

3 - Fagor Automation
3 - Fagor Automation
3 - Fagor Automation

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
Cicli fissi (modello ·T·)<br />
1.13 G69. Ciclo fisso di sgrossatura sull’asse Z<br />
Questo ciclo lavora il profilo programmato, mantenendo il passo specificato fra le successive<br />
passate di lavorazione. Consente utensili triangolari, tondi e quadrati.<br />
Formato di programmazione in coordinate cartesiane:<br />
G69 X Z C D L M K F H S E P<br />
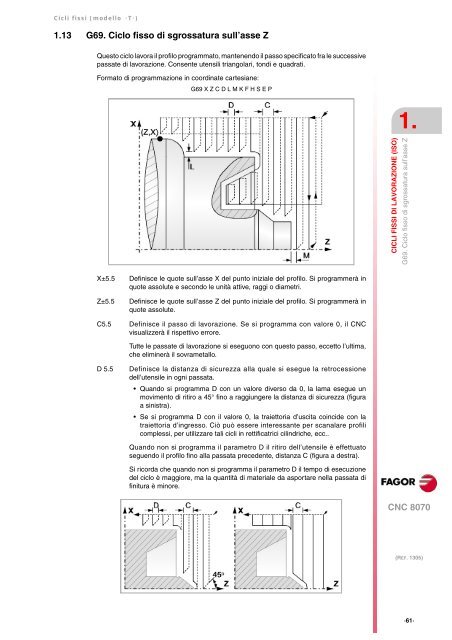
X±5.5 Definisce le quote sull’asse X del punto iniziale del profilo. Si programmerà in<br />
quote assolute e secondo le unità attive, raggi o diametri.<br />
Z±5.5 Definisce le quote sull’asse Z del punto iniziale del profilo. Si programmerà in<br />
quote assolute.<br />
C5.5 Definisce il passo di lavorazione. Se si programma con valore 0, il CNC<br />
visualizzerà il rispettivo errore.<br />
Tutte le passate di lavorazione si eseguono con questo passo, eccetto l’ultima,<br />
che eliminerà il sovrametallo.<br />
D 5.5 Definisce la distanza di sicurezza alla quale si esegue la retrocessione<br />
dell’utensile in ogni passata.<br />
Quando si programma D con un valore diverso da 0, la lama esegue un<br />
movimento di ritiro a 45° fino a raggiungere la distanza di sicurezza (figura<br />
a sinistra).<br />
Se si programma D con il valore 0, la traiettoria d’uscita coincide con la<br />
traiettoria d’ingresso. Ciò può essere interessante per scanalare profili<br />
complessi, per utilizzare tali cicli in rettificatrici cilindriche, ecc..<br />
Quando non si programma il parametro D il ritiro dell’utensile è effettuato<br />
seguendo il profilo fino alla passata precedente, distanza C (figura a destra).<br />
Si ricorda che quando non si programma il parametro D il tempo di esecuzione<br />
del ciclo è maggiore, ma la quantità di materiale da asportare nella passata di<br />
finitura è minore.<br />
1.<br />
CICLI FISSI DI LAVORAZIONE (ISO)<br />
G69. Ciclo fisso di sgrossatura sull’asse Z<br />
CNC 8070<br />
(REF. 1305)<br />
·61·














