- Page 1: Catalogo prodotti di consumo per la
- Page 7 and 8: Sommario 1 www.saf-fro.com Aspetti
- Page 9 and 10: Sommario 5 6 6.1 6.2 6.3 www.saf-fr
- Page 11 and 12: ASPETTI GENERALI
- Page 13 and 14: General information Product data sh
- Page 15 and 16: General information Batches Standar
- Page 17 and 18: General information CE marking, app
- Page 19 and 20: General information CE marking, app
- Page 21 and 22: Steel grade designation UNI EN 1002
- Page 23 and 24: Steel grade designation Most common
- Page 25 and 26: Steel grade designation Most common
- Page 27 and 28: Steel grade designation Most common
- Page 29 and 30: Steel grade designation Most common
- Page 31 and 32: Steel grade designation Most common
- Page 33 and 34: Steel grade designation Most common
- Page 35 and 36: General advice Standard suggested c
- Page 37 and 38: General advice Materials testing ce
- Page 39 and 40: General advice Standard comparison
- Page 41 and 42: Cross reference Brinell, Vickers, R
- Page 43 and 44: Metallurgy reminders Corrosion 1. S
- Page 45 and 46: Metallurgy reminders Diagrams for s
- Page 47 and 48: Metallurgy reminders Diagrams for s
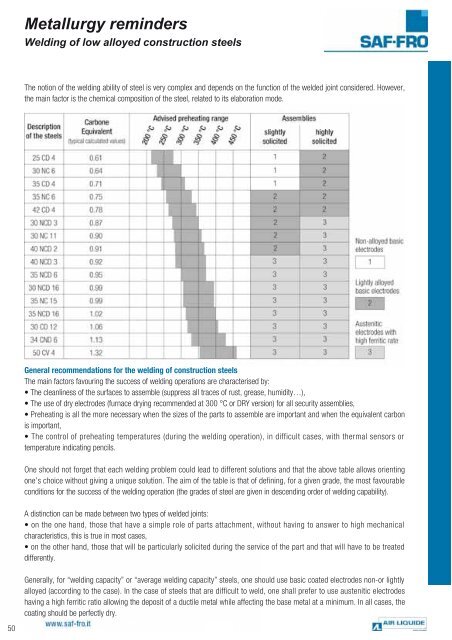
- Page 49: Metallurgy reminders Equivalent car
- Page 53: Efficiency Metal desposited per met
- Page 57 and 58: Elenco Lista prodotti con classific
- Page 59 and 60: Notes on MMA electrodes AWS A5.1 AW
- Page 61 and 62: Notes on MMA electrodes AWS A5.5-91
- Page 63 and 64: Notes on MMA electrodes AWS A5.5-96
- Page 65 and 66: Notes on MMA electrodes AWS A5.5-96
- Page 67 and 68: Notes on MMA electrodes AWS A5.5-96
- Page 69 and 70: Notes on MMA electrodes AWS A5.4-92
- Page 71 and 72: Notes on MMA electrodes EN 1600 Tab
- Page 73 and 74: Notes on MMA electrodes EN 1600 Tab
- Page 75 and 76: Notes on MMA electrodes EN 757 Tabl
- Page 77 and 78: Notes on MMA electrodes EN ISO 2560
- Page 79 and 80: Notes on MMA electrodes EN ISO 3580
- Page 81 and 82: Notes on MMA electrodes EN ISO 3580
- Page 83 and 84: Notes on MMA electrodes Storage and
- Page 85 and 86: Efficiency Recovery, deposition and
- Page 87 and 88: BLUCORD Elettrodi rivestiti Acciao
- Page 89 and 90: SAFER L 51 Elettrodi rivestiti Acci
- Page 91 and 92: LINE 13 Elettrodi rivestiti Acciao
- Page 93 and 94: SAFER GF 160 Elettrodi rivestiti Ac
- Page 95 and 96: SAFER N 49 Elettrodi rivestiti Acci
- Page 97 and 98: TENSILFRO 2000 Elettrodi rivestiti
- Page 99 and 100: BASICORD A Elettrodi rivestiti Acci
- Page 101 and 102:
ALFLEX CNF1 Elettrodi rivestiti Acc
- Page 103 and 104:
FLEXAL 70 Elettrodi rivestiti Accia
- Page 105 and 106:
NIBAZ 65 Elettrodi rivestiti Acciao
- Page 107 and 108:
FRO Mo Elettrodi rivestiti Acciaio
- Page 109 and 110:
SAF-FRO CD 65SC Elettrodi rivestiti
- Page 111 and 112:
SAFER MD 70 Elettrodi rivestiti Acc
- Page 113 and 114:
FRO INOX E308L-16 Elettrodi rivesti
- Page 115 and 116:
STARINOX 308L Elettrodi rivestiti A
- Page 117 and 118:
FRO INOX 316L-16 Elettrodi rivestit
- Page 119 and 120:
STARINOX 316L Elettrodi rivestiti A
- Page 121 and 122:
FRO INOX 309L-16 Elettrodi rivestit
- Page 123 and 124:
FRO INOX 309MoL-16 Elettrodi rivest
- Page 125 and 126:
FRO INOX 310 Elettrodi rivestiti Ac
- Page 127 and 128:
FRO INOX 312-16 Elettrodi rivestiti
- Page 129 and 130:
FRO CROM 13 4 L Elettrodi rivestiti
- Page 131 and 132:
SAFMANGA Elettrodi rivestiti Riport
- Page 133 and 134:
