

www.gnuttibortolo.com — Tel. 0308926011 - Gnutti Bortolo S.p.A.
www.gnuttibortolo.com — Tel. 0308926011 - Gnutti Bortolo S.p.A.
www.gnuttibortolo.com — Tel. 0308926011 - Gnutti Bortolo S.p.A.

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
47 <strong>www</strong>.<strong>gnuttibortolo</strong>.<strong>com</strong> <strong>—</strong> <strong>Tel</strong>. <strong>0308926011</strong> 47<br />
Diametro<br />
punta<br />
Drill<br />
diameter<br />
N° = Numero della colonna avanzamento<br />
N° = Number of feed column<br />
1 2 3 4 5 6 7 8 9<br />
[mm]<br />
Avanzamento [mm/giro] / Feed [mm/rev]<br />
0,50 0,004 0,006 0,007 0,008 0,010 0,012 0,014 0,016 0,019<br />
1,00 0,006 0,008 0,012 0,014 0,016 0,018 0,020 0,023 0,025<br />
2,00 0,020 0,025 0,032 0,040 0,050 0,063 0,080 0,100 0,125<br />
2,50 0,025 0,032 0,040 0,050 0,063 0,080 0,100 0,125 0,160<br />
3,15 0,032 0,040 0,050 0,063 0,080 0,100 0,125 0,160 0,160<br />
4,00 0,040 0,050 0,063 0,080 0,100 0,125 0,160 0,200 0,200<br />
5,00 0,040 0,050 0,063 0,080 0,100 0,125 0,160 0,200 0,250<br />
6,30 0,050 0,063 0,080 0,100 0,125 0,160 0,200 0,250 0,315<br />
8,00 0,063 0,080 0,100 0,125 0,160 0,200 0,250 0,315 0,315<br />
12,50 0,080 0,100 0,125 0,160 0,200 0,250 0,315 0,400 0,500<br />
16,00 0,100 0,125 0,160 0,200 0,250 0,315 0,400 0,500 0,630<br />
20,00 0,125 0,160 0,200 0,250 0,315 0,400 0,500 0,630 0,630<br />
25,00 0,160 0,200 0,250 0,315 0,400 0,500 0,630 0,800 0,800<br />
31,50 0,160 0,200 0,250 0,315 0,400 0,500 0,630 0,800 1,000<br />
40,00 0,200 0,250 0,315 0,400 0,500 0,630 0,800 1,000 1,250<br />
50,00 0,250 0,310 0,400 0,500 0,630 0,800 1,000 1,250 1,250<br />
63,00 0,315 0,400 0,500 0,630 0,800 1,000 1,250 1,600 1,600<br />
80,00 0,400 0,500 0,630 0,800 1,000 1,250 1,600 1,600 2,000<br />
Materiale Resistenza a Durezza Refrigera<br />
trazione<br />
nte<br />
Material Tensile stress Hardness Coolant<br />
[MPa; N/mm 2 Cod.<br />
Code<br />
11780<br />
] Vt N°<br />
Acciai da costruzione < 500 < 180 HB E 48 4<br />
Structural steels 500 - 850 150 - 250 HB E 42 4<br />
Acciai automatici < 800 < 240 HB E 60 5<br />
Free cutting steels 800 - 1000 240 - 300 HB E 50 5<br />
Acciai da bonifica < 700 < 200 HB E 45 4<br />
Heat treatable steels 700 - 850 200 - 250 HB E 40 4<br />
850 - 1200 250 - 350 HB E 30 3<br />
Acciai da cementazione < 750 < 220 HB E 40 3<br />
Case-hardening steels 750 - 950 220 - 280 HB E - O 28 3<br />
950 - 1200 280 - 350 HB E - O 25 2<br />
Acciai nitrurati 600 - 800 180 - 240 HB E 25 3<br />
Nitrided steels 800 - 1200 240 - 350 HB E - O 18 2<br />
Acciai da utensili 700 - 850 200 - 250 HB E 28 3<br />
Tool steels 850 - 1000 250 - 300 HB E - O 25 2<br />
Acciai per molle<br />
Spring steels<br />
700 - 1100 200 - 320 HB O 13 2<br />
Acciai inox<br />
