UNA TESTA 'PIENA DI VITA' - Prima Industrie SpA
UNA TESTA 'PIENA DI VITA' - Prima Industrie SpA
UNA TESTA 'PIENA DI VITA' - Prima Industrie SpA

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
168<br />
d o s s i e r<br />
di ANTONIO VENDRAMINI<br />
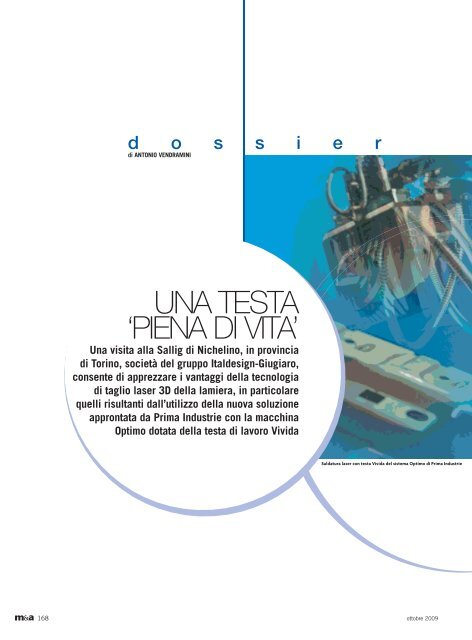
<strong>UNA</strong> <strong>TESTA</strong><br />
‘PIENA <strong>DI</strong> VITA’<br />
Una visita alla Sallig di Nichelino, in provincia<br />
di Torino, società del gruppo Italdesign-Giugiaro,<br />
consente di apprezzare i vantaggi della tecnologia<br />
di taglio laser 3D della lamiera, in particolare<br />
quelli risultanti dall’utilizzo della nuova soluzione<br />
approntata da <strong>Prima</strong> <strong>Industrie</strong> con la macchina<br />
Optimo dotata della testa di lavoro Vivida<br />
Saldatura laser con testa Vivida del sistema Optimo di <strong>Prima</strong> <strong>Industrie</strong><br />
ottobre 2009<br />
163dos5.indd 168 11-09-2009 9:48:49
e<br />
Dopo il grande successo riscosso alla scorsa edizione della<br />
Fiera EuroBlech 2008 ad Hannover, eravamo davvero curiosi di<br />
vedere in funzione, presso un Ente industriale, il nuovo sistema per<br />
taglio laser 3D Optimo Vivida, o meglio la nuova testa Vivida nel<br />
sistema Optimo dell’azienda torinese <strong>Prima</strong> <strong>Industrie</strong>. La nostra<br />
curiosità è stata soddisfatta dalla visita alla società Sallig, a Nichelino,<br />
nella periferia sud di Torino. Si tratta di una azienda specializzata in<br />
costruzioni prototipali, che occupa circa 80 persone, fondata nel<br />
1960 e dal 1995 appartenente a Italdesign-Giugiaro, noto gruppo<br />
industriale torinese, leader nella ricerca stilistica e nella progettazione<br />
dell’automobile. “Sallig iniziò l’attività con una squadra formata da<br />
una decina di ‘battilastra’ - esordisce Massimo Bovi, amministratore<br />
delegato della società piemontese - al fine di realizzare, manualmente<br />
e in maniera artigianale, prototipi per Fiat. L’azienda si è poi evoluta,<br />
crescendo in tecnologia ed acquisendo macchine a CNC, ma è<br />
sostanzialmente rimasta nel medesimo settore ed oggi fornisce<br />
aziende automobilistiche di tutto il mondo”.<br />
LE PREMESSE <strong>DI</strong> UN BUON LAVORO<br />
“Il nostro lavoro - continua Bovi - inizia con la ricezione dei dati<br />
CAD da parte del cliente - o dalla nostra casa madre -; continua con<br />
lo studio del metodo, la simulazione numerica e la progettazione<br />
delle attrezzature di produzione, per arrivare alla costruzione degli<br />
ottobre 2009 169<br />
163dos5.indd 169 11-09-2009 9:48:50
stampi e alla realizzazione di prototipi, elementi ‘pilota’ o piccole<br />
serie. Da qualche anno abbiamo installato un impianto per saldatura<br />
a punti per fornire scocche ‘lastroferrate’ complete (Body-in-White)<br />
e di recente abbiamo implementato saldatrici a media frequenza, per<br />
soddisfare le richieste tecnologiche dei nostri clienti. Su richiesta,<br />
siamo in grado di arrivare al montaggio completo dell’autovettura,<br />
assemblando meccanica, impianti, finizioni interne ed esterne,<br />
analizzandone la montabilità e le sequenze di montaggio come<br />
‘verifica di processo’”. Siamo entrati proprio nel ‘cuore’ progettuale<br />
di una vettura, dove cioè si passa dal disegno stilistico, al progetto e si<br />
arriva alla realizzazione di prototipi funzionanti e funzionali alle prove<br />
sperimentali su strada. “Mediamente - racconta Bovi - produciamo<br />