SAFER R 400 Elettrodi rivestiti Rip
- Page 135 and 136:
SAFDUR 800 E Elettrodi rivestiti Ri
- Page 137 and 138:
TOOLFRO Elettrodi rivestiti Riporti
- Page 139 and 140:
ALIN 70/30 Elettrodi rivestiti Legh
- Page 141 and 142:
FRO CuSn Elettrodi rivestiti Leghe
- Page 143 and 144:
ALCORD Al Elettrodi rivestiti Leghe
- Page 145 and 146:
ALCORD 12Si Elettrodi rivestiti Leg
- Page 147 and 148:
STARCAST Ni Elettrodi rivestiti Ghi
- Page 149:
STARCAST NiFe Elettrodi rivestiti G
- Page 153 and 154:
Elenco Lista prodotti con classific
- Page 155 and 156:
Notes on MIG/MAG Solid wires AWS A5
- Page 157 and 158:
Notes on MIG/MAG Solid wires AWS A5
- Page 159 and 160:
Notes on MIG/MAG Solid wires EN ISO
- Page 161 and 162:
Notes on MIG/MAG Solid wires EN ISO
- Page 163 and 164:
Notes on MIG/MAG Solid wires EN 219
- Page 165 and 166:
Notes on MIG/MAG Solid wires Operat
- Page 167 and 168:
FILCORD Fili MIG MAG Acciao C-Mn e
- Page 169 and 170:
FILCORD D Fili MIG MAG Acciao C-Mn
- Page 171 and 172:
FILCORD ZN Fili MIG MAG Acciao C-Mn
- Page 173 and 174:
FILCORD 35 Fili MIG MAG Acciao C-Mn
- Page 175 and 176:
FILCORD 37E Fili MIG MAG Acciao C-M
- Page 177 and 178:
FILCORD 80 Fili MIG MAG Acciaio ad
- Page 179 and 180:
FILCORD 100 Fili MIG MAG Acciaio ad
- Page 181 and 182:
FILINOX 347 Fili MIG MAG Acciao ino
- Page 183 and 184:
FILINOX 307 Fili MIG MAG Acciao ino
- Page 185 and 186:
FILINOX 309LMo Fili MIG MAG Acciao
- Page 187 and 188:
FILINOX 318 Fili MIG MAG Acciao ino
- Page 189 and 190:
FILINOX 410 Fili MIG MAG Acciao ino
- Page 191 and 192:
NERTALIC 210 Fili MIG MAG Leghe di
- Page 193 and 194:
FILCORD 40 Fili MIG MAG Leghe di Ni
- Page 195 and 196:
ALIN G 70Cu Fili MIG MAG Leghe di N
- Page 197 and 198:
FILALU AlSi5 Fili MIG MAG Leghe d'a
- Page 199:
FILALU AlMg5 Fili MIG MAG Leghe d'a
- Page 203 and 204:
Elenco Lista prodotti con classific
- Page 205 and 206:
Notes on TIG rods AWS A5.9 - extrac
- Page 207 and 208:
Notes on TIG rods AWS A5.18 - extra
- Page 209 and 210:
Notes on TIG rods EN 21952 Table 3
- Page 211 and 212:
Notes on TIG rods EN ISO 16834 Tabl
- Page 213 and 214:
ALTIG SG2 Bacchette TIG Acciao C-Mn
- Page 215 and 216:
ALTIG CrMo1 E Bacchette TIG Acciao
- Page 217 and 218:
ALTIG CrMo5 Bacchette TIG Acciao C-
- Page 219 and 220:
ALTIG 48 Bacchette TIG Acciao C-Mn
- Page 221 and 222:
ALTIG 347 Bacchette TIG Acciao inos
- Page 223 and 224:
ALTIG 309L Bacchette TIG Acciao ino
- Page 225 and 226:
ALTIG 312 Bacchette TIG Acciao inos
- Page 227 and 228:
LEXAL W 22 9 3 N Bacchette TIG Acci
- Page 229 and 230:
ALIN W 70/30 Bacchette TIG Leghe di
- Page 231 and 232:
ALIN 625 Bacchette TIG Leghe di Nic
- Page 233 and 234:
ALTIG Al99.5 Bacchette TIG Leghe d'
- Page 235 and 236:
ALTIG AlMg5 Bacchette TIG Leghe d'a
- Page 237:
ALTIG AlMg4.5Mn Bacchette TIG Leghe
- Page 241 and 242:
Elenco Lista prodotti con classific
- Page 243 and 244:
Notes on MIG/MAG cored wires AWS SF
- Page 245 and 246:
Notes on MIG/MAG cored wires AWS SF
- Page 247 and 248:
Notes on cored wires EN ISO 17632-A
- Page 249 and 250:
Notes on cored wires EN ISO 17633-A
- Page 251 and 252:
Notes on cored wires EN ISO 17633-A
- Page 253 and 254:
Notes on cored wires EN ISO 17634-A
- Page 255 and 256:
Notes on cored wires EN ISO 18276-A
- Page 257 and 258:
Notes on tubular cored wires Struct
- Page 259 and 260:
Notes on fluxes cored wires Operati
- Page 261 and 262:
