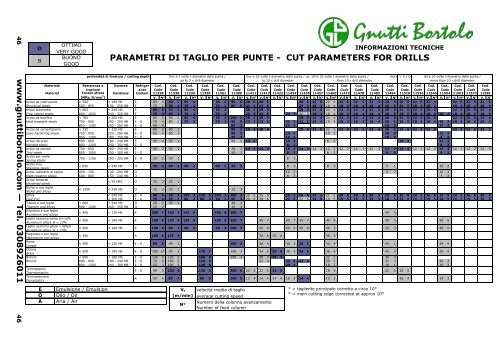
46 <strong>www</strong>.<strong>gnuttibortolo</strong>.<strong>com</strong> <strong>—</strong> <strong>Tel</strong>. <strong>0308926011</strong> 46 O B OTTIMO VERY GOOD BUONO GOOD E Emulsione / Emulsion O Olio / Oil A Aria / Air V t [m/min] N° velocità media di taglio average cutting speed Numero della colonna avanzamento Number of feed column * = tagliente principale corretto a circa 10° * = main cutting edge corrected at approx 10° INFORMAZIONI TECNICHE PARAMETRI DI TAGLIO PER PUNTE - CUT PARAMETERS FOR DRILLS profondità di foratura / cutting depth fino a 3 volte il diametro della punta / up to 3 x drill diameter fino a 10 volte il diametro della punta / up to 10 x drill diameter oltre 10 volte il diametro della punta / more than 10 x drill diameter oltre 10 volte il diametro della punta / more than 10 x drill diameter Materiale Resistenza a Durezza Refriger trazione ante Material Tensile stress Hardness Coolant [MPa; N/mm 2 Cod. Cod. Cod. Cod. Cod. Cod. Cod. Cod. Cod. Cod. Cod. Cod. Cod. Cod. Cod. Cod. Cod. Cod. Cod. Cod. Cod. Cod. Cod. Cod. Code Code Code Code Code Code Code Code Code Code Code Code Code Code Code Code Code Code Code Code Code Code Code Code 11328 11330 11339 11350 11361 11380 11411 11413 11422 11434 11436 11457 11460 11472 11478 11483 11494 11518 11536 11545 11554 11563 11572 11581 ] Vt N° Vt N° Vt N° Vt N° Vt N° Vt N° Vt N° Vt N° Vt N° Vt N° Vt N° Vt N° Vt N° Vt N° Vt N° Vt N° Vt N° Vt N° Vt N° Vt N° Vt N° Vt N° Vt N° Vt N° Acciai da costruzione < 500 < 180 HB E 80 4 90 2 95 4 95 4 80 6 28 6 28 6 28 6 22 5 22 5 22 5 22 5 22 5 28 5 32 6 22 5 22 5 22 5 22 5 22 5 Structural steels 500 - 850 150 - 250 HB E 70 4 80 1 75 2 75 2 80 6 22 5 22 5 22 5 18 4 18 4 18 4 18 4 18 4 26 5 25 5 18 4 18 4 18 4 18 4 18 4 Acciai automatici < 800 < 240 HB E 80 5 90 2 95 4 95 4 28 6 28 6 28 6 22 5 22 5 22 5 22 5 22 5 28 5 32 6 22 5 22 5 22 5 22 5 22 5 Free cutting steels 800 - 1000 240 - 300 HB E 70 4 80 1 75 2 75 2 22 5 22 5 24 5 22 5 18 4 18 4 18 4 18 4 18 4 26 5 25 5 18 4 18 4 20 4 18 4 18 4 18 4 Acciai da bonifica < 700 < 200 HB E 80 4 90 2 95 4 95 4 100 3 28 6 28 5 28 5 22 4 22 4 22 4 22 4 22 4 28 5 32 5 22 4 22 4 22 4 22 4 22 4 Heat treatable steels 700 - 850 200 - 250 HB E - O 70 4 80 1 75 2 75 2 90 3 22 5 22 5 22 5 22 5 18 4 18 4 18 4 18 4 18 4 26 5 25 5 18 4 18 4 18 3 18 4 18 4 18 4 850 - 1200 250 - 350 HB E - O 60 4 90 3 14 4 10 2 12 2 Acciai da cementazione < 750 < 220 HB E 80 5 90 2 80 3 28 6 28 6 28 6 22 5 22 5 22 5 22 5 22 