Esperienze di simulazione di stampaggio a freddo di ... - EnginSoft
Esperienze di simulazione di stampaggio a freddo di ... - EnginSoft
Esperienze di simulazione di stampaggio a freddo di ... - EnginSoft

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
26 - Newsletter <strong>EnginSoft</strong> Year 8 n°3<br />
<strong>Esperienze</strong> <strong>di</strong> <strong>simulazione</strong> <strong>di</strong><br />
<strong>stampaggio</strong> a <strong>freddo</strong> <strong>di</strong> acciaio con<br />
presse automatiche multi stazione:<br />
l’ottimizzazione <strong>di</strong> processo come<br />
strumento per ottenere le migliori<br />
prestazioni e la massima qualità<br />
I processi <strong>di</strong> lavorazione dei materiali metallici per deformazione<br />
plastica sono la chiave per l’ottenimento <strong>di</strong> componenti<br />
meccanici <strong>di</strong> elevata qualità. Questo tipo <strong>di</strong> processo<br />
non comporta infatti variazioni strutturali del metallo, che<br />
mantiene quin<strong>di</strong> le sue caratteristiche meccaniche e resistenziali.<br />
Lo <strong>stampaggio</strong> a <strong>freddo</strong> si ottiene me<strong>di</strong>ante presse meccaniche<br />
automatiche multistazione, dove il preformato viene<br />
trasferito tra una stazione e la successiva me<strong>di</strong>ante sistemi<br />
transfer molto rapi<strong>di</strong>. Per garantire una maggior resistenza<br />
agli elevati livelli <strong>di</strong> carico dovuti alla deformazione a <strong>freddo</strong><br />
del metallo gli stampi sono sovente costituiti da più parti<br />
<strong>di</strong> materiali anche <strong>di</strong>fferenti, parti montate in sequenza<br />
me<strong>di</strong>ante interferenza termica/meccanica. Per garantire un<br />
sufficiente riempimento <strong>di</strong> forme profonde si ricorre talvolta<br />
all’utilizzo <strong>di</strong> stampi flottanti montati su molle/cuscini in<br />
grado <strong>di</strong> guidare il materiale in modo più efficace.<br />
Punto critico <strong>di</strong> queste lavorazioni è sempre trovare il giusto<br />
compromesso tra la minima quantità <strong>di</strong> materiale necessaria<br />
per ottenere il componente e l’in<strong>di</strong>viduazione delle<br />
corretta sequenza <strong>di</strong> deformazione, in modo da garantire un<br />
riempimento corretto senza <strong>di</strong>fetti e piegature. Nella pratica<br />
produttiva queste operazioni <strong>di</strong> aggiustamento e calibrazione<br />
sono effettuate dalle persone con maggiore esperienza<br />
pratica <strong>di</strong> <strong>stampaggio</strong> nell’azienda e sono frutto <strong>di</strong> una<br />
lunga serie <strong>di</strong> prove sul campo.<br />
In altri casi l’utilizzo delle macchine non è ottimale: l’errata<br />
<strong>di</strong>stribuzione della deformazione tra le varie stazioni può<br />
portare a comprimere dei pezzi già completamente riempiti,<br />
sovraccaricando la macchina e deteriorando gli stampi.<br />
Tutte le scelte, riassumendo, sono dettate dall’esperienza: il<br />
progettista non ha modo <strong>di</strong> testare nuove soluzioni per ottimizzare<br />
il proprio processo.<br />
La Simulazione <strong>di</strong> Processo:<br />
un nuovo approccio progettuale<br />
Da alcuni anni è <strong>di</strong>sponibile un approccio nuovo al problema<br />
dell’ottenimento <strong>di</strong> pezzi <strong>di</strong> qualità per <strong>stampaggio</strong> a<br />
<strong>freddo</strong>: la <strong>simulazione</strong> del processo. Me<strong>di</strong>ante software molto<br />
sofisticati in grado <strong>di</strong> effettuare una miriade <strong>di</strong> calcoli<br />
matematici partendo dalle informazioni geometriche e fisiche<br />
del processo è possibile prevedere come il materiale an-<br />
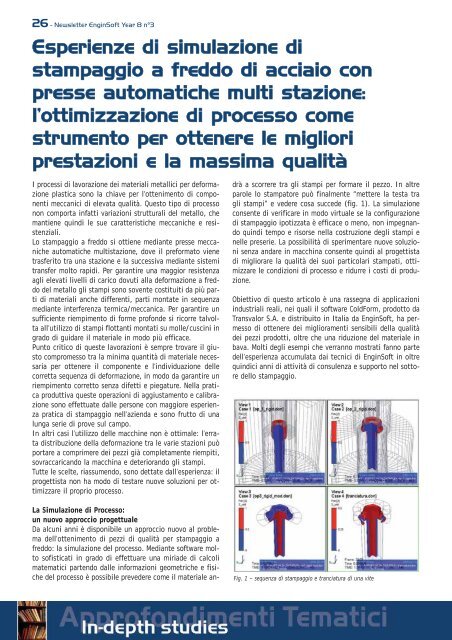
drà a scorrere tra gli stampi per formare il pezzo. In altre<br />
parole lo stampatore può finalmente “mettere la testa tra<br />
gli stampi” e vedere cosa succede (fig. 1). La <strong>simulazione</strong><br />
consente <strong>di</strong> verificare in modo virtuale se la configurazione<br />
<strong>di</strong> <strong>stampaggio</strong> ipotizzata è efficace o meno, non impegnando<br />
quin<strong>di</strong> tempo e risorse nella costruzione degli stampi e<br />
nelle preserie. La possibilità <strong>di</strong> sperimentare nuove soluzioni<br />
senza andare in macchina consente quin<strong>di</strong> al progettista<br />
<strong>di</strong> migliorare la qualità dei suoi particolari stampati, ottimizzare<br />
le con<strong>di</strong>zioni <strong>di</strong> processo e ridurre i costi <strong>di</strong> produzione.<br />
Obiettivo <strong>di</strong> questo articolo è una rassegna <strong>di</strong> applicazioni<br />
