le laser se déplace sur une distance pré-programmée <strong>et</strong> s’arrête ; lescâbles se déplacent alors dans la direction de l’axe Y pour créer la fente.La machine contient le laser, le système optique, les pièces électroniques de contrôle, lesalimentations électriques, la pompe à air <strong>et</strong> les pièces mécaniques. Le refroidissement del’équipement s’effectue grâce aux ventilateurs intégrés au système. Si l’échappement desfumées n’est pas disponible à l’usine, il est assuré par le système d’épurateur de fumées ACS-3.Spécifications de la machineGénéralités :• Le Sienna <strong>210</strong> est un dénudeur de câbles par laser CO 2 de 10 watts.Options :• L’option FB est à FAISCEAU FIXE• L’option X est à AXE X seulement• L’option Y est à AXE Y seulement• L’option DA est à AXE DOUBLESpécifications mécaniques :• Dimensions du Sienna <strong>210</strong> :L 37,1” [942 mm] x l 9,1” [231 mm] x H 18,2” [462 mm]Poids : 110 Lbs (50 kg)Électrique :• Sienna <strong>210</strong>120 V c.a., 50/60 Hz, 3 A240 V c.a., 50/60 Hz, 1,5 APlage de tailles des câbles :• Câble ruban jusqu’à 4 pouces (101,6 mm) de large15JD/KJ 13-9-06
<strong>SIENNA</strong> <strong>210</strong>• Câble de 50 AWG à 8 AWG, soit unique, soit disposé en parallèle jusqu’à une largeurmaximale totale de 4 pouces (101,6 mm)Configuration des câbles• Conducteur unique• Câbles à deux conducteurs• Paires torsadées• Multi-conducteurs• Rubans• Câbles coaxiauxTypes d’isolantsPolytétrafluoroéthylène (PTFE) Téflon7 Kapton7Ethylène-tétrafluoroéthylène(ETFE)Fibre de verrePolyimidePolychlorure de vinyle (PVC) Polyuréthanne PolyéthylènePolyfluorure de vinylidène (PVDF) Nylon Mylar7Kynar7 Milne SiliconePolyesterAutres isolants durs, mous ou à haut<strong>et</strong>empératureVeuillez contacter Spectrum Technologies pour discuter de votre application <strong>et</strong> de vosbesoins.7 Marques déposées de leurs fabricants respectifs16JD/KJ 13-9-06
<strong>SIENNA</strong> <strong>210</strong>InstallationService d’installation par un technicien de l’entr<strong>et</strong>ienSi le contrat le prévoit, les machines neuves livrées au client peuvent être installées par lestechniciens de l’entr<strong>et</strong>ien ou les représentants homologués de Spectrum Technologies. Laprésence de c<strong>et</strong>te personne dans vos locaux vous garantit que votre machine est inspectée,installée <strong>et</strong> testée pour fonctionner selon ses spécifications de conception. Le technicien deservice formera votre personnel aux procédures de sécurité, d’opération, de maintenance <strong>et</strong>d’entr<strong>et</strong>ien <strong>et</strong> répondra à toutes vos questions <strong>technique</strong>s.La machine ne doit pas être branchée tant que le technicien de l’entr<strong>et</strong>ien ou le représentanthomologué de Spectrum Technologies ne l’a pas inspectée. Ils connaissent bien la machine <strong>et</strong>sont capables de repérer des dégâts de transport qui ne sont peut être pas évidents.Réception de la machineManipulation : Le dénudeur doit être manipulé en tant qu’équipement de précision. Unemanipulation brutale risque d’endommager les pièces <strong>et</strong>/ou de comprom<strong>et</strong>tre l’alignement.Inspection : Vérifiez que les conteneurs d’expédition ne sont pas endommagés. S’ils sontabîmés, conservez-les jusqu’à ce que leur contenu ait été inspecté avec soin <strong>et</strong> que vous ayezconstaté l’absence de dégâts de la machine.Enlevez la liste de colisage à l’extérieur de l’emballage. Ouvrez les cartons <strong>et</strong> vérifiez qu<strong>et</strong>outes les pièces sont présentes, conformément à la liste de colisage. S’il manque des piècesou qu’elles sont endommagées, avertissez immédiatement Spectrum Technologies.Conservez tous les matériaux d’expédition en vue de l’inspection par le transporteur.Ouvrez avec soin les panneaux de droite <strong>et</strong> de gauche de la machine <strong>et</strong> vérifiez qu’il n’y a pasde dégât interne évident. Vérifiez que la carte de circuit imprimé est bien fixée <strong>et</strong> que tous lesconnecteurs sont bien connectés. Vérifiez que les vis <strong>et</strong> les cosses des câbles de la plaqu<strong>et</strong>tede connexions sont bien en place.Exigences d’installationÉlectrique : Le dénudeur est conçu pour fonctionner dans les plages de tension suivantes :• Marché américain – 120 V c.a., 60 Hertz, monophase• Marché européen – 230 V c.a., 50 Hertz, monophase• Marché asiatique – 120/230 V c.a., 50/60 Hertz, monophaseConsultez la SECTION 3 pour connaître les exigences de charge électrique de c<strong>et</strong>te machine.17JD/KJ 13-9-06
<strong>SIENNA</strong> <strong>210</strong>ATTENTIONVérifiez que la tension électrique du lieu d’installation <strong>et</strong> la configuration de la phasecorrespondent aux exigences de c<strong>et</strong>te machine.Air d’échappement : L’échappement de la machine doit être filtré. Cela peut être effectué dedeux façons :• Épurateur d’air Spectrum Technologies, modèle ACS-3. Ce modèle a été conçuspécialement pour fonctionner avec la machine. Il assure l’échappement de la machine<strong>et</strong> filtre l’air ; l’air peut ainsi être renvoyé sur le lieu de travail.• Système d’échappement de l’air de l’usine – Un système existant d’échappement del’usine peut être utilisé à condition de pouvoir fournir un échappement de 100 cfm. Unefiltration à plusieurs niveaux doit être connectée entre la machine <strong>et</strong> le système del’usine.Éclairage extérieur : L’éclairage au-dessus de la machine, sur le lieu d’installation, doit êtresuffisant pour perm<strong>et</strong>tre un fonctionnement <strong>et</strong> une maintenance en toute sécurité. Nousrecommandons un niveau de 50 à 75 fc. Pour tout entr<strong>et</strong>ien de la machine, un éclairageportatif peut être utilisé si l’éclairage de la pièce n’est pas suffisant.Conditions environnementalesTempérature : de 40° à 95 °F [de 5° à 35 °C]Humidité : La machine doit être protégée de toute humidité excessive ou de tout contactdirect avec de l’eau. L’humidité de l’environnement de fonctionnement normal doit êtremaintenue entre 40 % <strong>et</strong> 70 %.Vibration : La stabilité du faisceau laser est importante pour assurer un dénudage précis descâbles. La machine doit être placée sur une structure solide. Elle ne doit pas être placée prèsd’un équipement ou d’une machine qui produit des vibrations, comme de grandscompresseurs d’air ou des presses à découper.Rayonnement électromagnétique : La machine n’est pas affectée par le rayonnementélectromagnétique. Elle ne contient pas de pièces ém<strong>et</strong>tant un tel rayonnement. Tous lespanneaux du bâti sont reliés à la masse (terre) du système.Circulation d’air : 2 pieds (610 mm) d’espace libre au minimum doivent être prévus autour dela machine <strong>et</strong> de la sortie d’échappement d’air de l’ACS-3 pour perm<strong>et</strong>tre à l’air de circuler.Implantation : La machine peut être facilement déplacée d’un endroit à un autre. Il fautcependant veiller à ne pas causer de vibrations. Une manipulation brutale, des sursauts oudes chocs risquent d’entraîner un mauvais alignement du faisceau laser.18JD/KJ 13-9-06
<strong>SIENNA</strong> <strong>210</strong>Il n’est en principe pas nécessaire de fixer la machine au sol ou de l’ancrer. Cependant, sivous souhaitez fixer la machine au sol, veillez à ne pas entraver les zones faisant l’obj<strong>et</strong> d’unentr<strong>et</strong>ien.Espace de fonctionnement : 3 pieds 2 (0,3 m 2 ) d’espace libre minimum doivent être prévus àl’avant de la machine pour assurer la sécurité de l’opérateur <strong>et</strong> pour effectuer les tâches d<strong>et</strong>raitement nécessaires sans causer d’obstruction.Espace de maintenance : Lorsqu’un couvercle de la machine est déposé pour effectuer lamaintenance, il faut prévoir au moins 36 pouces (914 mm) d’espace libre entre la machine <strong>et</strong>l’équipement connexe. S’il y a moins d’espace, il faudra peut-être déplacer la machine vers unlieu plus spacieux pour effectuer une maintenance <strong>et</strong> un entr<strong>et</strong>ien <strong>et</strong> corrects.Procédure de démarrage1. Déposez le couvercle du corps principal de la machine en enlevant les vis, àl’aide d’une clé Torx.2. Vérifiez qu’aucune pièce n’est desserrée <strong>et</strong> qu’aucune vis n’est sortie de sonemplacement pendant le transport. Si c’est le cas ou que des dégâts sontvisibles, ARRÊTEZ-VOUS ! Contactez Spectrum Technologies.3. Connectez l’épurateur d’air d’échappement ACS-3 (ou le systèmed’échappement de l’usine) à l’arrière de la machine, à l’aide d’un tuyau flexiblede 3 pouces (76 mm) de diamètre.4. Branchez le cordon d’alimentation de l’épurateur d’air ACS-3 (s’il est fourni) àune source d’alimentation adéquate du lieu d’installation.5. Vérifiez que l’alimentation électrique du lieu d’installation correspond à latension de la machine.6. Branchez le cordon d’alimentation du Sienna <strong>210</strong> dans la source d’alimentationde l’installation.7. Allumez l’épurateur d’air ACS-3.8. Faites tourner la clé sur le tableau de commande dans le sens des aiguillesd’une montre pour allumer la machine. Une fois la machine allumée, elle doiteffectuer le cycle de démarrage initial. Si ce n’est pas le cas, N’ESSAYEZ PASDE CONTINUER. Contactez Spectrum Technologies.9. Vérifiez la sortie de la tension de l’alimentation M2 (48 V c.c.). Réglez sur 48,0 Vc.c. (NE DÉPASSEZ PAS 48 V c.c.).10. Vérifiez l’alignement optique du laser. Consultez la SECTION 7 concernant laprocédure d’alignement.19JD/KJ 13-9-06