5 28 5 32 6 22 5 22 5 22 5 22 5 22 5 Case-hardening steels 750 - 950 220 - 280 HB E - O 60 4 80 1 80 3 14 4 10 3 26 5 12 3 950 - 1200 280 - 350 HB E - O 70 3 10 3 10 2 8 2 Acciai nitrurati 600 - 800 180 - 240 HB E 50 4 30 1 55 3 14 4 13 4 8 3 16 4 12 3 Nitrided steels 800 - 1200 240 - 350 HB E - O 8 3 8 2 Acciai da utensili 700 - 850 200 - 250 HB E 50 3 30 1 70 3 14 4 14 4 16 4 14 4 12 3 12 3 12 3 12 3 12 3 13 7 16 4 12 3 12 3 14 3 12 3 12 3 12 3 Tool steels 850 - 1000 250 - 300 HB E - O 55 3 8 3 6 2 9 6 8 2 Acciai per molle Spring steels 700 - 1100 200 - 320 HB E - O 25 2 30 1 6 2 Acciai inox Stainless steels < 850 < 240 HB O 25 3 50 2 50 2 50 2 35 3 8 3 8 3 5 1 10 2 Acciai resistenti al calore 450 - 700 130 - 200 HB O 12 3 9 7 10 3 Heat-resisting steels 500 - 800 150 - 240 HB O 8 3 8 3 Acciai temprati Hardened steels < 55 HRC O 20 3 20 1 Nichel e sue leghe Nickel and alloys < 1200 < 350 HB O 15 2 30 1 15 3 Ghisa < 240 HB E - A 80 4 50 2 100 3 120 5 100 3 100 3 25 6 25 6 26 6 28 6 20 5 21 5 20 5 20 5 20 5 22 5 30 6 20 5 20 5 22 5 20 5 20 5 20 5 Cast iron < 300 HB E - A 70 4 25 2 60 2 80 4 60 2 80 3 20 6 20 6 22 6 22 6 15 5 16 5 15 5 15 5 15 5 18 5 22 6 15 5 15 5 18 5 15 5 15 5 15 5 Titanio e sue leghe < 800 < 240 HB O 20 3 30 1 30 3 Titanium and alloys 800 - 1200 240 - 350 HB O 15 2 15 3 Alluminio e sue leghe Aluminium and alloys < 400 < 120 HB E 200 7 140 3 140 6 140 6 280 7 40 5 Leghe aluminio-ghisa Si10%Si Aluminium alloys Si > 10% < 600 < 180 HB E 120 6 80 2 90 4 90 4 180 7 45 6 50 6 45 6 36 5 28 5 40 5 Magnesio e sue leghe Magnesium and alloys < 450 A 180 5 125 4 70 6 70 6 55 5 Rame Copper < 400 < 120 HB E - A 80 5 90 2 180 3 28 5 30 5 28 5 22 4 42 1 24 4 Ottone Brass < 600 < 180 HB E - O 180 5* 90 2 170 7 150 3 34 5 55 6 38 5 34 5 36 4 45 5 30 4 Bronzo < 600 < 180 HB E - O 120 5 120 3 160 6 150 3 28 4 28 4 22 3 30 4 Bronze 600 - 800 180 - 240 HB E - O 70 4 100 2 120 5 22 4 24 4 22 4 20 3 22 3 20 3 800 - 1200 240 - 300 HB E - O 50 3 100 2 120 5 20 4 18 3 10 1 16 3 Termoplastici Thermoplastics E - A 40 3 120 5 120 5 250 6 22 5 22 5 22 5 18 4 22 5 25 5 Termoindurenti Duroplastics A 50 4 80 4 80 5 180 6 13 4 14 4 14 4 16 4 14 4 12 3 16 4 14 3 < 5 x D