industriali reali, nei quali il software ColdForm, prodotto da<br />
Transvalor S.A. e <strong>di</strong>stribuito in Italia da <strong>EnginSoft</strong>, ha permesso<br />
<strong>di</strong> ottenere dei miglioramenti sensibili della qualità<br />
dei pezzi prodotti, oltre che una riduzione del materiale in<br />
bava. Molti degli esempi che verranno mostrati fanno parte<br />
dell’esperienza accumulata dai tecnici <strong>di</strong> <strong>EnginSoft</strong> in oltre<br />
quin<strong>di</strong>ci anni <strong>di</strong> attività <strong>di</strong> consulenza e supporto nel sottore<br />
dello <strong>stampaggio</strong>.<br />
Fig. 1 – sequenza <strong>di</strong> <strong>stampaggio</strong> e tranciatura <strong>di</strong> una vite
Quali sono gli aspetti che rendono ColdForm lo strumento<br />
adatto alla <strong>simulazione</strong> del processo <strong>di</strong> <strong>stampaggio</strong> a<br />
<strong>freddo</strong> <strong>di</strong> acciaio?<br />
Normalmente le matrici/punzoni/spine hanno una forma anche<br />
molto complessa e provengono da CAD anche molto <strong>di</strong>versi:<br />
ColdForm garantisce la massima compatibilità nell’importazione<br />
attraverso i formati .stl o .step ed il rapido ottenimento<br />
<strong>di</strong> superfici adatte alla <strong>simulazione</strong> attraverso meshatori<br />
2D e 3D rapi<strong>di</strong> e precisi. Secondo aspetto la conoscenza<br />
del materiale in funzione delle temperature e velocità<br />
<strong>di</strong> deformazione: ColdForm ha un database <strong>di</strong> oltre 200<br />
leghe ferrose e non dove sono definite le funzioni sforzodeformazione<br />
elasto-plastiche dei materiali alla temperatura<br />
<strong>di</strong> <strong>stampaggio</strong>. È possibile inoltre definire i propri materiali<br />
partendo dalla proprietà meccaniche quali snervamento<br />
e rottura. Per quanto riguarda il contatto pezzo-stampi, in<br />
ColdForm sono implementate le leggi <strong>di</strong> attrito e <strong>di</strong> scambio<br />
termico validate me<strong>di</strong>ante confronto con la realtà, con<br />
la possibilità <strong>di</strong> applicare lubrificazioni localizzate degli<br />
utensili. Venendo quin<strong>di</strong> alla definizione della cinematica, è<br />
possibile sfruttare un database completo <strong>di</strong> presse meccaniche<br />
tra<strong>di</strong>zionali, ma anche, preformatrici assiali e tangenziali<br />
o presse utente. Tale flessibilità non va però a scapito della<br />
semplicità d’uso: per ogni tipologia <strong>di</strong> processo sono presenti<br />
un template ed un help on-line che lo rende <strong>di</strong> semplice<br />
ed imme<strong>di</strong>ato appren<strong>di</strong>mento.<br />
Volendo entrare nello specifico dei processi <strong>di</strong> deformazione<br />
plastica a <strong>freddo</strong> dei materiali metallici, acciaio in primis, si<br />
identificano dei settori <strong>di</strong> applicazione ben specifici:<br />
Thin Sheet forming (fig. 2): deformazione <strong>di</strong> lamiere, ottenuta<br />
attraverso <strong>di</strong>versi passaggi <strong>di</strong> piegatura o imbutitura.<br />
Nel caso <strong>di</strong> lamiere sottili (pochi mm) si preferisce adottare<br />
un approccio 2D/3D, con strumenti specifici (<strong>EnginSoft</strong><br />
utilizza e <strong>di</strong>stribuisce il prodotto “Forming Suite” <strong>di</strong> FTI –<br />
www.forming.com), in grado calcolare forma e <strong>di</strong>mensioni<br />
del blank e <strong>di</strong> evidenziare le grinzature e le zone <strong>di</strong> rottura<br />
del materiale. In questo ambito trovano applicazione anche<br />
Fig. 2a - calcolo del blank e del nesting<br />
Fig. 2b - analisi base <strong>di</strong> formabilità<br />
Newsletter <strong>EnginSoft</strong> Year 8 n°3 - 27<br />
strumenti specifici <strong>di</strong> ottimizzazione del layout <strong>di</strong> tranciatura<br />
(nesting tra<strong>di</strong>zionale e progressivo).<br />
Thick sheet forming (fig. 3): nel caso <strong>di</strong> lamiere spesse,<br />
l’interesse è rivolto a quello che accade nello spessore e<br />
quin<strong>di</strong> il calcolo con ColdForm consente <strong>di</strong> valutare lo spessore<br />
della lamiera deformata e aspetti importanti, quali la<br />
deformazione legata al ritorno elastico. Recentemente il<br />
modello è stato migliorato in modo da considerare gli effet-<br />
Fig. 3a – <strong>stampaggio</strong> flottante e ritorno elastico<br />
Fig. 3b – anisotropia del materiale<br />
Fig. 3c – piegatura profili me<strong>di</strong>ante treno <strong>di</strong> rulli
28 - Newsletter <strong>EnginSoft</strong> Year 8 n°3<br />
ti legati all’anisotropia del materiale, secondo il modello <strong>di</strong><br />