Stainless steels<br />
< 850 < 240 HB O 20 2<br />
Acciai resistenti al calore 450 - 700 130 - 200 HB O<br />
Heat-resisting steels 500 - 800 150 - 240 HB O<br />
Acciai temprati<br />
Hardened steels<br />
< 55 HRC O<br />
Nichel e sue leghe<br />
Nickel and alloys<br />
< 1200 < 350 HB O<br />
Ghisa < 240 HB E - O 40 4<br />
Cast iron < 300 HB E - A 33 4<br />
Titanio e sue leghe < 800 < 240 HB O<br />
Titanium and alloys 800 - 1200 240 - 350 HB O<br />
Alluminio e sue leghe<br />
Aluminium and alloys<br />
< 400 < 120 HB E 65 5<br />
Leghe aluminio-ghisa Si10%Si<br />
Aluminium alloys Si > 10%<br />
< 600 < 180 HB E<br />
70 5<br />
Magnesio e sue leghe<br />
Magnesium and alloys<br />
< 450 A 50 4<br />
Rame<br />
Copper<br />
< 400 < 120 HB E 50 4<br />
Ottone<br />
Brass<br />
< 600 < 180 HB E 60 5<br />
Bronzo < 600 < 180 HB E - O 35 5<br />
Bronze 600 - 800 180 - 240 HB E - O 40 3<br />
800 - 1200 240 - 300 HB O 32 3<br />
Termoplastici<br />
Thermoplastics<br />
E - A<br />
Termoindurenti<br />
Duroplastics<br />
A 27 3<br />
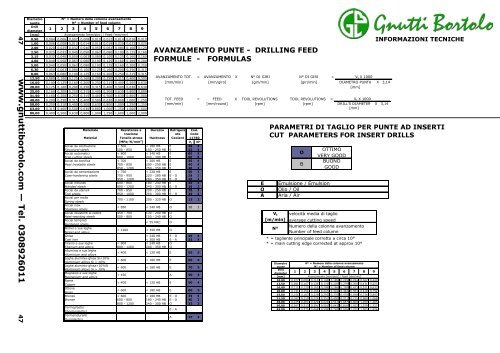
AVANZAMENTO PUNTE - DRILLING FEED<br />
FORMULE - FORMULAS<br />
AVANZAMENTO TOT. = AVANZAMENTO X N° DI GIRI N° DI GIRI =<br />
V t X 1000<br />
[mm/min] [mm/giro] [giri/min] [giri/min] DIAMETRO PUNTA X 3,14<br />
[mm]<br />
TOT. FEED = FEED X TOOL REVOLUTIONS TOOL REVOLUTIONS =<br />
Vt X 1000<br />
[mm/min] [mm/round] [rpm] [rpm] DRILL'S DIAMETER<br />
[mm]<br />
X 3,14<br />
INFORMAZIONI TECNICHE<br />
PARAMETRI DI TAGLIO PER PUNTE AD INSERTI<br />
CUT PARAMETERS FOR INSERT DRILLS<br />
Diametro<br />
punte<br />
Drill<br />
diameter<br />
O<br />
E Emulsione / Emulsion<br />
O Olio / Oil<br />
A Aria / Air<br />
V t<br />
[m/min]<br />
N°<br />
B<br />
OTTIMO<br />
VERY GOOD<br />
BUONO<br />
GOOD<br />
velocità media di taglio<br />
average cutting speed<br />
Numero della colonna avanzamento<br />
Number of feed column<br />
* = tagliente principale corretto a circa 10°<br />
* = main cutting edge corrected at approx 10°<br />
N° = Numero della colonna avanzamento<br />
N° = Number of feed column<br />
1 2 3 4 5 6 7 8 9<br />
[mm]<br />
Avanzamento [mm/giro] / Feed [mm/rev]<br />
10,00 0,077 0,090 0,113 0,144 0,185 0,235 0,294 0,362 0,440<br />
12,50 0,091 0,107 0,134 0,172 0,220 0,279 0,350 0,431 0,523<br />
16,00 0,111 0,130 0,162 0,208 0,266 0,338 0,423 0,521 0,633<br />
20,00 0,131 0,154 0,193 0,247 0,316 0,402 0,503 0,619 0,752<br />
25,00 0,156 0,183 0,229 0,293 0,376 0,478 0,598 0,736 0,893<br />
31,50 0,187 0,219 0,274 0,351 0,450 0,571 0,715 0,880 1,068<br />
40,00 0,225 0,264 0,329 0,422 0,541 0,687 0,860 1,059 1,285<br />
50,00 0,267 0,313 0,391 0,501 0,643 0,816 1,022 1,259 1,527<br />
63,00 0,319 0,375 0,468 0,599 0,769 0,976 1,222 1,505 1,826