47 <strong>www</strong>.<strong>gnuttibortolo</strong>.<strong>com</strong> <strong>—</strong> <strong>Tel</strong>. <strong>0308926011</strong> 47 Diametro punta Drill diameter N° = Numero della colonna avanzamento N° = Number of feed column 1 2 3 4 5 6 7 8 9 [mm] Avanzamento [mm/giro] / Feed [mm/rev] 0,50 0,004 0,006 0,007 0,008 0,010 0,012 0,014 0,016 0,019 1,00 0,006 0,008 0,012 0,014 0,016 0,018 0,020 0,023 0,025 2,00 0,020 0,025 0,032 0,040 0,050 0,063 0,080 0,100 0,125 2,50 0,025 0,032 0,040 0,050 0,063 0,080 0,100 0,125 0,160 3,15 0,032 0,040 0,050 0,063 0,080 0,100 0,125 0,160 0,160 4,00 0,040 0,050 0,063 0,080 0,100 0,125 0,160 0,200 0,200 5,00 0,040 0,050 0,063 0,080 0,100 0,125 0,160 0,200 0,250 6,30 0,050 0,063 0,080 0,100 0,125 0,160 0,200 0,250 0,315 8,00 0,063 0,080 0,100 0,125 0,160 0,200 0,250 0,315 0,315 12,50 0,080 0,100 0,125 0,160 0,200 0,250 0,315 0,400 0,500 16,00 0,100 0,125 0,160 0,200 0,250 0,315 0,400 0,500 0,630 20,00 0,125 0,160 0,200 0,250 0,315 0,400 0,500 0,630 0,630 25,00 0,160 0,200 0,250 0,315 0,400 0,500 0,630 0,800 0,800 31,50 0,160 0,200 0,250 0,315 0,400 0,500 0,630 0,800 1,000 40,00 0,200 0,250 0,315 0,400 0,500 0,630 0,800 1,000 1,250 50,00 0,250 0,310 0,400 0,500 0,630 0,800 1,000 1,250 1,250 63,00 0,315 0,400 0,500 0,630 0,800 1,000 1,250 1,600 1,600 80,00 0,400 0,500 0,630 0,800 1,000 1,250 1,600 1,600 2,000 Materiale Resistenza a Durezza Refrigera trazione nte Material Tensile stress Hardness Coolant [MPa; N/mm 2 Cod. Code 11780 ] Vt N° Acciai da costruzione < 500 < 180 HB E 48 4 Structural steels 500 - 850 150 - 250 HB E 42 4 Acciai automatici < 800 < 240 HB E 60 5 Free cutting steels 800 - 1000 240 - 300 HB E 50 5 Acciai da bonifica < 700 < 200 HB E 45 4 Heat treatable steels 700 - 850 200 - 250 HB E 40 4 850 - 1200 250 - 350 HB E 30 3 Acciai da cementazione < 750 < 220 HB E 40 3 Case-hardening steels 750 - 950 220 - 280 HB E - O 28 3 950 - 1200 280 - 350 HB E - O 25 2 Acciai nitrurati 600 - 800 180 - 240 HB E 25 3 Nitrided steels 800 - 1200 240 - 350 HB E - O 18 2 Acciai da utensili 700 - 850 200 - 250 HB E 28 3 Tool steels 850 - 1000 250 - 300 HB E - O 25 2 Acciai per molle Spring steels 700 - 1100 200 - 320 HB O 13 2 Acciai inox Stainless steels < 850 < 240 HB O 20 2 Acciai resistenti al calore 450 - 700 130 - 200 HB O Heat-resisting steels 500 - 800 150 - 240 HB O Acciai temprati Hardened steels < 55 HRC O Nichel e sue leghe Nickel and alloys < 1200 < 350 HB O Ghisa < 240 HB E - O 40 4 Cast iron < 300 HB E - A 33 4 Titanio e sue leghe < 800 < 240 HB O Titanium and alloys 800 - 1200 240 - 350 HB O Alluminio e sue leghe Aluminium and alloys < 400 < 120 HB E 65 5 Leghe aluminio-ghisa Si10%Si Aluminium alloys Si > 10% < 600 < 180 HB E 70 5 Magnesio e sue leghe Magnesium and alloys < 450 A 50 4 Rame Copper < 400 < 120 HB E 50 4 Ottone Brass < 600 < 