Hill.<br />
Ogni tipo <strong>di</strong> piegatura o imbutitura può essere simulato. Tra<br />
i processi più complessi si segnalano le operazioni <strong>di</strong> piegatura<br />
<strong>di</strong> profili (fig. 3c), ottenute dal passaggio attraverso<br />
treni <strong>di</strong> rulli: la flessibilità <strong>di</strong> ColdForm nell’impostazione <strong>di</strong><br />
cinematiche <strong>di</strong> traslazione/rotazione rende possibile la valutazione<br />
<strong>di</strong> macchine <strong>di</strong> questo tipo;<br />
Fig. 4 – sequenza <strong>di</strong> formatura da filo<br />
Bulk forming (fig. 4): deformazione da filo per ottenere<br />
minuterie metalliche, viti, bulloni, …con macchine automatiche<br />
multi stazione (fig. 4). Questo sarà il tema principale<br />
del presente articolo.<br />
Fig 5 – rivettaura e trazione vite<br />
Riveting (fig.5): in generale, tutte le valutazioni che possono<br />
essere effettuate nella fase <strong>di</strong> montaggio ed in esercizio<br />
<strong>di</strong> un fastener.<br />
Rolling e incremental forming (fig. 6): lavorazioni formatura<br />
a <strong>freddo</strong> per rotazione, quali la rollatura <strong>di</strong> anelli o la<br />
laminazione interna con movimento a spirale del mandrino,<br />
possono essere simulate con ColdForm. Lo stesso <strong>di</strong>casi per<br />
Fig 6 – rollatura e formatura incrementale<br />
i processi <strong>di</strong> formatura incrementale, dove dei rullini adagiano<br />
il materiale su un mandrino in rotazione.<br />
La <strong>simulazione</strong> dei processi <strong>di</strong> <strong>stampaggio</strong> a <strong>freddo</strong><br />
<strong>di</strong> viteria e minuteria<br />
Nel presente articolo si cercherà <strong>di</strong> fare il punto sullo stato<br />
dell’arte nel campo della <strong>simulazione</strong> dei processi <strong>di</strong> <strong>stampaggio</strong><br />
a <strong>freddo</strong> <strong>di</strong> viteria e minuteria: cosa è possibile si-<br />
Fig. 7 – sequenza <strong>di</strong> produzione <strong>di</strong> una vite<br />
mulare e che risultati significativi si ottengono. Seguiremo<br />
quin<strong>di</strong> una vite ed un bullone dalla bobina <strong>di</strong> filo alla messa<br />
in opera (fig. 7).<br />
a. Trafilatura del filo: il processo produttivo parte da una<br />
bobina <strong>di</strong> filo, dove il materiale è stato già trafilato, con<br />
una riduzione <strong>di</strong> sezione che ha comportato un accumulo<br />
<strong>di</strong> deformazione ed un incru<strong>di</strong>mento superficiale, che<br />
deve essere considerato per una corretta previsione degli<br />
scorrimenti del materiale nelle successive fasi <strong>di</strong> deformazione;<br />
b. Operazioni <strong>di</strong> estrusione del gambo e <strong>di</strong> formatura della<br />
testa: solitamente assialsimmetriche, vengono simulate<br />
con analisi 2D molto rapide in grado <strong>di</strong> deformare il<br />
materiale fino a riempire le zone più massive;<br />
c. Operazioni <strong>di</strong> sagomatura e finitura: i dettagli quali la<br />
forma esagonale e l’impronta a<br />
taglio/stella/brugola/multilobata si ottengono nelle fasi<br />
finali e richiedono una <strong>simulazione</strong> 3D, eventualmente<br />
semplificata con l’applicazione <strong>di</strong> piani <strong>di</strong> simmetria. In<br />
queste fasi la massima attenzione è rivolta al riempimento<br />
dell’impronta ed alla eventuale formazione <strong>di</strong><br />
ripieghe;<br />
d. Tranciatura delle bave: non sempre necessaria, consente<br />
<strong>di</strong> eliminare il materiale in eccesso sulla testa, legato al<br />
processo <strong>di</strong> deformazione applicato. Può essere simulata,<br />
per avere evidenza della forza necessaria alla tranciatura<br />
e le deformazioni conseguenti nel materiale, oppure<br />
si può effettuare una rimozione booleana del materiale<br />
in bava e generare così la geometria corretta per la/e<br />
successive fasi <strong>di</strong> calibrazione;<br />
e. Rollatura del filetto: operazione finale molto delicata,<br />
dove la vite passa attraverso dei rulli zigrinati, in grado<br />
<strong>di</strong> deformare il materiale con la creazione del filetto. In<br />
questa fase, complessa da simulare per le molte rotazioni<br />
che si ottengono, si punta a valutare la corretta crescita<br />
del materiale a formare i denti in rilievo.<br />
Riducendo ulteriormente l’analisi alle operazioni <strong>di</strong> deformazione,<br />
caratteristiche <strong>di</strong>stintive del processo sono:<br />
Utilizzo <strong>di</strong> macchine automatiche multi stazione, dove il<br />
risultato <strong>di</strong> ogni operazione è trasferito alla successiva.