circa 1.500 stampi/anno. All’interno del nostro parco macchine,<br />
costituito essenzialmente da sei fresatrici per realizzare gli stampi e<br />
da 11 presse per l’imbutitura delle lamiere, operano quattro sistemi<br />
laser Optimo per la rifilatura di queste lamiere imbutite. Occorre<br />
evidenziare che il primo robot laser è stato installato in azienda<br />
nel lontano 1982: era uno dei primi sistemi ZAC a tavola mobile,<br />
realizzato da <strong>Prima</strong> <strong>Industrie</strong>. Da allora tra Sallig e <strong>Prima</strong> <strong>Industrie</strong> è<br />
iniziato un proficuo rapporto di collaborazione che continua ancora<br />
oggi. Due sistemi ancor oggi in uso sono un po’ datati: sono i modelli<br />
CRG che montano ancora sorgenti a CO2 dell’azienda americana<br />
Photon Sources e, pur essendo perfettamente operativi, sono ormai<br />
parte dell’archeologia industriale, con la loro grande fondazione che<br />
mantiene l’allineamento tra la sorgente posta esternamente al sistema<br />
meccanico e lo stesso. Il terzo sistema, benché rivoluzionario nella<br />
struttura omnicomprensiva, è stato installato nel 1999 e monta<br />
componenti relativamente attuali, come la sorgente PRC 2200<br />
e il controllo <strong>Prima</strong> Electronics PRIMACH-9000L (n.d.r.: per brevità,<br />
indicheremo questo sistema come ‘Optimo PRC 2200’).<br />
IL QUARTO SISTEMA<br />
“Per l’acquisto del nostro quarto sistema laser - continua Bovi -<br />
abbiamo atteso quasi 10 anni. Un’attesa in parte dovuta alle<br />
incertezze del mercato - si pensi solo ai problemi del settore negli<br />
170<br />
Panoramica del reparto<br />
della società Sallig di<br />
Nichelino, nella provincia<br />
sud di Torino, dove<br />
sono installati quattro<br />
sistemi laser Optimo di<br />
<strong>Prima</strong> <strong>Industrie</strong> per la<br />
lavorazione di protopiti<br />
anni 2001-2002 e ai i tentativi di progettare totalmente in ‘virtuale’<br />
i nuovi modelli -, ma sostanzialmente dovuta alla ricerca di un<br />
prodotto che permettesse un salto di qualità, sia in termini di<br />
lavorazione che di riduzione dei tempi, in modo tale da poter<br />
eseguire convenientemente anche operazioni in piccole serie”.<br />
Abbiamo interrotto il nostro interlocutore nella sua spiegazione<br />
al fine di comprendere come mai la definizione ‘virtuale’ di nuovi<br />
prototipi non abbia avuto successo.<br />
“Si tratta di un insuccesso parziale - spiega Bovi - infatti il ‘virtuale’,<br />
pur permettendo la riduzione dei tempi totali di sviluppo di un nuovo<br />
prodotto, non è in grado di dare tutti i feedback tecnici necessari alla<br />
produzione di serie della vettura sviluppata; perciò, più che mai, è<br />
necessario avere a che fare con componenti reali”.<br />
Soddisfatti della risposta, siamo tornati al discorso sulla ricerca<br />
di un nuovo sistema per lavorazioni laser in 3D.<br />
“Per molti anni - continua Bovi - non abbiamo ricevuto proposte<br />
interessanti da parte dell’industria delle macchine laser. Ultimamente<br />
siamo rimasti attratti dal modello Rapido Evoluzione in cui, grazie alla<br />
riprogettazione della struttura della macchina, con l’aumento della<br />
corsa dell’asse X a 4000 mm, e alla nuova testa di lavoro, che risulta<br />
essere completamente a motori e trasduttori diretti, senza ingranaggi e<br />
cinematismi, era possibile avere alte precisioni e grandi accelerazioni.<br />
L’unità registrava, però, un inconveniente, per noi decisivo: il volume<br />