180 HB E 60 5 Bronzo < 600 < 180 HB E - O 35 5 Bronze 600 - 800 180 - 240 HB E - O 40 3 800 - 1200 240 - 300 HB O 32 3 Termoplastici Thermoplastics E - A Termoindurenti Duroplastics A 27 3 AVANZAMENTO PUNTE - DRILLING FEED FORMULE - FORMULAS AVANZAMENTO TOT. = AVANZAMENTO X N° DI GIRI N° DI GIRI = V t X 1000 [mm/min] [mm/giro] [giri/min] [giri/min] DIAMETRO PUNTA X 3,14 [mm] TOT. FEED = FEED X TOOL REVOLUTIONS TOOL REVOLUTIONS = Vt X 1000 [mm/min] [mm/round] [rpm] [rpm] DRILL'S DIAMETER [mm] X 3,14 INFORMAZIONI TECNICHE PARAMETRI DI TAGLIO PER PUNTE AD INSERTI CUT PARAMETERS FOR INSERT DRILLS Diametro punte Drill diameter O E Emulsione / Emulsion O Olio / Oil A Aria / Air V t [m/min] N° B OTTIMO VERY GOOD BUONO GOOD velocità media di taglio average cutting speed Numero della colonna avanzamento Number of feed column * = tagliente principale corretto a circa 10° * = main cutting edge corrected at approx 10° N° = Numero della colonna avanzamento N° = Number of feed column 1 2 3 4 5 6 7 8 9 [mm] Avanzamento [mm/giro] / Feed [mm/rev] 10,00 0,077 0,090 0,113 0,144 0,185 0,235 0,294 0,362 0,440 12,50 0,091 0,107 0,134 0,172 0,220 0,279 0,350 0,431 0,523 16,00 0,111 0,130 0,162 0,208 0,266 0,338 0,423 0,521 0,633 20,00 0,131 0,154 0,193 0,247 0,316 0,402 0,503 0,619 0,752 25,00 0,156 0,183 0,229 0,293 0,376 0,478 0,598 0,736 0,893 31,50 0,187 0,219 0,274 0,351 0,450 0,571 0,715 0,880 1,068 40,00 0,225 0,264 0,329 0,422 0,541 0,687 0,860 1,059 1,285 50,00 0,267 0,313 0,391 0,501 0,643 0,816 1,022 1,259 1,527 63,00 0,319 0,375 0,468 0,599 0,769 0,976 1,222 1,505 1,826
- Page 1 and 2: Punta corta HSS, DIN 338, elica Std
- Page 3 and 4: Punta corta HSS, DIN 338, elica Std
- Page 5 and 6: Punta corta HSS, DIN 338, elica L p
- Page 7 and 8: Punta corta sinistrorsa HSS, DIN 33
- Page 9 and 10: Punta corta HSS-Co, DIN 338, elica
- Page 11 and 12: Punta corta HSS-Co, DIN 338, ricope
- Page 13 and 14: Punta corta HM, elica Std. HM jobbe
- Page 15 and 16: Punta extracorta HSS, DIN 1897, eli
- Page 17 and 18: Punta extracorta HSS, DIN 1897, eli
- Page 19 and 20: Punta extracorta HSS-Co, DIN 1897,
- Page 21 and 22: Punta extracorta HSS riporto HM, DI
- Page 23 and 24: Punta extracorta HM, serie B corta,
- Page 25 and 26: Punta lunga HSS, DIN 340, elica Std
- Page 27 and 28: Punta extralunga HSS, DIN 1869, eli
- Page 29 and 30: Punta extralunga HSS, lunghezza mm
- Page 31 and 32: Punta lunga HSS, DIN 345, cod. coni
- Page 33 and 34: Punta extralunga HSS, lunghezza mm
- Page 35 and 36: Punta da centri HSS, DIN 333 forma