ColdForm prevede introduzione della legge <strong>di</strong><br />
movimento della pressa meccanica attraverso<br />
un semplice modello, ma soprattutto consente<br />
l’impostazione <strong>di</strong> una sequenza <strong>di</strong> operazioni<br />
2D e/o 3D, con il trasferimento automatico<br />
<strong>di</strong> tutti i risultati calcolati da una fase<br />
alla successiva. Il tecnico risolve quin<strong>di</strong> una<br />
intera sequenza con una singola operazione.<br />
In un’analisi più avanzata si può anche tener<br />
conto della deflessione della pressa (fig. 8),<br />
legata ai <strong>di</strong>versi carichi che devono sopportare le <strong>di</strong>verse<br />
stazioni.<br />
Necessità <strong>di</strong> considerare il ritorno elastico all’estrazione<br />
del pezzo dalle matrici: ColdForm valuta il recupero della<br />
parte elastica della deformazione all’apertura degli<br />
stampi, trasferendo all’operazione successiva una geometria<br />
più grande e con<br />
una <strong>di</strong>stribuzione <strong>di</strong> tensioni<br />
inferiore;<br />
Per quanto riguarda l’analisi<br />
dei risultati, il progettista<br />
normalmente è interessato<br />
ai due aspetti:<br />
Riempimento: il materiale<br />
è sufficiente per riempire<br />
la geometria tra le<br />
matrici/punzoni/spine,<br />
oppure vi sono delle<br />
mancanze legate ad una errata stima del materiale in<br />
entrata od ad una <strong>di</strong>stribuzione non corretta dello stesso<br />
nelle fasi precedenti? Lo strumento dei contatti consente<br />
<strong>di</strong> colorare in blu le parti a contatto con le matrici<br />
ed in rosso le mancanze<br />
<strong>di</strong> riempimento<br />
(fig. 9). Seguire il flusso<br />
<strong>di</strong> materiale me<strong>di</strong>ante<br />
dei vettori <strong>di</strong> velocità,<br />
assieme alla visualizzazione<br />
dei contatti consente<br />
<strong>di</strong> comprendere in<br />
dettaglio come il materiale<br />
viene deformato,<br />
in<strong>di</strong>viduando possibili<br />
sacche isolate <strong>di</strong> non<br />
contatto, possibili <strong>di</strong>fet-<br />
Fig. 8. - pressa automatica multi-stazione e calcolo della<br />
deflessione della pressa<br />
Fig. 9 – analisi dei contatti – in rosso<br />
le mancanze<br />
Fig. 10 – ripiega tracciata con i<br />
marcatori<br />
Fig. 11 – sequenza <strong>di</strong> <strong>stampaggio</strong> <strong>di</strong> un silent<br />
block e confronto con geometria ideale (ALTIA<br />
Fontanafredda)<br />
Newsletter <strong>EnginSoft</strong> Year 8 n°3 - 29<br />
ti per intrappolamento <strong>di</strong> lubrificanti;<br />
Creazione <strong>di</strong> ripieghe: la geometria delle<br />
matrici obbliga il materiale a ripiegare su se stesso,<br />
formando delle ripieghe che possono essere<br />
critiche per la qualità del pezzo se rimangono<br />
nella zona interna e non eliminate con la successiva<br />
tranciatura. ColdForm recentemente ha visto<br />
introdurre un nuovo approccio per la tracciatura<br />
delle ripieghe, evidenziate ora attraverso dei<br />
marcatori (fig. 10) in grado <strong>di</strong> seguire il materiale<br />
durante lo scorrimento. È quin<strong>di</strong> possibile non<br />
solo in<strong>di</strong>viduare la posizione e la profon<strong>di</strong>tà <strong>di</strong> una ripiega,<br />
ma anche capire se questa rimarrà all’interno del<br />
pezzo o sarà localizzata in bava;<br />
Altri risultati che vengono normalmente valutati sono la deformazione<br />
equivalente del materiale, utile ad identificare le<br />
zone maggiormente stirate, e la <strong>di</strong>stribuzione <strong>di</strong> temperatura,<br />
che evidenzia eventuali surriscaldamenti. Di interesse è<br />
anche la valutazione della fibratura del materiale, in grado<br />
<strong>di</strong> garantire una corretta orientazione del materiale, ma anche<br />
<strong>di</strong> evidenziare eventuali ripieghe sottopelle.<br />
Il pezzo ottenuto da una sequenza anche complessa <strong>di</strong> operazioni,<br />
può essere confrontato con la geometria da ottenere,<br />
evidenziando mancanze e sovrametalli (fig. 11).<br />
Fig. 12 – configurazione “a botte” con <strong>di</strong>fetto e “conica” senza <strong>di</strong>fetto e<br />
con miglior riempimento (Legrand)<br />
Si riporta <strong>di</strong> seguito un esempio pratico <strong>di</strong> come la <strong>simulazione</strong><br />
abbia supportato i tecnici nella risoluzione <strong>di</strong> un <strong>di</strong>fetto<br />
<strong>di</strong> <strong>stampaggio</strong> presente sulla parte esterna della testa<br />
<strong>di</strong> una vite (fig. 12). La configurazione “a botte” scelta per<br />
la formatura della testa comportava nella successiva fase <strong>di</strong><br />
finitura una ricalcatura <strong>di</strong> materiale sulla superficie esterna
30 - Newsletter <strong>EnginSoft</strong> Year 8 n°3<br />
e un non completo riempimento dell’impronta interna. Non<br />
potendo intervenire sullo stampo <strong>di</strong> finitura, la cui geometria<br />
era vincolata, si è deciso <strong>di</strong> valutare <strong>di</strong>verse possibili<br />
geometrie della fase <strong>di</strong> formatura. L’assialsimmetria ha aiutato<br />
a semplificare il calcolo e la possibilità <strong>di</strong> avere un<br />
chaining automatico delle operazioni <strong>di</strong> effettuare il calcolo<br />
<strong>di</strong> <strong>di</strong>verse sequenze in parallelo. La configurazioni migliore<br />
si è rivelata essere una forma “conica”, in grado <strong>di</strong>stri-<br />
Fig. 13 – <strong>stampaggio</strong> bullone: processo <strong>di</strong> deformazione, tranciatura ed<br />