<strong>SIENNA</strong> <strong>210</strong>11. Rem<strong>et</strong>tez en place le couvercle du corps principal <strong>et</strong> fixez bien avec les visTorx.Si vous devez déplacer la machine ultérieurement, suivez la procédure d’installation dansl’ordre inverse.StockageSi vous devez stocker la machine, rangez-la à l’abri de l’humidité <strong>et</strong> de la poussière. Il vousfaudra peut-être l’entourer de plastique résistant pour réduire les eff<strong>et</strong>s de la poussière <strong>et</strong> del’humidité.20JD/KJ 13-9-06
<strong>SIENNA</strong> <strong>210</strong>FonctionnementSérie Sienna <strong>210</strong> - Options1. Sienna <strong>210</strong> DA – axe doubleSur la version à axe double, vous pouvez accéder aux paramètres de fonctionnementsuivants sur le clavier :Ce chapitre s’applique dans son intégralité.Puissance du laserVitesse de coupeDénudage de fenêtreLongueur de dénudagePosition de démarrage X/YNombre de câblesFenteProgramme enregistrer/rappeler2. Sienna <strong>210</strong> X ou Sienna <strong>210</strong> Y – axe unique X ou YLa version à axe unique possède moins de fonctions. Pour écrire un programme, il voussuffit d’entrer les valeurs des trois paramètres suivants <strong>et</strong> de les enregistrer :Puissance du laserVitesse de coupeLongueur de dénudageProgramme enregistrer/rappelerConsultez la page 5 de ce chapitre, lignes 1 à 4 seulement.3. Sienna <strong>210</strong> FB – faisceau fixeLa version à faisceau fixe ne possède qu’un seul paramètre de fonctionnementaccessible :Puissance du laserVoir Commande du faisceau fixe, page 2.21JD/KJ 13-9-06
<strong>SIENNA</strong> <strong>210</strong>Configuration initialeIl faut respecter la séquence suivante pour démarrer le dénudeur de câbles par laser en vuedu traitement des câbles :1. Allumez l’épurateur d’air/échappement des fumées ACS-3 ;2. Faites tourner le commutateur à clé MARCHE/ARRÊT dans le sens des aiguillesd’une montre, sur MARCHE. Si tous les verrouillages sont corrects <strong>et</strong> quel’alimentation électrique du laser fonctionne, la machine effectuera un cycle. Les DELdu tableau de commande seront ROUGES avec tous les verrouillages de sécuritéfermés. Remarque : L’alimentation du laser est branchée mais le faisceau ne sedéclenche pas tant que la séquence du programme n’est pas exécutée ou quel’ESSAI DU FAISCEAU à l’intérieur de la machine n’est pas utilisé. La machine estdésormais prête à traiter un câble ;3. Entrez les réglages désirés sur le clavier : PUISSANCE DU LASER, VITESSE DE COUPE,DENUDAGE DE FENETRE, LONGUEUR DE DENUDAGE, POSITION DE DEMARRAGE X/Y, NOMBREDE CABLES, AVEC OU SANS FENTE. Ou bien, rappelez un programme enregistré. Pourplus de détails sur l’utilisation du clavier ou de l’interface informatique, consultez leguide de fonctionnement du <strong>SIENNA</strong> <strong>210</strong> à la fin du présent chapitre ;AVIS : ARRET D’URGENCEEn cas d’urgence, vous pouvez appuyer sur le bouton-poussoir rouge ARRÊT LASER.Cela débranche l’alimentation électrique principale de la machine <strong>et</strong> arrête toutmouvement.4. Insérez le ou les câbles dans la zone de travail ;5. Appuyez sur le commutateur de plancher ou appuyez sur 9 sur le clavier pourdémarrer le cycle de dénudage par laser. Le voyant jaune OPERATION EN COURS sur lepanneau avant s’allume alors. Lorsqu’il s’éteint, r<strong>et</strong>irez le ou les câbles ;6. Pour arrêter le système, faites tourner le COMMUTATEUR A CLE dans le sens contraireaux aiguilles d’une montre, sur ARRET, <strong>et</strong> enlevez la clé.Relation puissance/vitesseLe mouvement de l’axe X <strong>et</strong> de l’axe Y perm<strong>et</strong> de procéder à la coupe au laser à travers lediamètre des câbles. Lors de la coupe au laser de tout matériau, plus le faisceau avance vite,moins la coupe est profonde <strong>et</strong> plus elle est n<strong>et</strong>te. Choisissez la VITESSE DE COUPE la plusrapide qui coupe correctement à la profondeur requise. Notez qu’il existe une relation directeentre la VITESSE DE COUPE <strong>et</strong> la PUISSANCE DU LASER. Si vous doublez la PUISSANCE DU LASER,vous devez doubler la VITESSE DE COUPE pour conserver la même profondeur de pénétrationdans le matériau ; le laser essaiera sinon de couper à une profondeur deux fois supérieure.22JD/KJ 13-9-06
<strong>SIENNA</strong> <strong>210</strong>Déterminer les paramètresPour régler les paramètres de fonctionnement sur un isolant de câble inconnu, l’on procèdegénéralement ainsi :1. Réglez la PUISSANCE DU LASER sur 99 (maximum) sur le clavier ;2. Réglez la VITESSE DE COUPE sur 99 (maximum) sur le clavier ;3. Insérez le ou les câbles dans la zone de travail ;4. Appuyez sur le commutateur de DEMARRAGE au plancher ;5. Lorsque le voyant jaune OPERATION EN COURS s’éteint, r<strong>et</strong>irez le câble ;6. Examinez l’échantillon :• Si la profondeur de dénudage est insuffisante avec la puissance du laser au maximum,diminuez alors le réglage « VITESSE DE COUPE » jusqu’à ce que la profondeur atteignejuste le niveau du conducteur métallique ;• Si l’isolant est brûlé, diminuez le réglage « PUISSANCE DU LASER » jusqu’à ce que l’isolantsoit bien n<strong>et</strong>.Le but est de trouver le réglage vous perm<strong>et</strong>tant d’avoir la VITESSE DE COUPE la plus rapide <strong>et</strong> laPUISSANCE DU LASER la plus faible pour obtenir la coupe la plus n<strong>et</strong>te à travers l’isolant. Il estparfois nécessaire de faire passer le faisceau laser plusieurs fois sur le même chemin pourobtenir une coupe ayant une bonne pénétration totale à travers l’isolant. Pour obtenir unecoupe plus n<strong>et</strong>te ou plus profonde dans l’isolant, choisissez les cycles désirés dans la fonctionREPETITION DU CYCLE sur le clavier pour répéter le dénudage avant d’enlever le câble. Il n’estgénéralement pas nécessaire de faire passer le laser plus de trois fois sur la même zone pourobtenir de bons résultats. Si vous avez essayé en vain de déterminer une bonne procédurelaser, contactez le service Applications de Spectrum Technologies à Bridgend (Royaume-Uni).Commande informatiqueC<strong>et</strong>te machine est dotée d’une carte de circuit imprimé à commande spéciale qui est câblée <strong>et</strong>programmable au moyen du clavier situé sur le panneau avant.C<strong>et</strong>te carte détermine la séquence du fonctionnement dans un cycle donné. Elle obéit auxvaleurs prédéterminées par les paramètres qui sont entrés sur le clavier sur le panneau avantde la machine.Commande à faisceau fixe (option)C<strong>et</strong>te option est utilisée en conjonction avec un système XY externe, plutôt que de déplacerles têtes. Les têtes de focalisation sont fixées sur une position prédéterminée pour répondreaux besoins du client.23JD/KJ 13-9-06