Notes on fluxes cored wires Operati
- Page 263 and 264:
STEELCORED 14 HD Fili Animati Accia
- Page 265 and 266:
FLUXOFILCORD 16 Fili Animati Acciao
- Page 267 and 268:
STEELCORED 20 HD Fili Animati Accia
- Page 269 and 270:
SAFDUAL 128 Fili Animati Acciao C-M
- Page 271 and 272:
SAFDUAL 206A Fili Animati Acciao C-
- Page 273 and 274:
STEELCORED M 10 Fili Animati Acciao
- Page 275 and 276:
SAFUNI 310 Fili Animati Acciao C-Mn
- Page 277 and 278:
STEELCORED 48 HD Fili Animati Accia
- Page 279 and 280:
STEELCORED 48 Fili Animati Acciaio
- Page 281 and 282:
STEELCORED 36 Fili Animati Acciaio
- Page 283 and 284:
STEELCORED M 141 Fili Animati Accia
- Page 285 and 286:
STEELCORED M 42 Fili Animati Acciai
- Page 287 and 288:
INOXCORED 308L Fili Animati Acciao
- Page 289 and 290:
INOXCORED 347 Fili Animati Acciao i
- Page 291 and 292:
INOXCORED 316L V Fili Animati Accia
- Page 293 and 294:
INOXCORED 309L Fili Animati Acciao
- Page 295 and 296:
INOXCORED 309Mo Fili Animati Acciao
- Page 297 and 298:
STEELCORED 51 Fili Animati Riporti
- Page 299 and 300:
STEELCORED 58 Fili Animati Riporti
- Page 301:
SAFDUAL 560 Fili Animati Riporti du
- Page 305 and 306:
Notes on SAW fluxes and wires AWS S
- Page 307 and 308:
Notes on SAW fluxes and wires AWS S
- Page 309 and 310:
Notes on SAW fluxes and wires EN IS
- Page 311 and 312:
Notes on SAW fluxes and wires EN 76
- Page 313 and 314:
Submerged arc welding Notes on weld
- Page 315 and 316:
Submerged arc welding Notes on weld
- Page 317:
Submerged arc welding Notes on weld
- Page 321 and 322:
Elenco Lista prodotti con classific
- Page 323 and 324:
AS 461 Flussi arco sommerso Flussi
- Page 325 and 326:
AS 461 Flussi arco sommerso Flussi
- Page 327 and 328:
AS 589 Flussi arco sommerso Flussi
- Page 329 and 330:
AS 630 Flussi arco sommerso Flussi
- Page 331 and 332:
AS 630 Flussi arco sommerso Flussi
- Page 333 and 334:
AS 55 Flussi arco sommerso Flussi r
- Page 335 and 336:
AS 80 Flussi arco sommerso Flussi r
- Page 337 and 338:
AS 231 Flussi arco sommerso Flussi
- Page 339 and 340:
LEXAL F500 Flussi arco sommerso Acc
- Page 341:
FILO PIENO ARCO SOMMERSO
- Page 344 and 345:
344 Fili arco sommerso Acciao C-Mn
- Page 346 and 347:
346 Fili arco sommerso Acciao inoss
- Page 349 and 350:
Elenco Lista prodotti con classific
- Page 351 and 352:
SUBCORED 31HD Fili animato arco som
- Page 353:
NOTE PER L'UTILIZZATORE
- Page 356 and 357:
356 Practical recommendations Weldi
- Page 358 and 359:
358 Practical recommendations Posit
- Page 360 and 361:
360 Practical recommendations Posit
- Page 362 and 363:
362 Practical recommendations Posit
- Page 364 and 365:
364 Practical recommendations Rules
- Page 366 and 367:
366 Practical recommendations Heter
- Page 368 and 369:
368 Standard forms of delivery Wire
- Page 370 and 371:
370 Standard forms of delivery Wire
- Page 372 and 373:
372 Standard forms of delivery Wire
- Page 374 and 375:
374 Packaging e codici www.saf-fro.
- Page 376 and 377:
376 Packaging e codici www.saf-fro.
- Page 378 and 379:
378 Packaging e codici www.saf-fro.
- Page 380 and 381:
380 Packaging e codici www.saf-fro.
- Page 382 and 383:
382 Packaging e codici www.saf-fro.
- Page 384 and 385:
384 Packaging e codici www.saf-fro.
- Page 386 and 387:
386 Packaging e codici www.saf-fro.
- Page 389 and 390:
Indice [ A ] ALCORD 12Si - 145 ALCO
- Page 391:
Indice STEELCORED 54 - 298 STEELCOR