inserimento inserto in nylon<br />
buire in modo <strong>di</strong>fferente il materiale. Il <strong>di</strong>fetto esterno è<br />
stato eliminato e si è ottenuto anche un maggiore riempimento<br />
dell’impronta, che ha decisamente migliorato il trasferimento<br />
della coppia dal cacciavite alla vite in fase <strong>di</strong><br />
esercizio.<br />
Un altro esempio significativo è relativo al campo della produzione<br />
<strong>di</strong> bulloni, dove le analisi effettuate hanno riguardato<br />
tutte le fasi <strong>di</strong> produzione (fig. 13).<br />
La sequenza <strong>di</strong> <strong>stampaggio</strong> è stata migliorata per limitare le<br />
mancanze <strong>di</strong> riempimento tipiche <strong>di</strong> componenti esagonali<br />
ottenuti per deformazione da filo. Si è quin<strong>di</strong> simulata la fase<br />
<strong>di</strong> tranciatura, per valutare la forma della superficie tranciata.<br />
Il bullone è stato quin<strong>di</strong> soggetto ad un’analisi <strong>di</strong><br />
chiusura del bordo superiore sull’inserto autobloccante in<br />
nylon. L’accoppiamento è stato infine valutato a rotazione,<br />
in modo da valutare la coppia resistente finale.<br />
Un altro ambito ben specifico <strong>di</strong> utilizzo <strong>di</strong> ColdForm è per<br />
quanto riguarda la modellazione dei processi <strong>di</strong> tranciatura<br />
da lastra. Tale processo viene normalmente utilizzato per la<br />
produzione <strong>di</strong> rondelle rotonde piane o altri particolari <strong>di</strong>versamente<br />
sagomati. Per le tipologia più semplici si procede<br />
me<strong>di</strong>ante un punzone, che va a tranciare una certa parte<br />
<strong>di</strong> materiale, portando localmente a rottura. Criticità del<br />
processo sono la valutazione della qualità della superficie <strong>di</strong><br />
trancia al variare del profilo del punzone e della matrice<br />
e del materiale utilizzato. ColdForm è in grado <strong>di</strong> modellare<br />
l’intero procedere della frattura, dall’incurvamento<br />
superficiale in prossimità del punzone, alla superficie<br />
<strong>di</strong> scorrimento superiore, fino all’innesco ed alla<br />
propagazione della frattura (fig. 14a). Una volta calibrati<br />
i parametri delle funzioni <strong>di</strong> rottura, le misurazioni<br />
effettuabili nei risultati delle simulazioni sono<br />
molto vicine ai riscontri del processo reale.<br />
Vi sono altri processi <strong>di</strong> tranciatura <strong>di</strong> precisione, tra i quali<br />
il fine banking, per i quali l’obiettivo è quello <strong>di</strong> ottenere<br />
una superficie <strong>di</strong> taglio la più netta possibile, con tolleranze<br />
molto strette. La flessibilità <strong>di</strong> Coldform nell’imposta-<br />
Fig. 14a – tranciatura <strong>di</strong> rondelle (Panzeri)<br />
Fig. 14b – tranciatura fine <strong>di</strong> particolari complessi (Feintool)<br />
zione <strong>di</strong> sequenze <strong>di</strong> operazioni, ognuna con configurazioni<br />
flottanti, assieme alle funzioni <strong>di</strong> auto-adattività della<br />
mesh, in grado <strong>di</strong> aumentare il dettaglio nella zone <strong>di</strong> tranciatura,<br />
rendono possibile affrontare la <strong>simulazione</strong> anche <strong>di</strong><br />
questo processo con la necessaria qualità richiesta per i risultati<br />
(fig. 14b).<br />
Nel campo dello <strong>stampaggio</strong> a <strong>freddo</strong> gli “stampi” sono solitamente<br />
delle matrici e dei punzoni/spine in acciaio, quin<strong>di</strong><br />
pressoché dello stesso materiale da deformare: la superficie<br />
delle matrici/punzoni è soggetta anch’essa a deformazioni<br />
importanti, che possono portare ad una per<strong>di</strong>ta <strong>di</strong> tolleranza<br />
sul pezzo finale o ad<strong>di</strong>rittura a rottura degli stessi.<br />
Per questo motivo spesso si utilizzano configurazioni “blindate”,<br />
con inserti in metallo duro (TiC o Wi<strong>di</strong>a), pre-caricate<br />
per interferenza me<strong>di</strong>ante uno o più livelli <strong>di</strong> anelli esterni<br />
(Tool-stack). Tale accorgimento consente <strong>di</strong> creare uno<br />
stato <strong>di</strong> interno <strong>di</strong> compressione, in grado <strong>di</strong> abbassare i livelli<br />
<strong>di</strong> carico sopportati nella fase <strong>di</strong> <strong>stampaggio</strong>.<br />
Considerare quin<strong>di</strong> “rigi<strong>di</strong>” gli stampi può essere una buona<br />
approssimazione in termini <strong>di</strong> flusso <strong>di</strong> materiale, ma non<br />
consente <strong>di</strong> ottenere informazioni in merito allo stato deformativo/a<br />
rottura degli utensili. È necessaria quin<strong>di</strong> una<br />
analisi a stampi deformabili che tenga conto <strong>di</strong> tutti questi<br />
effetti: ColdForm consente <strong>di</strong> specificare geometria e mate-<br />
Fig. 15 – analisi a stampi deformabili <strong>di</strong> inserti precaricati e virtual interference fit
Fig. 16 – analisi degli stampi per configurazione <strong>di</strong> <strong>stampaggio</strong> a <strong>freddo</strong> <strong>di</strong> forcella (Omega I.F.S.)<br />
riale <strong>di</strong> ogni inserto, con la relativa interferenza tra gli anelli,<br />
sia in un approccio completo, sia attraverso il “virtual interference<br />
fit” in grado <strong>di</strong> calcolare l’effetto risultante dei<br />
blindaggi sulla superficie esterna dell’inserto (fig. 15).<br />
Per quanto riguarda possibili rotture degli stampi, il calcolo<br />