<strong>SIENNA</strong> <strong>210</strong>Seul un paramètre reste à l’écran, à savoir la PUISSANCE, réglée sur la plage 01 – 99 %.Appuyez sur la touche ENTRÉE pour faire des modifications. Le laser <strong>et</strong> les miroirs de lanav<strong>et</strong>te répondent à une commande externe, via J3 sur le panneau arrière. Consultez lediagramme du Sienna (main<strong>210</strong>da.dwg - SECTION 8) pour une description des broches.Faisceau fixe (option) – Commande externe du laser/de la nav<strong>et</strong>teUn connecteur mâle de type D à 15 voies est nécessaire pour connecter au connecteurfemelle de type D, à l’arrière de la machine.Vue des broches de la prise femelle sur la machine5 V = laser allumé0 V = laser éteintJ3-2LASER ALLUMÉJ3-1Ajouter liaisonMICROCONTRÔLEURJ3-11, 12, 130 V = miroir en bas5 V = miroir en hautJ3-3Si les seules tensions disponibles sont supérieures à 5 V, nous vous recommandons alorsd’utiliser d’autres résistances en série. Remarque : Vous devez ramener l’entrée à 0 V <strong>et</strong> nepas la laisser en circuit ouvert pour m<strong>et</strong>tre le miroir sur la position basse.Exemples :Avec une résistance en série de 12 V = 250 x (12 – 5 ) = 1750 (utiliser 1800 R)Avec une résistance en série de 24 V = 250 x (24 – 5 ) = 4750 (utiliser 4700 R)24JD/KJ 13-9-06
<strong>SIENNA</strong> <strong>210</strong>Tableau de la vitesse de coupeVitesse de coupeEntrée Millimètresnumérique par secondePouces parsecondeEntréenumériqueMillimètrespar secondePouces par seconde01 0,505 0,020 51 25,758 1,01402 1,010 0,040 52 26,263 1,03403 1,515 0,060 53 26,768 1,05404 2,020 0,080 54 27,273 1,07405 2,525 0,099 55 27,778 1,09406 3,030 0,119 56 28,283 1,11307 3,535 0,139 57 28,788 1,13308 4,040 0,159 58 29,293 1,15309 4,545 0,179 59 29,798 1,17310 5,051 0,199 60 30,303 1,19311 5,556 0,219 61 30,808 1,21312 6,061 0,239 62 31,313 1,23313 6,566 0,258 63 31,818 1,25314 7,071 0,278 64 32,323 1,27315 7,576 0,298 65 32,828 1,29216 8,081 0,318 66 33,333 1,31217 8,586 0,338 67 33,838 1,33218 9,091 0,358 68 24,343 1,35219 9,596 0,378 69 34,848 1,37220 10,101 0,398 70 35,354 1,39221 10,606 0,418 71 35,859 1,41222 11,111 0,437 72 36,364 1,43223 11,616 0,457 73 36,869 1,45224 12,121 0,477 74 37,374 1,47125 12,626 0,497 75 37,879 1,49126 13,131 0,517 76 38,384 1,51127 13,636 0,537 77 38,889 1,53128 14,141 0,557 78 39,394 1,55129 14,646 0,577 79 39,899 1,57130 15,152 0,597 80 40,404 1,59131 15,657 0,616 81 40,909 1,61132 16,162 0,636 82 41,414 1,63033 16,667 0,656 83 41,919 1,65034 17,172 0,676 84 42,424 1,67035 17,677 0,696 85 42,929 1,69036 18,182 0,716 86 43,434 1,71037 18,687 0,736 87 43,939 1,73038 19,192 0,756 88 44,444 1,75039 19,697 0,775 89 44,949 1,77040 20,202 0,795 90 45,455 1,79041 20,707 0,815 91 45,960 1,80942 21,212 0,835 92 46,465 1,82943 21,717 0,855 93 46,970 1,84944 22,222 0,875 94 47,475 1,86945 22,727 0,895 95 47,980 1,88946 23,232 0,915 96 48,485 1,90947 23,737 0,935 97 48,990 1,92948 24,242 0,954 98 49,495 1,94949 24,747 0,974 99 50,00 1,96950 25,253 0,99425JD/KJ 13-9-06
<strong>SIENNA</strong> <strong>210</strong>Sienna <strong>210</strong> – Guide de fonctionnementLa présente section explique comment écrire un programme à l’aide du clavier de la machine.Les exemples donnés ici sont destinés à écrire un programme pour dénuder un câble de 3pouces (76,2 mm) avec fente.1. Allumez les systèmes d’échappement des fumées ACS-3. Allumez le dénudeur decâbles par laser Sienna <strong>210</strong>. La machine effectue un auto-test initial dedéplacement aller-r<strong>et</strong>our compl<strong>et</strong> de l’axe X, puis l’axe Y effectue à son tour undéplacement aller-r<strong>et</strong>our compl<strong>et</strong>. Toutes les DEL à l’avant de la machine serontrouges si tous les verrouillages sont fermés.2. Appuyez sur Entrée pour écrire un programme. Ne maintenez pas les boutonsenfoncés lorsque vous entrez des informations ou que vous appuyez sur Entrée.Appuyez seulement une fois. Si les informations ne sont pas enregistrées ou quela touche Entrée ne répond pas, appuyez de nouveau sans maintenir le boutonenfoncé. Lorsque vous écrivez ce programme, la puissance <strong>et</strong> la vitesse sontexprimées en pourcentage de 1 % à 99 % maximum. Les autres chiffres sont tousexprimés en pouces.3. Puissance : XX s’affiche à l’écran. Saisissez 2 chiffres pour entrer la puissancedésirée <strong>et</strong> appuyez sur Entrée. Si la puissance désirée s’affiche déjà, vous pouvezappuyer sur Entrée sans saisir de valeur ; vous sauterez ainsi c<strong>et</strong>te étape. Celapeut être effectué à chaque étape de ce programme.4. Vitesse : XX s’affiche à l’écran sous Puissance. Saisissez 2 chiffres pour entrer lavitesse désirée <strong>et</strong> appuyez sur Entrée.5. Pos X : X.XXX s’affiche sous Vitesse. Il s’agit de la première position de l’axe X.Lors de coupes transversales, vous pouvez utiliser 0,000. Entrez la position dedémarrage X désirée <strong>et</strong> appuyez sur Entrée. Les nombres bougent de droite àgauche. Par exemple, pour entrer 0,100, appuyez sur 1 0 0. Pour ce programme,nous allons entrer 0,000.6. Pos Y : X.XXX s’affiche sous Pos X. Il s’agit de la première position de l’axe Y.Pour les dénudages d’extrémité, il s’agit de la longueur de dénudage désirée.Vous devez prendre en compte la plaque d’usinage (0,125) <strong>et</strong> le butoir (0,25)qu’elle comporte lorsque vous saisissez ce nombre. Entrez la position dedémarrage Y désirée <strong>et</strong> appuyez sur Entrée. Les nombres bougent de droite àgauche. Par exemple, si vous souhaitez une longueur de bande de 3 pouces, vousdevez saisir 3 3 7 5. L’affichage est : 3,375.7. Long dénud : X.XXX s’affiche sous Pos Y. Ce nombre correspond à la distanceque le faisceau laser doit parcourir à travers les câbles dans la direction X. Parexemple, si vous avez 1 câble, vous entrerez un p<strong>et</strong>it nombre ; si vous avez 10câbles, vous entrerez un nombre plus grand, jusqu’à 3,500.26JD/KJ 13-9-06
<strong>SIENNA</strong> <strong>210</strong>Entrez la distance que le faisceau doit parcourir à travers les câbles puis appuyezsur Entrée. Les nombres bougent de droite à gauche. Par exemple, pour dénuder10 câbles, appuyez sur 3 4 0 0. L’affichage est : 3,400.8. Fente ? O/N : S’affiche sous Long dénud. Appuyez sur OUI sur le clavier si vousdésirez une fente sur le câble. Appuyez sur NON sur le clavier si vous ne désirezpas de fente sur le câble. Si vous appuyez sur NON, le programme est alorsterminé. Rendez-vous à l’étape 2 sous l’intitulé Enregistrer un programme à lafin de la présente section pour pouvoir enregistrer le programme. Si vous appuyezsur OUI, rendez-vous à l’étape suivante.9. Nb de câbles : XX s’affiche sous Fente ? O/N. Entrez le nombre à deux chiffresde câbles à dénuder <strong>et</strong> appuyez sur Entrée. Par exemple, pour dénuder 1 câble,entrez 01. La même chose pour 2 à 9 câbles.10. Dist câbles : X.XXX s’affiche sous Nb de câbles. Cela vous demande quelle estla distance réglée entre chaque câble. Entrez la distance entre les câbles <strong>et</strong>appuyez sur Entrée. Les nombres sont entrés de droite à gauche. Par exemple, sil’espace entre chaque câble est de 0,3 pouce, entrez 3 0 0. L’affichage est : 0,300.0,300 est la distance entre les câbles sur la plaque d’usinage standard fournie parSpectrum Technologies.11. Fente pos X : X.XXX s’affiche sous Dist câbles. Il s’agit de la distance que l’axe Xdoit parcourir pour être centré sur le premier câble. Sur la plaque d’usinagestandard fournie par Spectrum Technologies, c<strong>et</strong>te distance correspondra à la 1 èreposition X (entrée à l’étape 7) moins 0,4 pouce.Entrez la distance jusqu’au centre du premier câble <strong>et</strong> appuyez sur Entrée. Lesnombres sont entrés de droite à gauche. Étant donné que nous avons entré 0,000à l’étape 7, nous entrerons 4 0 0. L’affichage sera 0,400.12. Fente pos Y : X.XXX s’affiche sous Fente pos X. C’est l’endroit sur le câble oùcommence la fente. Étant donné que la fente commence d’habitude au niveau dela coupe transversale désignée par la 1 ère position Y (entrée à l’étape 8), cenombre est généralement 0,000. Entrez la position sur laquelle vous voulez quedémarre la fente <strong>et</strong> appuyez sur Entrée. Pour ce programme, nous avons entré 0 00 0 ; l’affichage était : 0,000.13. Long fente : X.XXX s’affiche sous Fente pos Y. Il s’agit de la longueur de la fentedésirée, en général la longueur réelle du dénudage. Entrez la position de fentedésirée <strong>et</strong> appuyez sur Entrée. Pour ce programme, nous avons entré 3 0 0 0 ;l’affichage est : 3,000.14. Le programme n’est pas terminé. Insérez dans la machine le dispositif avec lescâbles chargés <strong>et</strong> appuyez sur le commutateur de plancher ou le numéro 9 sur leclavier pour exécuter le programme.27JD/KJ 13-9-06