di lavoro disponibile non rendeva possibile la lavorazione di particolari<br />
come un’intera fiancata di vettura”.<br />
Proseguendo il suo racconto, Bovi ci ha accompagnati in stabilimento:<br />
un ‘grande salone’ dove è stato possibile ammirare i quattro sistemi<br />
laser allineati. Davanti alle macchine, in attesa del taglio di rifilatura,<br />
vi erano contenitori con diversi gruppi di fiancate di nuovi modelli<br />
di autovetture. “La soluzione ricercata negli anni - evidenzia Bovi -<br />
è stata trovata nel nuovo sistema Optimo che utilizza la testa Vivida.<br />
In un’unica macchina era possibile disporre di un grande volume<br />
di lavoro (4.500 x 2.500 x 1.020 mm per i tre assi X, Y e Z), di<br />
importanti precisioni (0,03 mm per gli assi lineari e 0,005° per quelli<br />
rotanti) e di elevate accelerazioni (40 m/s 2 sull’asse adattativo C, ora<br />
controllato dal CNC, e, soprattutto, 12 m/s 2 sul nuovo asse W, che<br />
ottobre 2009<br />
163dos5.indd 170 11-09-2009 9:48:51
EUROBLECH 2008<br />
caratterizza la testa). È risultato da subito evidente che questo sistema<br />
robotizzato di <strong>Prima</strong> <strong>Industrie</strong> era la risposta alle nostre esigenze e<br />
ne abbiamo deciso l’acquisto. Inoltre, il robot è stato corredato<br />
da una sorgente CP4000 da 4 kW e controllo PRIMACH-20L,<br />
entrambi sviluppati all’interno del Gruppo <strong>Prima</strong> <strong>Industrie</strong><br />
(n.d.r.: per brevità, indicheremo questo sistema così configurato come<br />
‘Optimo CP4000’), in modo da poter essere in grado di operare sulle<br />
nuove lamiere in acciaio alto-resistenziale e anche su quelle in lega di<br />
alluminio. A circa sei mesi dall’implementazione possiamo affermare<br />
di essere estremamente contenti dei risultati operativi.<br />
Sulla macchina abbiamo effettuato delle modifiche marginali, come<br />
quella, per esempio, di abbassare il basamento e il livello dei due<br />
bancali di lavoro della struttura ‘split cabin’ acquistata.<br />
L’operazione è stata effettuata per consentire l’accesso della scocca<br />
completa di una autovettura sulla quale siano necessarie operazioni<br />
di saldatura laser”.<br />
LA PAROLA AL PRODUTTORE<br />
È Domenico Appendino, direttore marketing di <strong>Prima</strong> <strong>Industrie</strong>,<br />
che ci ha accompagnato nella visita, che illustra le caratteristiche<br />
principali della nuova proposta della società torinese.<br />
“Dobbiamo partire dal nome Vivida - esordisce Appendino -, che<br />
deriva dalla parola latina ‘vividus’, che significa ‘pieno di vita’,<br />
(in inglese ‘vivid’) per arrivare alla definizione caratteristica di questa<br />
nostra soluzione: ‘Vivida è la testa di lavoro piena di vita del sistema<br />
Optimo’. Possiamo darne una definizione in modo ancora più<br />
allegorico. Pensiamo a un pianista: mentre le sue braccia si muovono<br />
sopra la tastiera, descrivendo ampi movimenti, le sue mani compiono<br />
RIVESTIMENTO FIANCATA<br />
(Berlina tre volumi segmento D)<br />
Tempo totale di taglio 6’ 04” con ‘Optimo CP4000’ con Vivida<br />
Tempo totale di taglio 6’ 95” con ‘Optimo CP4000’ senza Vivida<br />
Tempo totale di taglio 13’ 31” con ‘Optimo PRC 2200’<br />
Lunghezza effettiva di taglio di 16.753 mm<br />
Tabella 1 - Confronto dei tempi di taglio per la lavorazione di rivestimento di una<br />
fiancata di autovettura con le macchine laser ‘Optimo CP4000’ con Vivida,<br />
‘Optimo CP4000’ senza Vivida e ‘Optimo PRC 2200’<br />
La testa Vivida presenta<br />