a stampi deformabili consente <strong>di</strong> valutare le zone maggiormente<br />
soggette alle sollecitazioni. Nel caso <strong>di</strong> seguito riportato,<br />
in produzione si riscontrava la frattura della matrice <strong>di</strong><br />
estrusione dovuta all’eccessiva sollecitazione <strong>di</strong> trazione accumulata.<br />
La <strong>simulazione</strong> effettuata con ColdForm (fig. 16)<br />
ha consentito <strong>di</strong> in<strong>di</strong>viduare la zona maggiormente sollecitata<br />
ed intervenire, me<strong>di</strong>ante opportuni blindaggi esterni in<br />
modo da ridurre, il valore nella zona critica. La nuova configurazione<br />
ha consentito <strong>di</strong> eliminare la rottura e <strong>di</strong> prolungare<br />
in modo significativo la vita utile degli stampi.<br />
Fig. 17 – rollatura del filetto – la posizione della vite rispetto ai rulli<br />
influenza il riempimento del profilo<br />
Un altro tema <strong>di</strong> interesse nel campo dello <strong>stampaggio</strong> a<br />
<strong>freddo</strong> <strong>di</strong> viteria sono le operazioni <strong>di</strong> rollatura del filetto<br />
per deformazione tra due rulli opportunamente zigrinati<br />
(fig.17). Il processo è industrialmente ben noto, ma la messa<br />
a punto dello stesso è basata sull’esperienza: punti critici<br />
sono la posizione <strong>di</strong> entrata della vite tra i rulli e la du-<br />
Newsletter <strong>EnginSoft</strong> Year 8 n°3 - 31<br />
rata del percorso <strong>di</strong> rollatura. Dal punto <strong>di</strong> vista<br />
della <strong>simulazione</strong> vi è la necessita <strong>di</strong> avere<br />
un calcolo robusto su una numero molto<br />
elevato <strong>di</strong> incrementi e la necessità <strong>di</strong> avere<br />
un elevato dettaglio nelle zone ove il materiale<br />
va a “riempire” il profilo: ColdForm è in<br />
grado <strong>di</strong> valutare correttamente tutti gli slittamenti<br />
della vite tra i rulli e le deformazioni<br />
locali sui denti grazie and una mesh autoadattiva<br />
che viene rigenerata più volte durante<br />
il calcolo. Tutte le operazioni <strong>di</strong> calibrazione<br />
del processo possono essere condotte in virtuale, pressoché<br />
eliminando gli interventi a bordo macchina.<br />
Ottimizzazione automatica del processo <strong>di</strong><br />
<strong>stampaggio</strong> a <strong>freddo</strong><br />
Lo sviluppo del software in questi anni ha avuto come tema<br />
principale il rendere il più possibile automatiche le operazioni<br />
da effettuare per simulare una sequenza, introducendo<br />
strumenti quali il chaining già descritti in precedenza. Il<br />
progettista si è però sempre trovato a dover fare delle scelte<br />
in base ai risultati delle simulazioni ed ipotizzare delle<br />
configurazioni alternative, valutando quin<strong>di</strong> gli effetti delle<br />
mo<strong>di</strong>fiche apportate. Tale lavoro <strong>di</strong> “trial & error” virtuale<br />
non consentiva <strong>di</strong> in<strong>di</strong>viduare la migliore configurazione<br />
possibile, ma solamente una migliore della precedente.<br />
La maggiore innovazione introdotta <strong>di</strong> recente nel software<br />
ColdForm è la possibilità <strong>di</strong> effettuare una procedura <strong>di</strong> ottimizzazione<br />
automatica, in grado <strong>di</strong> in<strong>di</strong>viduare la migliore<br />
combinazione dei parametri <strong>di</strong> processo per ottenere il particolare<br />
della migliore qualità possibile. L’utente è chiamato<br />
a definire il range <strong>di</strong> variazione dei parametri del proprio<br />
processo, ad esempio le <strong>di</strong>mensioni e la posizione del filo,<br />
le corse <strong>di</strong> <strong>stampaggio</strong>, ma anche le geometrie delle matrici/punzoni/stampi<br />
e gli obiettivi da raggiungere, quali ad<br />
esempio il completo riempimento dell’impronta, il rispetto<br />
<strong>di</strong> alcune tolleranze <strong>di</strong>mensionali, l’assenza <strong>di</strong> ripieghe. Il<br />
software creerà una prima generazione <strong>di</strong> in<strong>di</strong>vidui, ognuna<br />
costituita da una sequenza <strong>di</strong> <strong>stampaggio</strong>, effettuerà i calcoli<br />
e selezionerà i migliori in<strong>di</strong>vidui che andranno a costituire<br />
la base per le successive generazioni. Tale approccio<br />
porta alla rapida in<strong>di</strong>viduazione della configurazione <strong>di</strong> ottimo.<br />
Ve<strong>di</strong>amo l’applicazione <strong>di</strong> questo approccio in un paio<br />
<strong>di</strong> esempi <strong>di</strong> <strong>stampaggio</strong> a <strong>freddo</strong>.<br />
Minimizzare la deflessione <strong>di</strong> un punzone: la configurazione<br />
descritta nell’immagine seguente (fig. 18) è relativa ad un<br />
punzone leggermente fuori centro, la cui notevole deflessione,<br />
oltre 0.2 mm, unita agli elevati livelli <strong>di</strong> stress conseguenti,<br />
ne comportava la rottura durante lo <strong>stampaggio</strong>. Nel<br />
progetto <strong>di</strong> ottimizzazione i parametri che sono stati definiti<br />
sono stati la forma della superficie <strong>di</strong> testa del punzone<br />
(angolo e raggio <strong>di</strong> curvatura) me<strong>di</strong>ante il collegamento<br />
<strong>di</strong>retto a Pro-E. La procedura <strong>di</strong> ottimizzazione ha in<strong>di</strong>viduato<br />
quale migliore risultato una configurazione per la quale<br />
la deflessione laterale è stata ridotta a 0.055mm e un livello<br />
<strong>di</strong> stress decisamente inferiore al caso originale.