<strong>SIENNA</strong> <strong>210</strong>Enregistrer un programme1. Une fois le programme écrit, appuyez sur 5 sur le clavier.2. Enregistrer # s’affiche sur le clavier. Celui-ci peut enregistrer jusqu’à 12 tâches.Entrez l’endroit où vous voulez enregistrer la tâche à l’aide des nombres 1 à 12puis appuyez sur Entrée.Charger un programme enregistré1. Appuyez sur 4 sur le clavier pour rappeler un programme enregistré.2. Charger # s’affiche sur le clavier. Entrez le numéro du programme du fichierenregistré que vous souhaitez rappeler <strong>et</strong> appuyez sur Entrée.Liste rapide des entrées du menu principalENTRÉE perm<strong>et</strong> d’éditer les paramètres.0 m<strong>et</strong> la platine en position de repos.1 affiche les paramètres de traitement à l’écran 1.2 affiche les paramètres de traitement à l’écran 2.3 affiche les paramètres de traitement à l’écran 3.4 rappelle les programmes enregistrés.5 enregistre les programmes.6 est réservé à un développement ultérieur.7 effectue l’essai du faisceau.8 démarre le dénudage des fenêtres.9 démarre les dénudages d’extrémités <strong>et</strong> d’extrémités avec fente.←, ↑, →, <strong>et</strong> ↓ font bouger les platines.BKSP efface les données entrées pendant la saisie des données.28JD/KJ 13-9-06
<strong>SIENNA</strong> <strong>210</strong>Diagramme du clavier29JD/KJ 13-9-06
<strong>SIENNA</strong> <strong>210</strong>Utiliser Hyperterm sous WindowsLa machine peut fonctionner à l’aide d’un PC <strong>et</strong> avec le programme simple Hyperterm deWindows si vous n’ach<strong>et</strong>ez pas le logiciel du Sienna <strong>210</strong>.Pour utiliser Hyperterm, connectez le câble de série entre le connecteur E/S du panneauarrière du Sienna <strong>et</strong> l’un des ports de série à l’arrière du PC.Ouvrez le programme Hyperterm.exe. Il se trouve généralement dans le dossier« Programmes\Accessoires\Communication ».Lorsque le programme s’ouvre, appuyez sur le bouton Fichier <strong>et</strong> allez dans propriétés.Paramétrez ainsi :Directement sur Com1 (ou Com2)Bits par seconde = 1200Bits utiles = 8Parité = AucuneBits d’arrêt = 1Contrôle du flux = AucunOuvrez la porte du côté du tableau de commande de la machine <strong>et</strong> assurez-vous que lecommutateur (S1) sur la carte RX232 est réglé sur [EXT.]. Allumez le Sienna <strong>et</strong> appuyez sur lebouton MARCHE LASER pendant 6 secondes.À partir de ce moment-là, l’affichage <strong>et</strong> les commandes seront les mêmes que l’affichage <strong>et</strong>les commandes du tableau de commande décrits dans la section « Utilisation du clavier » duprésent document.30JD/KJ 13-9-06
<strong>SIENNA</strong> <strong>210</strong>Si les vis-mères ou les glissières de roulement deviennent excessivement sales, n<strong>et</strong>toyez-lesà l’aide d’une brosse à soies souples. Vous pouvez utiliser un chiffon non pelucheux,préalablement humecté d’acétone dans les cas extrêmes. Veillez à ne pas répandre desolvant sur d’autres pièces de la machine. Une fois les vis-mères <strong>et</strong> les glissières deroulement complètement sèches, lubrifiez-les avec du « lubrifiant pour vis-mères » disponibleauprès de Spectrum Technologies. Le lubrifiant doit laisser un film mince à la surface despièces ; n’en utilisez pas davantage.ATTENTIONL’utilisation de lubrifiants non homologués « Lubrifiant pour vis-mères » entraînera demauvais résultats, des dégâts voire une défaillance possible des platines mobiles.Utilisez uniquement le lubrifiant disponible auprès de Spectrum Technologies ou dufabricant de l’équipement.ACS-3 : (Facultatif) La fréquence de vérification des filtres à air de l’ACS-3 dépend del’utilisation de la machine ; ils doivent cependant être inspectés au minimum tous les troismois. Au besoin, des filtres de rechange sont disponibles auprès de Spectrum Technologies.Calendrier de maintenance préventive <strong>et</strong> d’entr<strong>et</strong>ienCe calendrier de maintenance préventive suppose une utilisation de la machine 8 heures parjours, cinq jours par semaine, dans une pièce dont l’air est propre. Des intervalles plusrapprochés doivent être prévus en cas d’utilisation plus intensive ou si l’environnement estplus sale.Au quotidien : Maintenance• N<strong>et</strong>toyer la ZONE D’OUTILLAGE.• N<strong>et</strong>toyer les écrans <strong>et</strong> les fenêtres de visualisation.Tous les mois : Maintenance• N<strong>et</strong>toyer l’enceinte de la machine.Tous les mois : Entr<strong>et</strong>ien• Vérifier les DEL du panneau avant <strong>et</strong> les remplacer au besoin.• N<strong>et</strong>toyer les filtres à air du panneau avant.Tous les 3 mois : Entr<strong>et</strong>ien• Vérifier/remplacer les filtres à air de l’ACS-3 au besoin.32JD/KJ 13-9-06
<strong>SIENNA</strong> <strong>210</strong>Tous les 6 mois : Entr<strong>et</strong>ien• Enlever le couvercle principal de la machine <strong>et</strong> aspirer les pièces internes.• Vérifier que les miroirs optiques <strong>et</strong> les lentilles sont tous en bon état <strong>et</strong> propres.• Vérifier le filtre de la pompe à air – n<strong>et</strong>toyer ou remplacer au besoin.Tous les ans : Entr<strong>et</strong>ien• Vérifier que les vis mères <strong>et</strong> les glissières de roulement de la platine mobile sontpropres <strong>et</strong> suffisamment lubrifiés.• Vérifier la sortie spécifiée du laser.• Aspirer l’intérieur de l’épurateur d’air ACS-3.• Vérifier que les étiqu<strong>et</strong>tes internes <strong>et</strong> externes de sécurité/d’informations sont toutesintactes <strong>et</strong> lisibles.Outils pour l’entr<strong>et</strong>ien <strong>et</strong> la maintenanceLes outils spéciaux requis pour l’entr<strong>et</strong>ien <strong>et</strong> la maintenance sont fournis avec la machine.Outils <strong>et</strong> accessoires spéciauxLes pièces <strong>et</strong> les outils spéciaux suivants sont fournis avec la machine : Clé Torx pour le couvercle principal de la machine – 1 Clés pour le contournement des verrouillages/commutateur d’alimentation – 2 Joint torique de la lentille de focalisation bleue – 2Blocs de focalisation Ensemble commutateur de plancher – 1Fusibles de rechange Outil hexagonal miniature 0,032 pouce – 1 Jeu d’outils hexagonaux [mesure impériale US ou métrique] – 1Produit de n<strong>et</strong>toyage pour lentillePapier Joseph Cordon d’alimentation – 1 Lun<strong>et</strong>tes de sécurité laser – 133JD/KJ 13-9-06
<strong>SIENNA</strong> <strong>210</strong>Pièces de rechangeNuméro depièceDescriptionP2919 Alimentation électrique [M2] 48 V c.c. (6,5 A)P1868 Laser CO 2 10 wattsP0438 Totalisateur d’heures de marche [M1]P0983 Solénoïde rotatif – obturateur de sécurité du faisceauPP5355 Ventilateur 24 V c.c.PP5322 Ventilateur 12 V c.c.SA2769 Carte de circuit imprimé RXMB-3.1 – option faisceau fixeSA2770 Carte de circuit imprimé RXMB-3.1 – option axe XSA2771 Carte de circuit imprimé RXMB-3.1 – option axe YSA2772 Carte de circuit imprimé RXMB-3.1 – option axe doublePP5362 Filtre ACS-3, PrePP5363 Filtre ACS-3, Hepa (particule <strong>et</strong> gaz)P0420 Lentille de focalisation 2”, diamètre ½” , CO 2P1512 Miroir (non installé), diamètre 1”, CO 2Équipement <strong>et</strong> fournitures d’essaiNuméro depièceP0439P1514PP1801PP1794PP5364DescriptionCompteur de puissance du laser avec lecture numériqueProduit de n<strong>et</strong>toyage pour lentille (bouteille)Papier Joseph (paqu<strong>et</strong>)Bombe à air dépoussiérante (boîte)Lun<strong>et</strong>tes de sécurité laser (CO 2 puissance faible)34JD/KJ 13-9-06
<strong>SIENNA</strong> <strong>210</strong>Système optiqueProcédure d’alignement optiqueInformations générales : C<strong>et</strong>te procédure d’alignement optique couvre l’ensemble du chemindu laser, de la source du laser à la sortie de la tête de focalisation. Vous pouvez ignorercertaines étapes de l’alignement si les phases initiales du chemin du faisceau n’ont pas étéperturbées. Si un alignement optique est effectué après que la machine a été exposée à defortes vibrations, comme dans le cas d’un déplacement, il vaut mieux suivre chaque étapesoigneusement depuis le début, comme décrit ci-dessous.AVERTISSEMENTTout le personnel impliqué dans les procédures d’alignement ainsi que le personneltravaillant dans la zone générale de la machine doivent porter une protection oculaireadaptée à l’utilisation du laser.Étant donné que le faisceau laser est invisible à l’œil nu, il faut un moyen d’indiquer à quelmoment il est effectivement présent <strong>et</strong> à quel endroit il se trouve par rapport au tube optique.Le matériau le mieux adapté à c<strong>et</strong>te fin est du plastique acrylique épais d’1/16 ème de pouce(2 mm – échantillon fourni avec la machine).Lorsque vous testez avec du plastique, ne laissez pas le faisceau allumé pendant plus d’½seconde. Si vous le laissez davantage, le plastique fondra <strong>et</strong> peut éventuellement produire desfumées toxiques. Nous cherchons seulement à savoir si le faisceau est présent, rien de plus.D’autres matériaux peuvent être utilisés avec du plastique, ou à sa place, par exemple dupapier thermique. Faites attention lorsque vous utilisez un matériau combustible car la fuméeprovenant de l’endroit brûlé peut contaminer les lentilles.Il est rare de devoir effectuer un alignement optique sauf si une lentille, un miroir ou unemonture de miroir a été endommagé <strong>et</strong> remplacé. Un n<strong>et</strong>toyage soigneux des miroirs alorsqu’ils sont installés dans la machine n’entraîne en principe pas de réalignement.Procédure étape par étape : Pour aligner les éléments optiques, suivez les étapes dansl’ordre en respectant tous les avertissements de sécurité.Préparation :1. Éteignez la machine en plaçant le commutateur à clé MARCHE/ARRET sur ARRET.2. Enlevez le COUVERCLE en polycarbonate (plastique transparent) Lexan de la ZONED’OUTILLAGE.3. Enlevez le couvercle principal.4. Enlevez le couvercle optique intérieur.35JD/KJ 13-9-06