un extra asse lineare W,<br />
parallelo all’asse B,<br />
racchiuso nel soffietto<br />
al centro dell’immagine,<br />
mediante il quale<br />
è possibile movimentare<br />
il TCP del sistema globale<br />
con un’elevata dinamica<br />
d o s s i e r<br />
piccoli e rapidi tocchi dei tasti. Il cervello<br />
del pianista sincronizza questi due movimenti,<br />
generando una musica armoniosa. Il sistema Optimo<br />
Vivida è quindi, in realtà, composto da due diverse entità:<br />
le tradizionali movimentazioni dell’unità Optimo Evoluzione,<br />
che rappresentano le braccia del pianista, e che dirigono il fascio<br />
laser all’interno del suo grande volume di lavoro, già con buone<br />
accelerazioni di 4 m/s 2 sugli assi lineari, e la testa di lavoro Vivida, che<br />
è la mano del pianista, che rappresenta la ‘piccola macchina’ in grado<br />
di compiere movimenti estremamente veloci, grazie al suo nuovo<br />
asse controllato W parallelo all’asse B, entro un suo piccolo volume<br />
di lavoro di 20 x 20 x 20 mm.<br />
La grande dinamica di questo asse è possibile grazie al ridotto peso<br />
della parte della testa che esso deve movimentare. In questo modo,<br />
è stata creata una piccola macchina ausiliaria perfettamente integrata<br />
agli assi principali, grazie a un software dedicato sviluppato da <strong>Prima</strong><br />
<strong>Industrie</strong>. È infatti il CNC <strong>Prima</strong>ch del sistema che agisce come vero<br />
e proprio ‘cervello del pianista’, sincronizzando i movimenti della<br />
‘macchina principale’ con quelli della ‘piccola macchina’”.<br />
Una spiegazione davvero chiara e intuitiva! Abbiamo quindi chiesto<br />
a Domenico Appendino quali siano i vantaggi pratici principali della<br />
nuova soluzione per l’utilizzatore. Ancora una volta, la risposta<br />
è risultata convincente. “È ovvio - sottolinea Appendino - che un<br />
primo vantaggio, non sicuramente il principale, è costituito da<br />
una maggiore affidabilità dell’intero sistema, che si ritrova con<br />
le movimentazioni principali meno ‘stressate’, poiché tutti gli<br />
spostamenti rapidi sono stati demandati alla ‘piccola macchina’,<br />
che agisce come servo intelligente sgravando l’unità principale.<br />
Per inciso, occorre dire che questa concezione consente<br />
OSSATURA INTERNA FIANCATA<br />
(Berlina due volumi segmento C)<br />
Tempo totale di taglio 2’ 56” con ‘Optimo CP4000’ con Vivida<br />
Tempo totale di taglio 3’ 37” con ‘Optimo CP4000’ senza Vivida<br />
Tempo totale di taglio 5’ 31” con ‘Optimo PRC 2200’<br />
Lunghezza effettiva di taglio di 5.557 mm<br />
Tabella 2 - Confronto dei tempi di taglio per la lavorazione dell’ossatura interna<br />
di una fiancata di autovettura con le macchine laser ‘Optimo CP4000’ con Vivida,<br />
‘Optimo CP4000’ senza Vivida e ‘Optimo PRC 2200’<br />
ottobre 2009 171<br />
163dos5.indd 171 11-09-2009 9:48:53
l’istallazione delle macchine senza alcuna<br />
necessità di fondazioni speciali, nonostante la<br />
loro dinamica estremamente elevata. Un secondo<br />
grande vantaggio per l’utilizzatore è costituito dal fatto<br />
che, con l’azione combinata delle due macchine, si possono<br />
ottenere le massime prestazioni tecnologiche, in termini di<br />
velocità di lavoro, lungo una traiettoria che si presenta un po’<br />
intricata per la presenza di molti fori o per la necessità di ricavare<br />
intagli precisi”.<br />
DATI CONVINCENTI<br />
Per meglio precisare l’ultimo concetto espresso da Appendino,<br />