32 - Newsletter <strong>EnginSoft</strong> Year 8 n°3<br />
Fig. 18 – deflessione del punzone fuori centro: da 0.2mm a 0.055mm<br />
(BOLLHOFF OTALU)<br />
Un altro stu<strong>di</strong>o ha riguardato la minimizzazione del materiale<br />
utilizzato per una configurazione vite + rondella + dado<br />
utilizzata per serrare due lastre non parallele (fig. 19). Nello<br />
specifico si è cercato <strong>di</strong> ottenere un limitato spostamento<br />
del sistema dato un certo carico ed una limitata deformazione<br />
dei due oggetti. Il design iniziale è stato ottenuto<br />
usando le regole tra<strong>di</strong>zionali <strong>di</strong> progettazione. Nel software<br />
è stato sfruttato il link con il CAD esterno Solidworks per<br />
mo<strong>di</strong>ficare in modo opportuno la geometria <strong>di</strong> vite, rondella<br />
e bullone.<br />
Fig. 19a – definizione della configurazione e parametri impostati nel CAD<br />
(Lisi Aerospace)<br />
Fig. 19b – risultati dello stu<strong>di</strong>o <strong>di</strong> ottimizzazione effettuato (Lisi Aerospace)<br />
L’approccio <strong>di</strong> ottimizzazione è stato applicato a due configurazioni<br />
della stessa famiglia <strong>di</strong> prodotti, ma con <strong>di</strong>mensioni<br />
<strong>di</strong>fferenti, ottenendo dei risultati davvero significativi<br />
nel risparmio <strong>di</strong> materiale, come evidenzianto nella tabella<br />
sottostante:<br />
Le tecniche <strong>di</strong> ottimizzazione sono ovviamente utilizzabili<br />
in una miriade <strong>di</strong> processi ed applicazioni: ColdForm è stato<br />
stu<strong>di</strong>ato per avere una interfaccia <strong>di</strong> ottimizzazione decisamente<br />
facile da utilizzare, aspetto questo che rende<br />
molto rapida la definizione <strong>di</strong> un progetto anche molto complesso.<br />
Conclusioni<br />
La presente panoramica ha evidenziato come oggi sia possibile<br />
simulare tutte le operazioni necessarie alla produzione<br />
<strong>di</strong> un particolare in acciaio stampato a <strong>freddo</strong>, incluse le<br />
fasi <strong>di</strong> tranciatura e test in esercizio. I principali vantaggi<br />
dell’introduzione <strong>di</strong> ColdForm come strumento <strong>di</strong> riferimento<br />
per la progettazione dei processi <strong>di</strong> <strong>stampaggio</strong> a <strong>freddo</strong><br />
sono la possibilità <strong>di</strong> valutare a priori, a tendere ancora in<br />
fase <strong>di</strong> preventivazione la realizzabilità <strong>di</strong> un particolare,<br />
minimizzando il materiale in bava. Con la <strong>simulazione</strong> si eliminano<br />
quasi completamente gli aggiustamenti necessari<br />
quando si mette a punto un nuovo processo, evitando i costi<br />
relativi alla lavorazione <strong>di</strong> stampi prototipo e i fermi<br />
macchina necessari per la campionatura. Se le simulazioni<br />
sono fatte a-posteriori, ogni mo<strong>di</strong>fica apportata agli stampi<br />
ed il relativo effetto sulla qualità del pezzo sono valutabili<br />
senza la necessità <strong>di</strong> costose prove reali sotto la pressa.<br />
L’introduzione <strong>di</strong> ColdForm in ufficio tecnico consente<br />
infatti una profonda comprensione delle <strong>di</strong>namiche <strong>di</strong> flusso<br />
del materiale tra gli stampi e delle criticità del proprio<br />
processo. Risolvere una problematica attraverso la <strong>simulazione</strong><br />
consente ai tecnici <strong>di</strong> acquistare via via una maggiore<br />
sicurezza nell’affrontare famiglie <strong>di</strong> prodotti simili, ma<br />
anche <strong>di</strong> fare delle valutazioni, ancora in fase <strong>di</strong> preventivazione,<br />
delle criticità <strong>di</strong> nuovi particolari da produrre: tutte<br />
le esperienze fatte con il software possono infatti essere<br />
archiviate e <strong>di</strong>ventano patrimonio<br />
dell’azienda, utile<br />
anche a far crescere rapidamente<br />
delle nuove figure<br />
che andranno via via ad integrare<br />
e poi sostituire le figure<br />
storiche esperte <strong>di</strong><br />
<strong>stampaggio</strong>. L’acquisto del<br />
software ColdForm e il<br />
know-how che l’azienda acquisisce<br />
con la formazione<br />
specifica <strong>di</strong> <strong>EnginSoft</strong> sono<br />
un vantaggio competitivo<br />
che ha imme<strong>di</strong>ate ricadute<br />
concrete sul miglioramento<br />
del proprio modo <strong>di</strong> produrre,<br />
consentendo un rapido<br />
ammortamento dell’investi-
Panzeri<br />
La Panzeri S.p.A. ha intrapreso<br />
un'espansione in settori a<br />
lei nuovi con un conseguente<br />
sviluppo in conoscenze e tecnologie<br />
ed un aggiornamento<br />
degli strumenti <strong>di</strong> lavoro con i<br />
quali sod<strong>di</strong>sfare una duplice<br />
funzione: interna legata agli stu<strong>di</strong> <strong>di</strong> fattibilità e alle ottimizzazioni<br />
<strong>di</strong> processo, esterna nei casi in cui l'azienda entri attivamente<br />
nella fase <strong>di</strong> progettazione. L’ing. Luca Panzeri, <strong>di</strong>rettore generale<br />
<strong>di</strong> Panzeri SpA ha <strong>di</strong>chiataro: ”il software ColdForm ci consente <strong>di</strong><br />
valutare le zone <strong>di</strong> mancato riempimento e quelle soggette a deformazioni<br />
vicine al limite <strong>di</strong> frattura. Sono stati così analizzati e<br />
ottimizzati i cicli <strong>di</strong> particolari già in produzione, ottenendo una<br />
significativa riduzione dei costi <strong>di</strong> lavorazione, passando dal para<strong>di</strong>gma<br />
del “cerco un modo <strong>di</strong> fare” a quello del “cerco il miglior<br />
modo <strong>di</strong> fare”. L’apporto <strong>di</strong> <strong>EnginSoft</strong> è stato fondamentale nella<br />
fase <strong>di</strong> primo appren<strong>di</strong>mento, e soprattutto quando le configurazioni<br />
da risolvere sono <strong>di</strong>venute via via più complesse e la loro<br />