<strong>SIENNA</strong> <strong>210</strong>Régler les commandes <strong>et</strong> démarrer la machine :1. Branchez le verrouillage à distance P3 dans le connecteur J3 sur le panneau arrièrede la machine. Il sert à connecter un commutateur de verrouillage à une porte d’entréeou un rideau de sécurité. Ce circuit doit être fermé pour pouvoir allumer l’alimentationélectrique du laser. Une fois le circuit ouvert, l’alimentation électrique du laser estdéconnectée. Le circuit doit être reconnecté pour que le laser soit de nouveaualimenté.2. Insérez la clé de maintenance dans l’INTERRUPTEUR DE NEUTRALISATION DUVERROUILLAGE se trouvant dans la zone d’outillage. Tournez la clé dans le sens desaiguilles d’une montre.3. Faites tourner le commutateur à clé MARCHE/ARRET de la machine sur MARCHE à l’aidede la clé de production. La platine se m<strong>et</strong> alors automatiquement sur la position deconfiguration correcte.4. Sur le clavier, réglez l’alimentation sur 10 %.5. Insérez l’interrupteur à distance (ou le commutateur de plancher) ESSAI DU FAISCEAUdans le connecteur ESSAI DU FAISCEAU situé à l’intérieur de la machine.Vérifier l’emplacement du faisceau : Le faisceau laser est invisible ; il faut donc le placerphysiquement. Pour ce faire, placez un morceau de plastique transparent épais d’1/16 ème depouce (2 mm) dans le chemin du faisceau. Le plastique doit être tenu à un angle de 90 degréspar rapport au chemin du faisceau laser. Un court tir de laser est effectué. Cela brûlera un p<strong>et</strong>ittrou dans le plastique ; il indique l’emplacement du faisceau. C<strong>et</strong>te procédure simple sert àrepérer le faisceau laser n’importe où sur son chemin.Ajuster les miroirs M1, M2 <strong>et</strong> M3 :1. En commençant par le miroir M1, dirigez le faisceau vers le bas, au centre du miroirM2.2. Déconnectez le tuyau d’air de la MONTURE DE LENTILLE supérieure.3. Dévissez les deux vis qui fixent la TETE DE FOCALISATION à la BAGUE DE LA TETE DEFOCALISATION pour la TETE DE FOCALISATION supérieure <strong>et</strong> éloignez la TETE DEFOCALISATION de sa BRIDE en tirant doucement, pour l’enlever du TUBE OPTIQUE.ATTENTIONAprès avoir enlevé chaque tête de laser, placez une brique de construction devant l<strong>et</strong>ube optique pour bloquer le faisceau laser. Veillez à ce qu’aucun vêtement, partie ducorps ou matériau réfléchissant ne se trouve entre la brique <strong>et</strong> l’extrémité du tube dufaisceau. Cela risquerait d’entraîner des brûlures <strong>et</strong> des lésions oculaires.36JD/KJ 13-9-06
<strong>SIENNA</strong> <strong>210</strong>4. Desserrez la vis à oreilles de r<strong>et</strong>enue de la MONTURE DE LENTILLE <strong>et</strong> enlevez laMONTURE.5. Ajustez le miroir M2 de façon à ce que le faisceau supérieur soit centré lorsqu’ilpénètre le TUBE OPTIQUE supérieur.6. À l’aide des flèches, déplacez la platine manuellement jusqu’à sa distance de courseavant maximum.7. Enlevez le tube optique interne (noir). N’ENLEVEZ PAS LE TUBE OPTIQUEEXTERNE (EN ACIER INOXYDABLE).8. Vérifiez que le faisceau pénètre au centre du TUBE OPTIQUE externe supérieur (ENACIER INOXYDABLE). Ajustez M2 de façon à ce que c<strong>et</strong>te condition soit remplie.9. Rem<strong>et</strong>tez en place le tube optique interne (noir).10. Vérifiez que le faisceau sort du centre du TUBE OPTIQUE supérieur (EN ACIERINOXYDABLE) à l’endroit où la TETE DE FOCALISATION est fixée au TUBE OPTIQUE. AjustezM2 de façon à ce que c<strong>et</strong>te condition soit remplie.11. Rem<strong>et</strong>tez en place la TETE DE FOCALISATION du TUBE OPTIQUE supérieur (EN ACIERINOXYDABLE) sur sa BRIDE. (Ne m<strong>et</strong>tez pas en place la monture de lentille). Vérifiezque le tube optique repose bien contre le butoir du tube, dans la tête de focalisation.12. Appuyez sur le bouton « NON » sur le clavier pour faire basculer le faisceau dans lechemin du faisceau inférieur. Si vous utilisez le logiciel du Sienna, vous pouvezcliquer sur le bouton « Inférieur » de ce dernier.13. Déconnectez le tuyau d’air de la MONTURE DE LENTILLE inférieure.14. Dévissez les deux vis qui fixent la TETE DE FOCALISATION à la BAGUE DE LA TETE DEFOCALISATION pour la TETE DE FOCALISATION inférieure <strong>et</strong> éloignez la TETE DEFOCALISATION de sa BRIDE en tirant doucement, pour la faire sortir du TUBE OPTIQUE.15. Desserrez la vis à oreilles de r<strong>et</strong>enue de la MONTURE DE LENTILLE <strong>et</strong> enlevez laMONTURE.16. Répétez les étapes 6 à 15 en utilisant le miroir M3 pour ajuster le faisceau inférieur.Rem<strong>et</strong>tre en place les montures des lentilles :1. Réglez le commutateur à bascule étiqu<strong>et</strong>é AUTO/INFERIEUR sur INFERIEUR.2. M<strong>et</strong>tez un morceau de Plexiglas sur le trou inférieur qui accueillait précédemment lamonture de lentille. Actionnez brièvement le laser pour faire une marque sur lePlexiglas. La marque du faisceau doit se situer près du centre de l’ouverture. Si cen’est pas le cas, réglez les axes X <strong>et</strong> Y de la tête de focalisation jusqu’à ce que lefaisceau soit au centre.37JD/KJ 13-9-06
<strong>SIENNA</strong> <strong>210</strong>3. Réglez le commutateur à bascule étiqu<strong>et</strong>é AUTO/INFERIEUR sur AUTO.4. Répétez l’étape 2 pour la TETE DE FOCALISATION supérieure.5. Insérez les MONTURES DE LENTILLE supérieure <strong>et</strong> inférieure dans leur TETE DEFOCALISATION respective ; connectez les tuyaux d’air <strong>et</strong> vissez les vis de r<strong>et</strong>enue desMONTURES DE LENTILLE.6. Placez le BLOC DE FOCALISATION sur la PLAQUE D’OUTILLAGE, en dessous de la MONTUREDE LENTILLE supérieure.7. Desserrez la vis de r<strong>et</strong>enue de la MONTURE DE LENTILLE <strong>et</strong> abaissez la monture jusqu’àce qu’elle touche le BLOC DE FOCALISATION. Serrez la vis de r<strong>et</strong>enue <strong>et</strong> enlevez le bloc.8. Maintenez le BLOC DE FOCALISATION sur le côté inférieur de la PLAQUE D’OUTILLAGE, audessusde la MONTURE DE LENTILLE inférieure.9. Desserrez la vis de r<strong>et</strong>enue de la MONTURE DE LENTILLE inférieure <strong>et</strong> soulevez lamonture jusqu’à ce qu’elle touche le BLOC DE FOCALISATION. Serrez la vis de r<strong>et</strong>enue <strong>et</strong>enlevez le bloc.ATTENTIONLes yeux ou le corps ne doivent pas se trouver dans le prolongement du faisceaulaser pendant c<strong>et</strong>te étape de l’alignement.Aligner les têtes de focalisation supérieure <strong>et</strong> inférieure :1. Placez le commutateur AUTO/CONFIGURATION sur CONFIGURATION.2. Maintenez une fiche cartonnée sur la PLAQUE D’OUTILLAGE dans la zone d’emplacementdu faisceau, en veillant à écarter les doigts de c<strong>et</strong>te zone.3. Réglez le commutateur AUTO/INFERIEUR sur INFERIEUR.4. Appuyez sur l’interrupteur ESSAI DU FAISCEAU <strong>et</strong> faites un trou dans la fiche avec la têteinférieure.5. Réglez le commutateur AUTO/INFERIEUR sur AUTO.6. Sans déplacer la fiche, appuyez sur l’interrupteur ESSAI DU FAISCEAU <strong>et</strong> faites undeuxième p<strong>et</strong>it trou dans la fiche avec la tête supérieure.7. En réglant seulement les axes X <strong>et</strong> Y de la TETE DE FOCALISATION supérieure, répétezles étapes 2 à 6 jusqu’à ce que les deux (2) trous coïncident exactement.38JD/KJ 13-9-06