- Page 37 and 38: Punta a gradino corta HSS per fori
- Page 39 and 40: Utensile conico a forare HSS HSS co
- Page 41 and 42: Kit di 50 punte DIN 338 RN, HSS 50
- Page 43 and 44: UTENSILI DA TAGLIO — PUNTE Serie-
- Page 45: 45 www.gnuttibortolo.com — Tel. 0
- Page 49 and 50: Maschio a mano finitore M, ISO 529
- Page 51 and 52: Maschio a macchina M, imbocco C, dr
- Page 53 and 54: Maschio a macchina M, imbocco B, dr
- Page 55 and 56: Maschio a macchina M, imbocco C, el
- Page 57 and 58: Maschio M, imbocco corto, elica 40
- Page 59 and 60: Serie di maschi a mano MF, DIN 2181
- Page 61 and 62: Maschio a macchina MF, imbocco C, d
- Page 63 and 64: Maschio a macchina BSW, imbocco C,
- Page 65 and 66: Maschio a macchina GAS, imbocco C,
- Page 67 and 68: Maschio per rubinetteria GAS, imboc
- Page 69 and 70: Maschio a macchina NPT, imbocco C,
- Page 71 and 72: Punta maschiatrice M corta, imbocco
- Page 73 and 74: Filiera tonda M Circular die M Desc
- Page 75 and 76: Filiera a campana MF, per ottone Be
- Page 77 and 78: Filiera a campana GAS, per ottone B
- Page 79 and 80: Filiera tonda F19 per rubinetteria
- Page 81 and 82: Set di 21 maschi a mano M 21 M hand
- Page 83 and 84: INFORMAZIONI TECNICHE Filettatura W
- Page 85 and 86: 85 www.gnuttibortolo.com — Tel. 0
- Page 87 and 88: Fresa a 2 taglienti per cave, HSS-C
- Page 89 and 90: Fresa a 3 taglienti, HSS-Co sinteri
- Page 91 and 92: Fresa a 3 taglienti, HM, rivestita
- Page 93 and 94: Microfresa a testa piana, HM, rives
- Page 95 and 96: Fresa per finitura, HSS-Co sinteriz
- Page 97 and 98:
Fresa per finitura a 4 taglienti, H
- Page 99 and 100:
Fresa a testa emisferica a 2 taglie
- Page 101 and 102:
Fresa conica per stampi, HSS-Co HSS
- Page 103 and 104:
Fresa a testa emisferica a 2 taglie
- Page 105 and 106:
Fresa ad alta velocità a testa emi
- Page 107 and 108:
Fresa per sgrossatura, HSS-Co, codo
- Page 109 and 110:
Fresa a incassare a 90°, HSS-Co, c
- Page 111 and 112:
Fresa per sedi di viti a testa cili
- Page 113 and 114:
Fresa per scanalature a T, HSS-Co H
- Page 115 and 116:
Fresa a 3 tagli a denti elicoidali,
- Page 117 and 118:
Inserto ADMX positivo con foro per
- Page 119 and 120:
Inserto APKX-M positivo con foro pe
- Page 121 and 122:
Inserto SEKN-E12 positivo senza for
- Page 123 and 124:
Inserto RC-F positivo con foro per
- Page 125 and 126:
Fresa rotativa cilindrica ZYA, HM,
- Page 127 and 128:
Fresa rotativa a goccia TRE, HM, ga
- Page 129 and 130:
Fresa rotativa conica a 90° KSK, H