esperienza <strong>di</strong> anni <strong>di</strong> utilizzo dello strumento ci ha decisamente<br />
accelerato l’impostazione e la corretta soluzione <strong>di</strong> queste tipologie.”<br />
ALTIA Fontanafredda<br />
ALTIA Fontanafredda si è affermata come<br />
fornitore <strong>di</strong> secondo livello dei più importanti<br />
produttori europei <strong>di</strong> componenti<br />
per auto. La continua ricerca <strong>di</strong> nuove<br />
tecnologie e il costante impegno nell’innovare<br />
e affinare i processi <strong>di</strong> produzione<br />
sono i punti <strong>di</strong> forza <strong>di</strong> ALTIA che le hanno consentito <strong>di</strong> <strong>di</strong>ventare<br />
un’azienda <strong>di</strong> riferimento per l'industria automobilistica europea.<br />
Per mantenere questo livello <strong>di</strong> eccellenza, un importante investimento<br />
è stato fatto per dotare i reparti Progettazione, Ricerca<br />
e Sviluppo <strong>di</strong> strumenti all'avanguar<strong>di</strong>a quali il software ColdForm,<br />
che consente <strong>di</strong> verificare e simulare le nuove soluzioni tecniche<br />
nella fase <strong>di</strong> progettazione, per i nuovi particolari sempre più complessi<br />
che ci vengono richiesti dai nostri clienti. Gianfanco<br />
Marcandella, responsabile R&D <strong>di</strong> ALTIA Fontanafredda, ha <strong>di</strong>chiarato:<br />
“Grazie a ColdForm siamo in grado <strong>di</strong> evidenziare a priori<br />
comportamenti anomali del materiale, controllato che il processo<br />
non comprometta l’integrità del particolare e verificare la geometria<br />
degli stampi in funzione della configurazione finale del pezzo.<br />
È inoltre possibile stabilire la potenza totale necessaria allo <strong>stampaggio</strong>,<br />
scegliendo la pressa più idonea allo scopo e limitando usure<br />
anomale o precoci degli stampi nelle varie posizioni, evitando<br />
così eventuali sostituzioni indesiderate”.<br />
“Grazie all'affiancamento dei tecnici <strong>EnginSoft</strong>” - ha concluso<br />
l’ing. Marcandella - “abbiamo potuto interpretare i risultati in modo<br />
da limitare al minimo il tempo <strong>di</strong> campionatura sulla pressa e<br />
le operazioni <strong>di</strong> ripresa alla macchina utensile, con una più rapida<br />
messa in produzione ed una sensibile riduzione dei costi unitari <strong>di</strong><br />
produzione”.<br />
Newsletter <strong>EnginSoft</strong> Year 8 n°3 - 33<br />
mento necessario. <strong>EnginSoft</strong> ha una esperienza <strong>di</strong> oltre 15<br />
anni nell’utilizzo <strong>di</strong> ColdForm ed è in grado <strong>di</strong> ascoltare le<br />
più svariate esigenze provenienti dalle industrie e rispondere<br />
con delle soluzioni su misura, dai servizi alla formazione,<br />
base ed avanzata, all’uso del software, agli affiancamenti<br />
on-job.<br />
Per informazioni, rivolgersi a:<br />
Ing. Marcello Gabrielli – <strong>EnginSoft</strong><br />
info@enginsoft.it<br />
Dichiarazioni <strong>di</strong> utilizzatori <strong>di</strong><br />
ColdForm nello <strong>stampaggio</strong> a<br />
<strong>freddo</strong> <strong>di</strong> acciaio<br />
DA-TOR<br />
Da-Tor S.p.A. ha scelto Coldform dopo<br />
aver effettuato alcune esperienze <strong>di</strong> <strong>simulazione</strong><br />
con <strong>EnginSoft</strong> dalla quali sono<br />
emerse la competenza dei tecnici <strong>di</strong><br />
<strong>EnginSoft</strong> nell’affrontare casi complessi,<br />
insieme alla consistenza ed alla facilità<br />
d'uso dello strumento per una applicazione industriale dello strumento.<br />
Nella successiva fase <strong>di</strong> formazione ed affiancamento all'uso<br />
del software, l'esperienza <strong>di</strong> <strong>EnginSoft</strong> è stata decisiva per<br />
passare dalle simulazioni più semplici ai casi più complicati.<br />
L'esperienza che i tecnici <strong>di</strong> Da-Tor S.p.A. stanno acquisendo ogni<br />
giorno nell'uso della <strong>simulazione</strong> numerica con ColdForm sta avendo<br />
delle sensibili ricadute sulla qualità del processo produttivo.<br />
Giovanni Rocca, Amministratore Delegato <strong>di</strong> Da-Tor S.p.A., ha in<strong>di</strong>viduato<br />
i seguenti vantaggi ottenuti con l'uso <strong>di</strong> ColdForm:<br />
analizzare il flusso <strong>di</strong> materiale con l'analisi dei contatti consente<br />
<strong>di</strong> in<strong>di</strong>viduare possibili mancanze o <strong>di</strong>fetti;<br />
la possibilità <strong>di</strong> testare in modo virtuale <strong>di</strong>fferenti configurazioni<br />
fa risparmiare tempo e costi <strong>di</strong> creazione/rifacimento <strong>di</strong><br />
stampi, limitando al minimo le campionature;<br />
la possibilità <strong>di</strong> verificare a priori delle soluzioni innovative,<br />
che consentano <strong>di</strong> eliminare i <strong>di</strong>fetti <strong>di</strong> <strong>stampaggio</strong> e la ripresa<br />
alla macchina utensile;<br />
l'analisi della potenza totale necessaria per ogni stazione in<br />
modo da scegliere correttamente la pressa e ripartire il carico;<br />
la limitazione <strong>di</strong> usure anomali o precoci degli stampi nelle<br />
varie posizioni, in modo da avere un deterioramento bilanciato<br />
degli stampi e non dover sostituire delle particolari posizioni<br />
prima delle altre.<br />
L'applicazione dell'approccio <strong>di</strong> <strong>simulazione</strong> con ColdForm a tutti i<br />
particolari attualmente in produzione consente inoltre a Da-Tor<br />
S.p.A. <strong>di</strong> costruire un archivio <strong>di</strong> problematiche risolte per famiglie<br />
<strong>di</strong> prodotti, limitando al minimo il tempo <strong>di</strong> campionatura sulla<br />
pressa e le operazioni <strong>di</strong> ripresa alla macchina utensile con una più<br />
rapida messa in produzione ed una sensibile riduzione dei costi<br />
unitari <strong>di</strong> produzione.