<strong>SIENNA</strong> <strong>210</strong>Réinitialiser la machine :1. Éteignez la machine au niveau du PANNEAU AVANT.2. Faites tourner l’interrupteur de NEUTRALISATION DU VERROUILLAGE dans le sens contraireaux aiguilles d’une montre <strong>et</strong> enlevez la clé.3. Enlevez l’interrupteur essai du faisceau (commutateur de plancher).4. Rem<strong>et</strong>tez le couvercle principal en place <strong>et</strong> fixez bien avec les vis Torx.5. Rem<strong>et</strong>tez en place le couvercle en polycarbonate (plastique transparent) Lexan sur lazone d’outillage <strong>et</strong> fixez bien avec les vis.6. Enlevez le verrouillage à distance du connecteur J3 de la machine <strong>et</strong> rangez-le dansun endroit sûr, accessible uniquement par du personnel autorisé. Si vous utilisez lelogiciel du Sienna <strong>210</strong>, ce câble doit rester sur la machine. Enlevez le circuit deverrouillage fermé du bornier si le câble doit rester installé sur la machine.7. La machine est désormais prête à recommencer les opérations normales de dénudagedes câbles.N<strong>et</strong>toyage des miroirsPendant le n<strong>et</strong>toyage, tenez bien le miroir par les bords ou les surfaces non polies. Il estrecommandé d’utiliser des gants non pelucheux. Suivez la procédure ci-après :ATTENTIONLes miroirs optiques de c<strong>et</strong>te machine sont très fragiles. N’en touchez pas la surface.N’essuyez jamais les surfaces optiques avec du papier-mouchoir, un chiffon ou untampon sec. N’utilisez pas du papier Joseph ou des tampons en coton prétraités avecn’importe quel type de produit chimique ou produit de n<strong>et</strong>toyage.1. Enlevez la contamination sur les miroirs avec une p<strong>et</strong>ite seringue en caoutchouc, unesource d’aspiration ou une bombe d’air sous pression.2. Humectez d’acétone ou de propanol un tampon de coton ou d’ouate propre. Essuyezdoucement la surface avec le coton humecté. Ne frottez pas fort. Passez le coton à lasurface, juste suffisamment vite pour que le liquide s’évapore tout de suite après lepassage du coton. Cela ne laissera ainsi pas de traînées. Vous pouvez aussi poser dupapier Joseph à la surface de la pièce optique. À l’aide d’un compte-gouttes, faitestomber quelques gouttes d’acétone sur le papier Joseph pour humecter tout lediamètre de la pièce optique. Sans soulever le papier Joseph, faites-le passer sur lapièce optique, juste suffisamment vite pour que le liquide s’évapore après le passagedu papier. Cela ne laissera ainsi pas de traînées.39JD/KJ 13-9-06
<strong>SIENNA</strong> <strong>210</strong>3. Répétez l’étape 2, en utilisant un nouveau tampon humecté propre, jusqu’à ce qu’il n’yait plus de sal<strong>et</strong>é, de peluche ou de traces. En utilisant une loupe <strong>et</strong> une lumière vive,vous pourrez vous assurer que le miroir est effectivement propre. (Au fur <strong>et</strong> à mesureque la surface optique devient propre, le tampon ou le papier Joseph a tendance à« traîner » ; cela indique que le n<strong>et</strong>toyage est satisfaisant.)4. Stockez les miroirs propres dans un conteneur transparent étanche aux poussièresjusqu’à la nouvelle installation dans la machine.Remplacement des miroirsLes miroirs sont montés sur des porte-miroirs. Les miroirs <strong>et</strong> les porte-miroirs ne peuvent pasêtre séparés. Ils doivent être enlevés comme une seule pièce, en veillant à ne pas toucher lasurface du miroir.Pour enlever le miroir de l’ensemble d’ajustement des miroirs :1. Desserrez la vis de blocage unique sur le côté de l’ensemble de la MONTURE DEMIROIR ;2. Soulevez le MIROIR de l’ensemble de la MONTURE DE MIROIR ;3. Placez le miroir neuf dans la MONTURE DE MIROIR ;4. Serrez la vis de blocage sur l’ensemble de la MONTURE DE MIROIR.N<strong>et</strong>toyage de la lentille de focalisationPendant le n<strong>et</strong>toyage, tenez bien la lentille par les bords. Utilisez du papier Joseph propre ouportez des gants en coton pour éviter de rayer, salir ou contaminer la surface de la lentille.Suivez la procédure ci-après.ATTENTIONLes lentilles de focalisation de c<strong>et</strong>te machine sont très fragiles. N’en touchez pas lasurface. N’essuyez jamais les surfaces optiques avec du papier-mouchoir, un chiffonou un tampon sec. N’utilisez pas du papier Joseph ou des tampons en coton prétraitésavec n’importe quel type de produit chimique ou produit de n<strong>et</strong>toyage.1. Enlevez les poussières ou les particules libres sur les lentilles contaminées avec unep<strong>et</strong>ite seringue en caoutchouc, une source d’aspiration ou une bombe d’air souspression.40JD/KJ 13-9-06
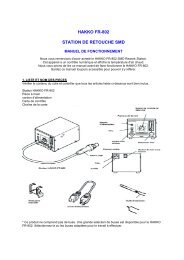
<strong>SIENNA</strong> <strong>210</strong>2. Humectez d’acétone ou de propanol un tampon de coton ou d’ouate propre. Essuyezdoucement la surface avec le coton humecté. Ne frottez pas fort. Passez le coton à lasurface, juste suffisamment vite pour que le liquide s’évapore tout de suite après lepassage du coton. Cela ne laissera ainsi pas de traînées. Vous pouvez aussi poser dupapier Joseph à la surface de la pièce optique. À l’aide d’un compte-gouttes, faitestomber quelques gouttes d’acétone sur le papier Joseph pour humecter tout le diamètrede la pièce optique. Sans soulever le papier Joseph, faites-le passer sur la pièceoptique, juste suffisamment vite pour que le liquide s’évapore après le passage dupapier. Cela ne laissera ainsi pas de traînées.3. Répétez l’étape 3 jusqu’à ce qu’il n’y ait plus de sal<strong>et</strong>é, de peluche ou de traces. Vouspouvez utiliser une loupe <strong>et</strong> une lumière vive.4. Ne réutilisez pas des tampons ou du papier Joseph qui ont déjà servi.5. Au fur <strong>et</strong> à mesure que la surface de la lentille devient propre, le tampon ou le papierJoseph a tendance à « traîner » ; cela indique que le n<strong>et</strong>toyage est satisfaisant.6. Stockez les lentilles dans un conteneur transparent étanche aux poussières jusqu’à lanouvelle installation dans la machine. Toutes les fournitures recommandées pour len<strong>et</strong>toyage des lentilles sont disponibles auprès de Spectrum Technologies.L1 & L2 = Focusing LensesM1 - M5 = MirrorsM1LaserBeam OutOutM2Vertical BeamM3InShuttle MirrorOut = Bottom BeamIn = Top BeamTop BeamBottom BeamL2L1M4FocusWireFocusM5Figure 7-1 Schéma du système optique41JD/KJ 13-9-06
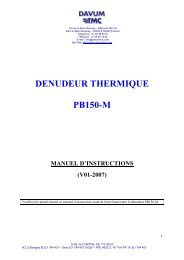
<strong>SIENNA</strong> <strong>210</strong>Légende du schéma 7-1 :Focusing lensesMirrorsLaserBeam outOutVertical beamTop beamShuttle mirrorOut = Bottom beamIn = Top beamBottom beamFocusWireFocusLentilles de focalisationMiroirsLaserFaisceau - SortieSortieFaisceau verticalFaisceau supérieurMiroir de la nav<strong>et</strong>teSortie = Faisceau inférieurEntrée = Faisceau supérieurFaisceau inférieurFocalisationCâbleFocalisationLENS VIS DE MOUNT RETENUE DE LA MONTURE DERETAINING LENTILLE SCREWTOP LENS MOUNTMONTURE DE LENTILLE SUPÉRIEUREBLOC DE FOCALISATION FOCUSINGBLOCKTOP FAISCEAU LASER LASER BEAMSUPÉRIEURTOP POINT FOCUSING DE FOCALISATION POINT SUPÉRIEURCONDUCTEUR CONDUCTORINSULATIONISOLANTBOTTOMPOINT DEFOCUSINGFOCALISATIONPOINTINFÉRIEURBLOC DE FOCALISATION FOCUSINGBLOCKBOTTOMFAISCEAULASERLASERBEAMINFÉRIEURMONTURE DE LENTILLE INFÉRIEUREBOTTOM LENS MOUNTLENS MOUNTRETAINING VIS DE RETENUE SCREW DE LAMONTURE DE LENTILLEFigure 7-2 Focalisation de la lentille42JD/KJ 13-9-06
<strong>SIENNA</strong> <strong>210</strong>Ensemble monture <strong>et</strong> lentilleAir nozzelTUYÈRE À AIRLens MountMONTURE DE LENTILLEFocusing LensLENTILLE DE FOCALISATION‘O’ RingJOINT TORIQUECLÉ HEXAGONALEAllen WrenchConvex side of LensCÔTÉ CONVEXE DE LALENTILLER<strong>et</strong>aining RingANNEAU DE RETENUEFigure 7-3 Ensemble monture de lentille <strong>et</strong> lentille de focalisationR<strong>et</strong>rait de la lentille de focalisationÉtape Step 1 Étape Step 22Desserrez Loosen les the deux two (2) vis s<strong>et</strong>screws de blocage onsur the le côté side de of la the monture Lens Mount de lentille.Enlevez Remove l’anneau the r<strong>et</strong>aining de r<strong>et</strong>enue. ringFigure 7-4 R<strong>et</strong>rait de la lentille de focalisation43JD/KJ 13-9-06
<strong>SIENNA</strong> <strong>210</strong>Étape 3 Étape 4Enlevez le joint torique.Remarque : Remontez dans l’ordreinverse.Enlevez la lentille defocalisation.44JD/KJ 13-9-06