- Page 131 and 132:
Serie di frese con punta per sedi d
- Page 133 and 134:
Alesatore a mano DIN 206 B, HSS-Co
- Page 135 and 136:
Alesatore a macchina decimale DIN 2
- Page 137 and 138:
UTENSILI DA TAGLIO Alesatori - Ales
- Page 139 and 140:
Lima per meccanica piatta a mano pe
- Page 141 and 142:
Art. 15796 Lima per meccanica trian
- Page 143 and 144:
Raspa per legno piatta Flat wood ra
- Page 145 and 146:
Lima ad ago diamantata piatta Diamo
- Page 147 and 148:
Rilfoirs per incisori rettangolare
- Page 149 and 150:
Rifloirs per incisori quadra Square
- Page 151 and 152:
Rifloirs per orefici rettangolare,
- Page 153 and 154:
Manico in legno cerato con ghiera W
- Page 155 and 156:
Sega circolare a dentatura fine DIN
- Page 157 and 158:
Sega circolare per ottone, HSS-Mo C
- Page 159 and 160:
Sega bimetallica per macchine Bimet
- Page 161 and 162:
Barretta a sezione tonda, HSS-Co Ro
- Page 163 and 164:
UTENSILI DA TAGLIO Barre, barrette,
- Page 165 and 166:
UTENSILI DA TAGLIO — INSERTI PER
- Page 167 and 168:
Utensile orientabile FC con placche
- Page 169 and 170:
Utensile B5 in HSS 222S B5 tool in
- Page 171 and 172:
Utensile C5 con placchetta HM M3 C5
- Page 173 and 174:
Utensile C2/55° con placchetta HM
- Page 175 and 176:
Utensile ISO9R con placchetta HM M3
- Page 177 and 178:
Lama LUT-200L in HSS-Co T2000S LUT-
- Page 179 and 180:
179 www.gnuttibortolo.com — Tel.
- Page 181 and 182:
Portainserti DCLNL per tornitura es
- Page 183 and 184:
Portainserti PSKNR per sfacciatura
- Page 185 and 186:
Portainserti STJCL per tornitura es
- Page 187 and 188:
187 www.gnuttibortolo.com — Tel.
- Page 189 and 190:
UTENSILI DA TAGLIO — INSERTI PER
- Page 191 and 192:
Inserto CCMT-PF4 positivo con foro,
- Page 193 and 194:
Inserto CNMG-M5 negativo con foro,
- Page 195 and 196:
Inserto DCMT-PM4 positivo con foro,
- Page 197 and 198:
Inserto ECMW positivo con foro, KX2
- Page 199 and 200:
Inserto SNMG-55 negativo con foro,
- Page 201 and 202:
Inserto TCMT-PM4 positivo con foro,
- Page 203 and 204:
Inserto TNMG-M5 negativo con foro,
- Page 205 and 206:
Inserto VBMT-PM4 positivo con foro,
- Page 207 and 208:
Inserto WNMG-F4 negativo con foro,
- Page 209 and 210:
209 www.gnuttibortolo.com — Tel.
- Page 211 and 212:
UTENSILI DA TAGLIO — INSERTI PER
- Page 213 and 214:
UTENSILI DA TAGLIO — INSERTI PER
- Page 215 and 216:
Inserto TN NR per filettatura ISO 6
- Page 217 and 218:
Kit di inserti X61 per troncatura e
- Page 219 and 220:
UTENSILI DA TAGLIO — INSERTI PER
- Page 221:
UTENSILI DA TAGLIO — INSERTI PER