Bovi ci ha fornito alcuni esempi numerici di raffronto: dopo essersi<br />
consultato con i propri collaboratori, ci ha consegnato le tabelle<br />
1 e 2, scusandosi per non averci potuto fornire anche le foto dei<br />
particolari cui si riferiscono, poiché veri e propri ‘componenti<br />
prototipo’ e pertanto coperti da accordi di riservatezza. Appendino<br />
aggiunge: “Anche noi abbiamo dei confronti sui tempi di taglio.<br />
Ad esempio, considerando il pannello interno di un cofano,<br />
utilizzando ‘Optimo CP4000’ senza Vivida, il componente può<br />
essere ottenuto in 3’58”, mentre invece la sua lavorazione con<br />
l’impiego della testa Vivida comporta un tempo di 2’55”, inferiore<br />
del 27% rispetto al precedente (28% nell’esecuzione dei 91 fori<br />
dei piccoli contorni; 15% in meno per la rifilatura del contorno<br />
esterno, avente l’estensione di 4.990 mm)”. Bovi commenta:<br />
“I vantaggi che derivano dall’utilizzo della soluzione Vivida<br />
sono evidenti e risultano essere percentualmente tanto<br />
maggiori quanto più complessi sono i percorsi di<br />
taglio. Anche per questo, recentemente, stiamo<br />
aumentando la nostra penetrazione in un settore,<br />
che meno risente dell’attuale contrazione<br />
172<br />
Con la testa Vivida,<br />
il tempo di rifilatura laser<br />
del pezzo in visione -<br />
pannello interno di un<br />
cofano di vettura -<br />
viene ridotto del 27%<br />
rispetto a quanto<br />
ottenibile con l’unità<br />
tradizionale Optimo<br />
nel campo ‘automotive’: quello del ‘bianco’. Stiamo attualmente<br />
mettendo a punto particolari in lamiera per elettrodomestici,<br />
dove è predominante la realizzazione di fori e asole rispetto alla<br />
rifilatura continua: i vantaggi derivanti dall’utilizzo della soluzione<br />
Vivida saranno ancora maggiori. Abbiamo iniziato sperimentazioni<br />
nel settore (n.d.r.: nell’ufficio del responsabile delle macchine<br />
laser, Bartolomeo Bosco, abbiamo potuto osservare le prime fasi<br />
di sviluppo ed ottimizzazione di un ‘carter’che sarà utilizzato su<br />
nuovi modelli di elettrodomestici, in particolare una lavatrice), ma<br />
non siamo ancora in grado di fornire dati di taglio comparativi”.<br />
“Dobbiamo poi osservare - aggiunge Bovi - che stiamo utilizzando<br />
il sistema ‘Optimo CP4000’ anche per applicazioni di saldatura<br />
a tratti, quasi remota: la saldatura è in questo caso ottenuta<br />
dalla movimentazione rapida della testa Vivida invece che da<br />
specchi galvanometrici, come avviene negli impianti dedicati<br />
specificamente a questo scopo. Le velocità di lavoro non sono<br />
comparabili, ma viene aperta la possibilità di realizzare anche<br />
strutture saldate complete. Occorre poi tener presente che,<br />
operando nel settore dei prototipi e delle piccole serie, siamo<br />
marginalmente interessati a ottenere le velocità di lavorazione<br />
proprie della produzione”. Un ultima domanda al nostro<br />
qualificato interlocutore: è possibile avere un parere conclusivo<br />
sulla soluzione Vivida del sistema Optimo? “Siamo entusiasti<br />
delle sue prestazioni - conclude Bovi -: grazie a questa soluzione<br />
tecnologica abbiamo potuto ampliare la nostra offerta affacciandoci<br />
a nuovi campi che, con buone probabilità, ci permetteranno di<br />
superare i tempi di incertezza di questa crisi economica mondiale.<br />
Dobbiamo necessariamente ringraziare <strong>Prima</strong> <strong>Industrie</strong>”.<br />
ottobre 2009<br />
163dos5.indd 172 11-09-2009 9:48:55