<strong>SIENNA</strong> <strong>210</strong>ÉlectroniqueVue d’ensembleLa carte de circuit RXMB-3 contient le circuit de commande de la puissance du laser, lavitesse de coupe, la distance de coupe <strong>et</strong> le nombre de passages de coupe. La carte contientégalement les alimentations de basse tension utilisées par la carte <strong>et</strong> le système d’utilisation.Les éléments de circuit utilisés dans le circuit de démarrage <strong>et</strong> les entraînements des voyantsde l’interface de sécurité sont également contenus sur la carte de circuit RXMB-3. La cartepossède 14 connecteurs de bornier, comme suit :TB1TB2TB3TB4TB5TB6TB7TB8TB9TB10TB11TB12TB13TB14J3J4Entrée c.a.Commande c.a. <strong>et</strong> alimentation 48 V c.c.Verrouillage externe <strong>et</strong> air, +30 V <strong>et</strong> terreAlimente les signaux d’entraînement <strong>et</strong> de détection des miroirsEffectue le collationnement des détecteurs de la platine de l’axe YSignaux d’entrée pour 5 V ou 24 V, en fonction de la valeur de la résistanceR30, <strong>et</strong> démarrage du traitement avec le commutateur de plancher ; sortiepour DEL « opération en cours », « faisceau allumé »Connexions du détecteur des obturateursConnexions des commutateurs « Essai du faisceau », « Sup./Inf. » <strong>et</strong>« Configuration »Entraînement <strong>et</strong> détecteurs de l’axe XConnexions d’alimentation pour les détecteurs de la platine <strong>et</strong> des miroirs.Connexions de série RS232Connexions +48 V c.c., +12 V c.c., +5 V c.c. <strong>et</strong> terreConnexions du solénoïde <strong>et</strong> du commutateur de verrouillage desobturateursVoyants des obturateurs du tableau de commandeEntraînement de l’axe YConnexions de la commande externeCommutateur de plancher45JD/KJ 14-9-06
Sienna <strong>210</strong>Sienna <strong>210</strong> - Schematic.TB12TB3J3*-+TB6--++-+SHUTTER SOLENOIDX2Ext.I/OProcess Start/Beam StartTB7EXHAUSTFANdownLASERPOWER48 VPowerSupplyTB2Signal toLaser BNCFootSwTB10TB4upTB14*Signal toLaser BNCAIRPUMPRXTB13Key SwitchTXTB1EMERGENCYSTOPHOMETB5TB9OUTTB11TB8HOMEOUTSignal toLCD TermLASERFANS47
5194876Sienna <strong>210</strong>Sienna <strong>210</strong> - Main Board.+5VDCLED INDICATIONSRP3LD1 Direction180SIPLD2 Clock12LD3 Process Start34LD4 Beam 'ON'56LD5 Stage Out78LD6 Stage Home910LD7 DN SENSORLD8 UP SENSORLD9LD10TB12-1LD11 Laser P.S.TB12-2Interlock CoverKey SwTB12-3IntlksTB12-4Jumper forNon-YagTB12-5ShutterSolinoidsTB12-6TB3-3Air SwitchTB3-4INTERLOCKJ2-7TB3-5BypassTo Laser SwitchTB3-6+ -+V2TB2-1RP24.7KSIPLD6U1-21 Stage Home12LD5 U1-22 Stage Out34LD2 U1-20 Clock56LD1 U1-19 Direction78LD39U1-8 Process Start10LD7U1-7 DN SENSORLD8U1-6 UP SENSORNCSHUTTLEMOTORTB4-3+V2TB4-4TB4-5TB4-6Q5TIP112to U1 pin 402.7kD5+12.5 vdc+12 vdc24VREG+V2TB11-5F3U1-21U1-22U1-29U1-30U1-34C27U1-35470ufU1-36U7-9TB8-2U7-8Pump DiodePWRSHUTTLEDN SENSORDN SENSOR TB4-1UP SENSORUP SENSOR TB4-2+12 VDC +5VDC8169U632'A'67'A-'1110'B'1415'B-'1L293D4 5 12 13TB3-2D7+12 vdcR28 160R262.7kQ4Q32N2222 R2747k 2N2222R25C2610k100ufR242.7kR17100kQ12N2222to TIP112base res.RP14.7KSIP12U1-103 U1-94U1-85U1-76U1-67U1-1689RP5160R242.7k17TB13-61118TB13-510TB13-4TB13-3TB13-2TB13-11415CRY2164.0 mhzRP4160+5VDCTB7-2 SEN 'A'TB7-4 SEN 'B'U1RP6160TB6-6Beam 'ON' R181KLEDTB8-2Q6 2N2222R191k+5VDCSHUTTERR14 160TB7-1 SEN 'A' LEDR20 100/.5watt R15 160TB7-3 SEN 'B' LEDJ1 laserBNCR382.4kLD4*Note 1R49 10ohmR48 2.7 Q6 2N2222Beam Test SwC29TB10-1.1ufIn Process LEDTB8-1R21160IN PROCESS -ISO1TB6-12 41 R22 5160TB6-2IN PROCESS ++5 vdcY CLOCKTB5-5TB5-6Y DIRRJ-11P2-6Panel / PC SwP2-2+12 vdcK2P2-3P2-4P2-5+12 vdc P2-114232 TXRS23213 232 RXTB10-611 TTL TX12TTL RXTB10-51C1++ C10 3U8 V+C1-2 + C13.47uf.47uf4C2++ C11 5C2-16+5 vdc.47uf615V-C23MAX232.1ufC12.47uf+5 vdc+V2Stage13 15 24MotorC308 vccm1vdd vdd .1uf239 am2 TB14-6U116 ck2 IMT-901 a 20TB14-3ck17dir Motor b19TB14-55Driverref1610bTB14-4rstsen212R31mo18 0.811senoscD9 D11en gnd1W4 3 1 22 17R290.8C28 .001mf1W D8 D10+X O. L. SENSORTB9-2Note 2+V2PowerSupplyS3KeySwitchS2LineNeutralEMERGENCYGround STOP'RED'Line CordTB2-2LTB2-3NTB2-4LTB2-5LTB1-1NTB1-2LTB1-3NTB1-4TB1-5F1F2EMI FilterLNK1LR441.2kLD11D6SwitchingPower supply10FOOTSWITCHTB6-5TB6-4EXT IN +TB6-3EXT IN -+12 vdcR301604.0 mhz CRY1 +5 vdcC2.1ufdJP-1ISO215AUTO/SETUP TB8-4MIRROR UP/DN TB8-32 4TB11-1,2TB10-2+12 vdcTB7-5TB5-2TB11-3,4Y O. L. SENSORTB5-4Y HM SENSORTB5-3CLOCKDIRECTIONC14.1ufX HM SENSORTB9-1X Axis DIRECTIONTB8-5X Axis CLOCKTB8-6+5 vdc+V2StageMotor13 15 24 C158 vccm1vdd vdd .1uf239am2TB9-3U7ck2206 IMT-901 aTB9-4ck17dir Motor b19TB9-55Driverref1610bTB9-6rstsen212R47mo1811sen0.8osc D2 D4en gnd1W4 3 1 22 17F1&F2: 4A S.B. (10 WATT)8A S.B. (25 WATT)N+5 vdcC17.001mfR460.81WD1D3GNDTB7-6TB5-1TB10-3C24.1ufC25.1ufC18.1ufC19.1ufC20.1ufC21.1ufRevision: M Terminal 14, stepper terminals changed 24.7.6Note 1: R49 is removed for SR220Note 2: Vdd = 24v for SR220, Vdd = 48V for <strong>210</strong>Note 3: PCB 3.1 has mistakes near pwm filter circuit, Q3 and Q4 <strong>et</strong>c.TB12,3 now connected to +V2SpectrumTechnologies USATB11-6RXMB-XY-2y-ACTB10-4rxmb-main-2y_1revM.DWGTHIS DRAWING IS PROVIDED AS AN INSTRUMENT OF SERVICE BY RtMc INC., AND IS INTENDED FOR USE ON THIS CONTRACT ONLY.THIS DRAWING REMAINS THE EXCLUSIVE PROPERTY OF RtMc INC. AND IS TO BE RETURNED TO RtMc INC. UPON REQUEST. THEINFORMATION CONTAINED ON THIS DRAWING SHALL BE KEPT CONFIDENTIAL. THIS DRAWING, INCLUDING SPECIFICATIONS, DESIGN, IDEAS,AND CONCEPTS OF COMPONENTS, PARTS, ASSEMBLIES ETC., CONSTITUTE AN ORIGINAL COPYRIGHTED WORK OF RtMc INC. THIS DRAWINGMAY CONTAIN INFORMATION IN PART OR IN FULL, THAT IS COVERED BY PATENTS, TRADEMARKS, COPYRIGHTS, OR OTHER FORMS OFPROPRIETORY REGISTRATION BELONGING TO RtMc INC. ANY FORM OF REPRODUCTION, USE OR DISCLOSURE OF INFORMATION CONTAINEDHEREIN WITHOUT WRITTEN CONSENT OF RtMc INC. IS STRICTLY PROHIBITED.TB3-1U6-8 U6-16U1-16 U1-10 U1-9 U1-8Rev 3.1.1 PCB3-23-0524/07/06+5 vdc8Vcc7WP6SCL5SDAA0 1A123A24VssG.MitchellCD1 148
<strong>SIENNA</strong> <strong>210</strong>Garantie <strong>et</strong> entr<strong>et</strong>ienConditions générales de garantie des produitsLa clause de garantie suivante est extraite de la section 8 des Conditions générales de ventesde Spectrum Technologies PLC, révision nº13 du 6 mai 2004.GARANTIE1. Conformément à ce qui suit, ST garantit au client qu’au moment de la livraison,l’équipement sera conforme à la spécification <strong>et</strong> ne présentera aucun défaut auniveau :i. du matériel,ii.iii.de la conception,de la qualité du travail.2. Si pendant une période de douze (12) mois à partir de la date de signature duCertificat de réception finale, un défaut était découvert dans toute pièce del’équipement couvert par la présente garantie, alors, en vertu des dispositions de laprésente garantie, ST se réserverait le droit de réparer la pièce défectueuse ou biende la remplacer à titre gracieux.3. Tous les éléments optiques, y compris, mais sans s’y limiter, les lampes flash, lesmiroirs, les lentilles, les prismes, les revêtements optiques <strong>et</strong> les matériauxcristallins, sont garantis pendant 90 jours.4. Les consommables, y compris, mais sans s’y limiter, les courroies <strong>et</strong> les filtres, sontexclus de la présente garantie.5. À la découverte de tout prétendu défaut auquel s’appliquerait la présente garantie,le client devra immédiatement prévenir ST, ou l’agent de service désigné par lasociété pour le territoire concerné, par fax, en envoyant les informations utiles, dontle numéro du modèle de l’équipement, le numéro de série <strong>et</strong> une description dudéfaut <strong>et</strong> des détails de la réclamation, ainsi que les raisons de celle-ci.6. Dès que ST, ou l’agent de service qu’elle a désigné, recevra la notificationmentionnée à la clause 8.5 du présent document, ST, ou l’agent de service qu’elle adésigné, examinera le prétendu défaut <strong>et</strong>, le cas échéant, mènera une enquête àc<strong>et</strong> égard. Si la réclamation est déclarée valable, ST décidera, à sa discrétion, desprocédures correctives à appliquer, eu égard aux exigences de fonctionnement duclient :49JD/KJ 14-9-06
<strong>SIENNA</strong> <strong>210</strong>i. Remplacement de la pièce prétendue défectueuse ; dans ce cas, STorganisera, à ses frais, un remplacement de la pièce qui sera livrée auclient ; ouii. Réparation, par ST ou son agent de service, de la pièce prétenduedéfectueuse ; dans ce cas, le client devra, sans plus attendre, renvoyerladite pièce à l’usine britannique de ST, ou à tout autre endroit précisé parST, <strong>et</strong> ST, ou son agent de service, devra immédiatement remplacer laditepièce <strong>et</strong> la renvoyer au client, à titre gracieux ; ouiii. Réparation locale par le client ou son sous-traitant sur la base d’un prixconvenu au préalable comme étant raisonnable par ST <strong>et</strong> remboursé auclient par ST.iv. Lors de la réalisation de tout travail sous garantie, ST se réserve le droitd’incorporer des commandes en vue de modification <strong>technique</strong> ou de fournirdes éléments de substitution d’un niveau supérieur de révision, dans lamesure où cela ne nuit pas aux performances <strong>et</strong> aux spécifications del’équipement.7. ST sera en droit de déterminer, à sa discrétion, si une pièce défectueuse doit êtreréparée, remplacée ou corrigée. Toute pièce défectueuse renvoyée à ST <strong>et</strong>remplacée conformément aux dispositions de la présente garantie, deviendraautomatiquement propriété de ST au titre de récupération.8. La fourniture de toutes pièces de substitution fournies au titre de la présentegarantie, se fera aux mêmes conditions que ce qui est prévu dans le contrat, dansla mesure où les mêmes conditions peuvent s’appliquer.i. Si un défaut est découvert au niveau de n’importe quelle pièce de toutéquipement couvert par la présente garantie <strong>et</strong> que les pièces défectueusessont réparées ou fournies par ST pour un équipement, dans l’exécution de laprésente garantie, ces pièces continueront à être couvertes par la garantiequi s’applique, pendant la durée restante <strong>et</strong> encore valide de la périoded’origine de c<strong>et</strong>te garantie.ii.Les nouvelles pièces ach<strong>et</strong>ées séparément pour servir de pièces détachéesou autre sont garanties pendant 90 jours.9. ST, ou si ST le souhaite, l’agent de service qu’elle a désigné, les sous-traitants oules fournisseurs auront le droit d’inspecter la pièce concernée ainsi que tousjournaux ou rapports utiles en la matière, au cas où une réclamation serait faite autitre de la présente garantie.50JD/KJ 14-9-06
<strong>SIENNA</strong> <strong>210</strong>10. La responsabilité de ST, au titre de la présente garantie, ne s’étendra pas auxdéfauts ou défaillances de l’équipement ou de toutes pièces de celui-ci, quirésulteraient d’un accident ou de dommages secondaires, ou de l’usure normale ouautre se produisant dans toute pièce :i. dont l’utilisation physique n’a pas été normale ou qui a subi des contraintesmécaniques ou électriques ou connu des défaillances ou réductionsd’électricité ;ii.iii.iv.qui a été utilisée, réparée ou entr<strong>et</strong>enue, ou qu’on a fait fonctionner, d’unefaçon autre que celle indiquée ou recommandée par ST ou les manuels <strong>et</strong>guides fournis par ST ;qui a été réparée, changée ou modifiée par un acteur autre que ST ou autrequ’un agent de service, sous-traitant ou fournisseur désigné par elle, d’unefaçon approuvée par ST ;qu’on a fait fonctionner alors qu’elle était endommagée.11. ST se réserve le droit de facturer le client pour des coûts entraînés par l’enquêtemenée quant à une réclamation de garantie <strong>et</strong> si aucun défaut n’est constaté ou sitous défauts ou défaillances de l’équipement ou de toute pièce de celui-ciproviennent d’un accident, de dommages secondaires ou d’une usure normale, telque cela est expliqué à la clause 8.10 de la présente.12. Si le client n’est pas en mesure, pendant une période d’au moins 2 jours ouvrablescompl<strong>et</strong>s, d’utiliser l’équipement en raison d’une réparation ou d’un remplacementd’une pièce acceptée comme étant défectueuse en vertu de la présente, la périodependant laquelle l’équipement ne pourra pas être utilisé sera alors ajoutée à lagarantie d’origine de l’équipement.13. ST ne saurait être tenue pour responsable, de quelque façon que ce soit, de laperte ou la sécurité des informations stockées sur dispositif magnétique ou autremoyen de stockage utilisé avec l’équipement, quelle que soit la manière dont celase produit.14. RECOURS EXCLUSIFS : LA RESPONSABILITÉ DE ST, À TITRE CONTRACTUELOU EXTRA-CONTRACTUEL, SURVENANT EN DEHORS DES GARANTIES,INTERPRÉTATIONS, INSTRUCTIONS OU DÉFAUTS, QUELLE QU’EN SOIT LACAUSE, SERA LIMITÉE EXCLUSIVEMENT À LA RÉPARATION OU AUREMPLACEMENT DE PIÈCES DANS LES CONDITIONS CI-DESSUSMENTIONNÉES, ET LA SOCIÉTÉ NE SERA EN AUCUN CAS RESPONSABLEDES DOMMAGES-INTÉRÊTS INDIRECTS, Y COMPRIS, MAIS SANS S’YLIMITER, PERTE DE BÉNÉFICES, ÉQUIPEMENT DE LOCATION OU DESUBSTITUTION OU TOUT AUTRE MANQUE À GAGNER COMMERCIAL.51JD/KJ 14-9-06
<strong>SIENNA</strong> <strong>210</strong>15. RENONCIATION AUX DROITS/EXCLUSION DES GARANTIES : AUCUNEGARANTIE, EXPRESSE OU IMPLICITE, ÉCRITE OU ORALE, Y COMPRIS MAISSANS S’Y LIMITER, AUCUNE GARANTIE IMPLICITE DE COMMERCIABILITÉOU D’APTITUDE À UN USAGE SPÉCIFIÉ, NE S’ÉTEND AU-DELÀ DE CELLESMENTIONNÉES EXPRESSÉMENT DANS LE PRÉSENT DOCUMENT.16. Les dispositions de la présente garantie stipulent l’entière responsabilité de ST, sesdirigeants, ses employés <strong>et</strong> ses agents en ce qui concerne l’équipement défectueux.52JD/KJ 14-9-06
<strong>SIENNA</strong> <strong>210</strong>Informations sur le laserLa présente section contient des données <strong>technique</strong>s concernant le laser fourni avec c<strong>et</strong>temachine. Veuillez noter les instructions de sécurité <strong>et</strong> les avertissements de danger présentésdans c<strong>et</strong>te section.Toute question concernant l’entr<strong>et</strong>ien <strong>et</strong> la garantie du laser doit être adressée à SpectrumTechnologies, Western Avenue, Bridgend, Royaume-Uni, téléphone +44 (0) 16 56 65 54 37.53JD/KJ 14-9-06
CO2 LASERS«Air & Water-CooledULR-10«FEATURES• The most compact10-watt CO2 laser• Air and water-cooled options• Class IV configurationsavailable• Integrated RF supply• New TTL output temperaturewarning LED• New fault indicator LED• New lowprofile mounting plate• Excellent power stability• Qui<strong>et</strong> operation• Ability to r<strong>et</strong>rofit to current10-watt CO2 installations• Manufactured with provenULS technologyLASER SPECIFICATIONS*«Rated Power**10 WWavelength 10.6mPower Stability ±10%M 2 1.4 ± 0.2Beam Size (Near Field) †4 ± 1mmBeam Divergence (Full Angle) 5 ± 1mRPolarizationLinearPointing Stability200mROptical Pulse Rise or Fall Time 120 ± 40 mSOptical Delay Time38 ± 10 mSOptical Modulation100% up to 5KHzModulation Signal TypeTTL CompatibleLASER SPECIFICATIONS*«CoolingIntegrated Air/WaterWeight8.6 lbs (3.9 kg) - Class IV7.25 lbs (3.3 kg) - OEMDimensionssee rear panelEnvironmentalAmbient Temperature ††50-95°F (10-35°C)Relative Humidity
CO2 LASERSULR-10«BASIC CONFIGURATION (AIR OR WATER-COOLED) «CLASS IV CONFIGURATION (AIR OR WATER-COOLED) These OEM lasers are components intended for integration into OEM equipment and as such do not comply with the Federal regulations (21 CFR Subchapter J) as administered by theCenter for Devices and Radiological Health. Purchaser acknowledges that it is his responsibility to obtain compliance with all CDRH and other applicable domestic and/or internationalsaf<strong>et</strong>y standards. Protected under U.S. patents 5,661,746; 5,754,575; 5,867,517; 5,901,167; 5,894,493; 5,881,087; 5,982,803; 6,181,719; 6,983,001; 7,060,934; D517,474. Other U.S. andinternational patents pending. ©2006 Universal Laser Systems, Inc.WARNING: UNIVERSAL LASER SYSTEMS PRODUCTS ARE NOT DESIGNED, TESTED, INTENDED OR AUTHORIZED FOR USE IN ANY MEDICAL APPLICATIONS, SURGICAL APPLICATIONS, MEDICAL DEVICE MANU-FACTURING, OR ANY SIMILAR PROCEDURE OR PROCESS REQUIRING APPROVAL, TESTING, OR CERTIFICATION BY THE UNITED STATES FOOD AND DRUG ADMINISTRATION OR OTHER SIMILAR GOVERNMEN-TAL ENTITIES. SHOULD THE BUYER USE UNIVERSAL LASER SYSTEMS PRODUCTS FOR ANY SUCH UNINTENDED OR UNAUTHORIZED APPLICATION, ALL WARRANTIES REGARDING THE UNIVERSAL LASERSYSTEMS PRODUCTS SHALL BE NULL AND VOID. FURTHER, THE BUYER SHALL HAVE NO REMEDY AGAINST UNIVERSAL LASER SYSTEMS AND ITS OFFICERS, EMPLOYEES, SUBSIDIARIES, AFFILIATES ANDDISTRIBUTORS FOR, AND THE BUYER SHALL INDEMNIFY AND HOLD THOSE PARTIES HARMLESS AGAINST, ANY AND ALL CLAIMS, COSTS, DAMAGES, EXPENSES AND REASONABLE ATTORNEY FEES ARISINGOUT OF, DIRECTLY OR INDIRECTLY, ANY CLAIM ASSOCIATED WITH SUCH UNINTENDED OR UNAUTHORIZED USE, INCLUDING BUT NOT LIMITED TO ANY CLAIM BASED ON WARRANTY (EXPRESS OR IMPLIED),CONTRACT, TORT (INCLUDING ACTIVE, PASSIVE, OR IMPUTED NEGLIGENCE), STRICT LIABILITY, PATENT OR COPYRIGHT INFRINGEMENT OR MISAPPROPRIATION OF INTELLECTUAL PROPERTY.16008 North 81st Stre<strong>et</strong> • Scottsdale, AZ 85260 • 480.483.1214 • Fax: 480.483.5620 • Email: oemsales@ulsinc.com55